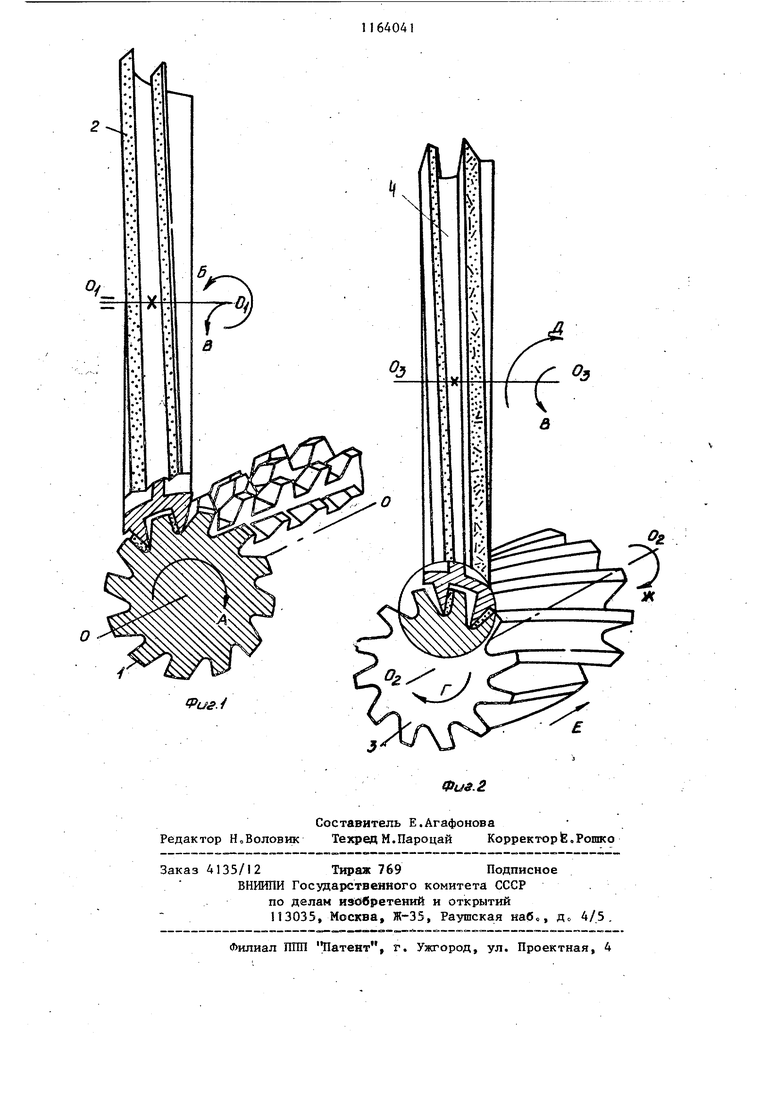
Изоб1 етенир относится к металлообработке, преимущественно, к затач ваиню многолезвийных инструментов, например, червячных, концеэых, цилиндрических и фасонных фрез, отрез ных пил и т.п. Известен способ заточки многолез ви(йного инструмента абразивным инст рументом, которому сообщают движени резания вокруг своей оси, скрещиваю щейся с осью затачиваемого многолез вийного инструмента РЗ . Однако известный способ характер зуется невозможностью обеспечения непрерьгеной подачи на глубину и постоянством усилия резания. Кроме того, способ не позволяет затачивать косозубые инструменты бе дополнительных наладок. Цель изобретения - повышение качества и производительности, а такж расширение технологических возможно тей путем заточки косозубых инструментов , Поставленная цель достигается тем, что согласно способу заточки многолезвийного инструмента абразив ным инструментом, которому сообщают движение резания вокруг своей оси, скрещивающейся с осью затачиваемого многолезвийного инструмента, абразивный инструмент выполняют в виде торроидного червяка, при этом затачиваемому многолезвийному инструмен ту сообщают вращение вокруг своей оси, согласованное с вращением абразивного инструмента, а одному из инструментов дополнительно задают доворот в направлении сближения контактирующих поверхностей инструментов. Кроме того, одному из инструментов сообщают дополнительное поступа тельное перемещение и согласованный с ним поворот вокруг своей оси. На фиг.1 изображена схема заточки червячной фрезы; на фиг.2 - схема заточки косозубых инструментов. Заточку многолезвийного инструменту 1 производят абразивным инструментом 2, выполненным в виде торроидного червяка. Затачиваемому многолезвийному инструменту 1 задают вращение вокруг оси 00 в направлении стрелки Д , согласованное с врар1ением абразивного инструмента вокруг оси О )0, скрещивающейся с осью затачиваемого многолезвийного инструмента, в направлении стрелки Б, одному из инструментов (например абразивному инструменту) дополнительно задают доворот в направлении сближения контактирующих поверхностей инструментов в направлении стрелки Б. При заточке косозубого многолезвийного инструмента 3, установленного с возможностью вращения вокруг,оси 020 в направлении стрелки Г, абразивным инстру1}1ентом 4, выполненным в виде торроидного червяка и разметенным с возможностью вращения вокруг оси , согласованного