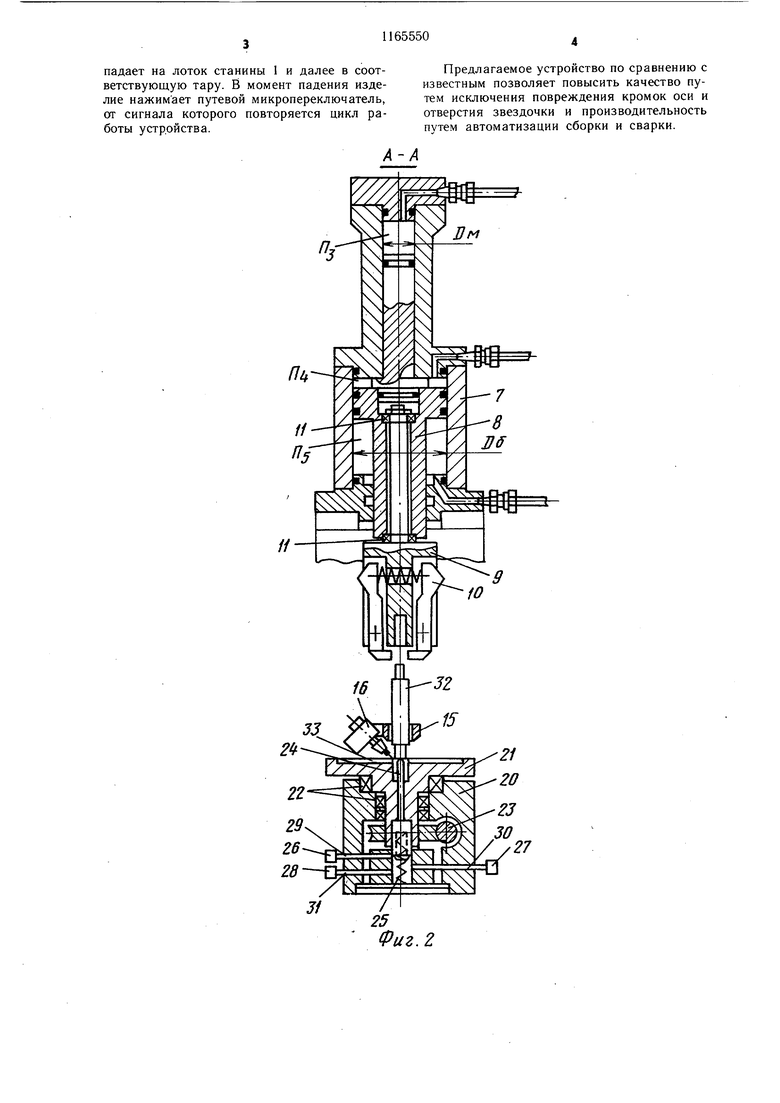
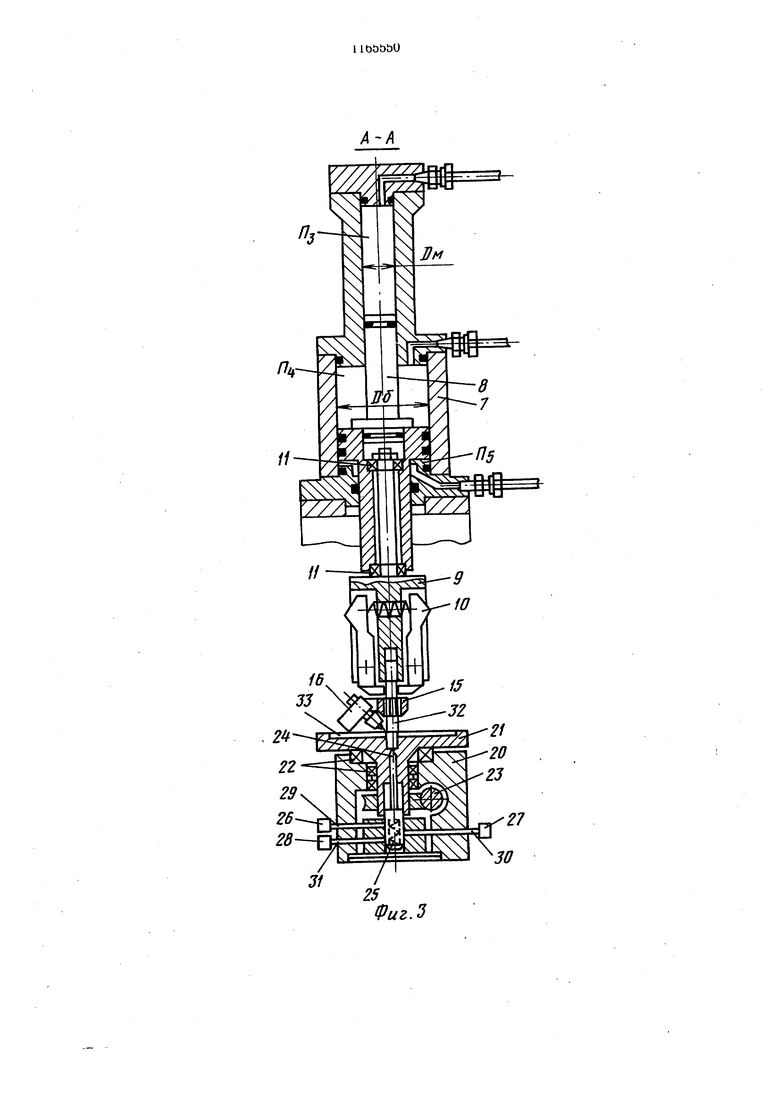
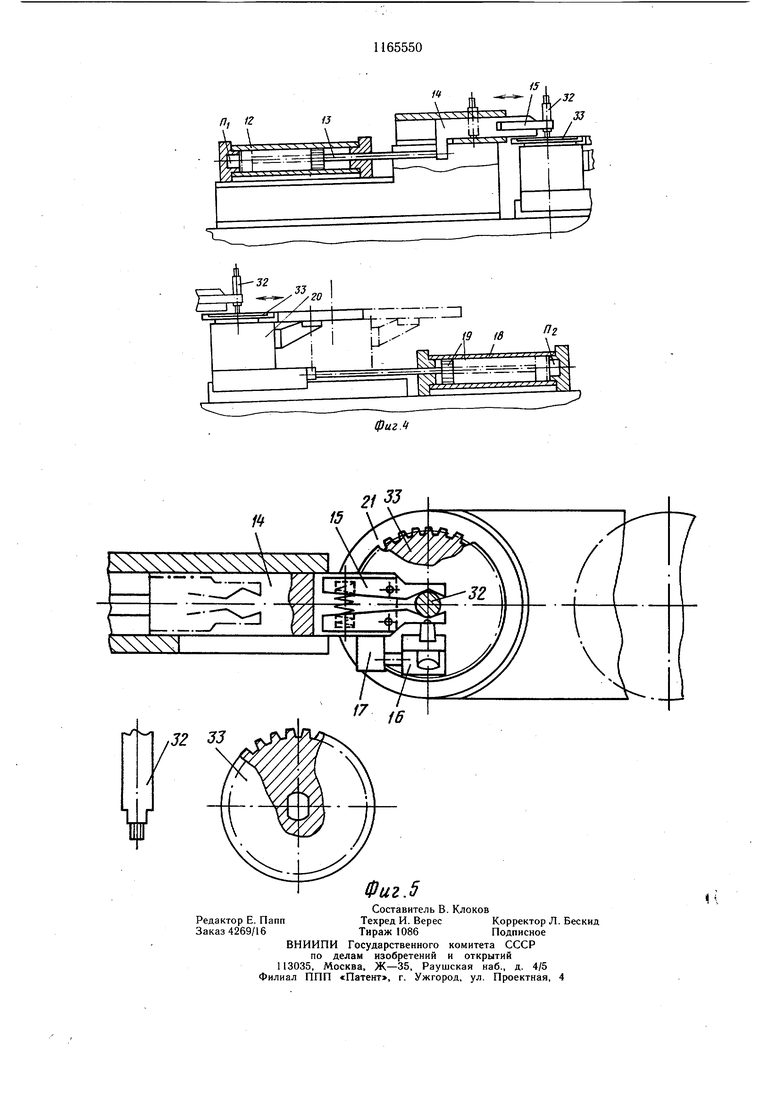
Изобретение относится к автоматической сборке и сварке деталей типа вал- втулка с посадочными местами некруглого поперечного сечения. Цель изобретения - повышение качества и повышение производительности. Поставленная цель достигается благодаря исключению повреждения кромок оси и отверстия звездочки при их сборке и автоматизации сборки и сварки. На фиг. 1 изображено устройство, общий вид; на фиг. 2 - разрез А-А на фиг. 1, двухступенчатый поршень пневмоцилиндпоршеньра находится в верхнем исходном положении; на фиг. 3 - то же, двухступенчатый поршень находится в нижнем конечном положении; на фиг. 4 - механизм подачи осей (вверху) и механизм подачи звездочек (внизу); на фиг. 5 - вращающийся стол со звездочкой и схват с осью, вид в плане, а также посадочный конец оси и посадочное отверстие в звездочке. Устройство содержит станину 1, на которой установлены механизм 2 подпрессовки свариваемых деталей (оси и звездочки), механизм 3 подачи осей, механизм 4 подачи звездочек, магазин 5 осей, магазин 6 звездочек. Механизм 2 подпрессовки свариваемых