В известных отрезных резцах вспомогательный угол в плане и вспомогательный задний угол образованы прямыми линиями. Эти углы не превышают 2, так как при их увеличении значительно ослабляется резец. Пр;и таких малых углах, в результате неточностей в процессе установки и изготовления резцов, происходит затирание боковых поверхностей, и резцы работают неудовлетворительно.
Описываемый способ заточки отрезного резца позволяет увеличить взпокогательный угол в плане и вспомогательный задний угол без ослабления тела резца.
С этой целью боковым граням резца у вершины придают форму цилиндрических поверхностей, образуемых периферией шлифовального круга, ось которого наклонена и смен1.ена относительно вершины резца.
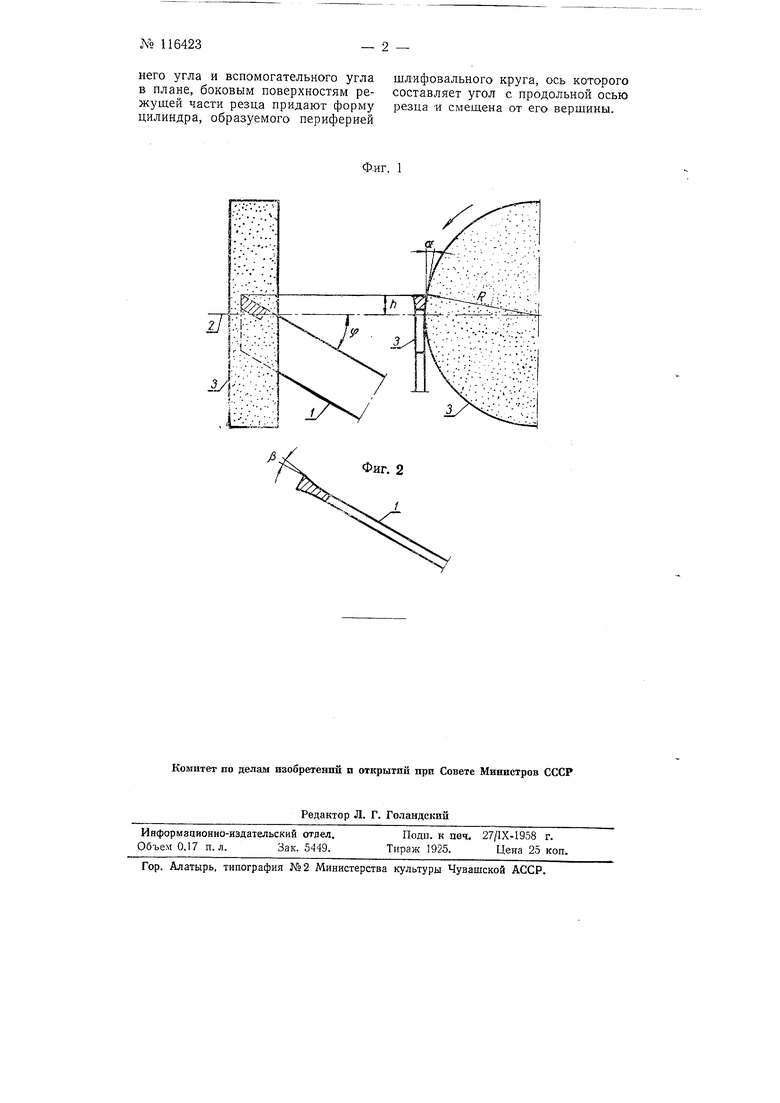
Для пояснения осуществления описываемого способа на фиг. 1 изображена схема взаимного расположения отрезного резца и шлифовального круга, на фиг. 2-вид отрезного резца с вспомогательным углом Б плане.
Отрезной резец / устанавливается под некоторым углом - относительно сои 2 шлифозального круга 3. Заточка производится периферийной иоверхностью круга 3 с радиусом R. Ось круга 3 наклонена и смещена относительно вершины резца на величину h.
При заточке боковые грани резца у его вершины получают цилиндрическую поверхность, а вспомогательный задний угол а и вспомогательный угол в плане имеют максимальные значения v вepпlи rы резца.
Величина этих углов зависит от величины радиуса R шлифовального круга, величины h смещения и угла Ф наклона, причем оптимальные значения углов а и и получают без ослабления тела отрезного резца.