с вращением косозубого многолезвийного инструме та, в направлении стрелки Д , одному из инструментов (например, косозу бому многолезвийному инструменту) сообщают дополнительное поступательное перемещение в направлении стрелки Е и согласованный с ним поворот вокруг своей оси в направлении стрелки , Предложенный способ заточки многолезвийного инструмента абразивным инструментом можно использовать в массовом и крупносерийном производстве.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ заточки многолезвийных инструментов | 1980 |
|
SU984819A1 |
| Полуавтомат для заточки мелкомодульного многолезвийного инструмента | 1968 |
|
SU301030A1 |
| Устройство для заточки многолезвийного инструмента | 1981 |
|
SU1054024A1 |
| Станок для заточки многолезвийного режущего инструмента | 1989 |
|
SU1682129A1 |
| Станок для заточки концевого цилиндрического инструмента | 1989 |
|
SU1685688A1 |
| Полуавтомат для заточки многолезвийного инструмента с прямыми и винтовыми стружечными канавками | 1968 |
|
SU300047A1 |
| Способ обработки отверстий мерным многолезвийным инструментом | 1987 |
|
SU1710213A1 |
| Способ заточки многолезвийного режущего инструмента с винтовым или наклонным зубом | 1958 |
|
SU123049A1 |
| Способ заточки по задней поверхности винтовых зубьев фасонного инструмента | 1979 |
|
SU768604A1 |
| Способ фрезерования врезных зубьев колеса | 1990 |
|
SU1819195A3 |
1, СПОСОБ ЗАТОЧКИ МНОГОЖЗВИЙНОГО ИНСТРУМЕНТА АБРАЗИВНЫМ ИНСТРУМЕНТОМ, которому сообщают движение резания вокруг своей оси, скрещивающейся с осью затачиваемого многолезвийного инструмента, о т л и чающийся тем, ч то, с целью . повьшения качества и производительности, абразивный инструмент вьтолняют в виде торроидного червяка, при этом затачиваемому многолезвийному инструменту сообщают вращение вокруг своей оси, согласованное с вращением абразивного инструмента, а одному из инструментов дополнительно задают доворот в направлении сближения контактирующих поверхностей инструментов , 2. Способ по п.1, отличаю- щ и и с я тем, что, с целью расширения технологических возможностей путем заточки косозубых инстрзгментов, одному из инструментов сообщают дополнительное поступательное перемещение и согласованный с ним поворот ч ko вокруг своей оси.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Заточные автоматы и полуавтоматы, К | |||
| , Машино с т роение, 1978, с | |||
| Водяные лыжи | 1919 |
|
SU181A1 |