Предмет изобретения
Способ заточки отрезного резца с цилиндрической формой бековых поверхностей, отличающийся тем, что, с целью получения, без ослабления тела резца, оптимальных значений вспомогательного заднего угла и вспомогательного угла в плане, боковым поверхностям режущей части резца придают форму цилиндра, образуемого периферией
шлифовального круга, ось которого составляет угол с продольной осью резца И смещена от его вершины.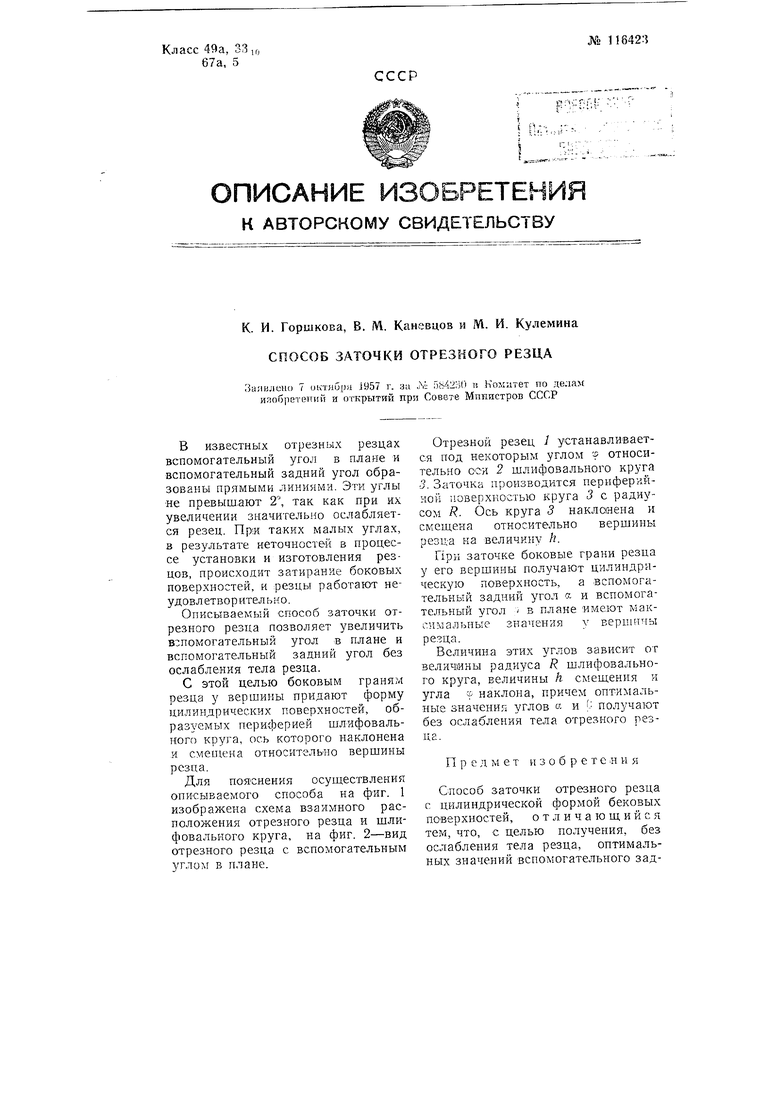
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ заточки зубьев режущего инструмента | 1982 |
|
SU1161343A1 |
| ПРИСПОСОБЛЕНИЕ для ЗАТОЧКИ ГРАНЕЙ И РАДИУСА ПРИ ВЕРШИНЕ РЕЗЦА | 1968 |
|
SU221526A1 |
| Станок для заточки резцов | 1980 |
|
SU1085769A1 |
| Способ заточки задних поверхностей и радиуса при вершине прорезных резцов | 1987 |
|
SU1468721A1 |
| Проходной токарный твердосплавный резец | 1959 |
|
SU127544A1 |
| СТАНОК ДЛЯ ЗАТОЧКИ | 1973 |
|
SU361860A1 |
| РЕЗЕЦ ДЛЯ СТАНОЧНОЙ ОБРАБОТКИ | 1999 |
|
RU2179094C2 |
| Способ точения внутренних поверхностей | 1961 |
|
SU149287A1 |
| Устройство для заточки резцов | 1932 |
|
SU45178A1 |
| СТАНОК С ДВУМЯ ЧАШЕЧНЫМИ ШЛИФОВАЛЬНЫМИ КРУГАМИ РАЗНЫХ ХАРАКТЕРИСТИК ДЛЯ ЗАТОЧКИ РЕЗЦОВ С ПЛАСТИНКОЮ ТВЕРДОГО СПЛАВА | 1941 |
|
SU64655A1 |