деталей выполнен в виде пневмоцилиндра 7 с поршнем 8, в нижней части которого установлен центратор 9 со схватом 10, врашаюшийся в подшипниках 11. На основании экспериментальных данных отношение К диаметров ступеней поршня пневмоцилиндра выбрано , где DiJ- - диаметр большей ступени поршня, DM - диаметр меньшей ступени поршня (фиг. 2 и 3). Установлено, что для ввода оси в отверстие звездочки без повреждений необходимо усилие 8-10 кгс. После ввода усилие запрессовки должно составить около 400 кго. При диаметре поршней D 160 мм и 20 мм обеспечиваются необходимые усилия для ввода оси в отверстие звездочки без повреждения деталей и дальнейшая запрессовка с обеспечением нужного посадочного соединения. Механизм 3 подачи осей выполнен в виде пневмоцилиндра 12 с поршнем 13, пиноли 14, схвата 15, сварочной горелки 16, установленной на схвате 15 при помощи кронштейна 17. Механизм 4 подачи звездочек выполнен в виде пневмоцилиндра 18 с поршнем 19 и стола 20. Стол 20 содержит планшайбу 21, вращающуюся в подшипниках 22 качения, червячную передачу 23, толкатель 24 с прумикропереключатели 26-28 жиной 25, включаемые соответствующими стержнями 29-31. Деталь состоит из оси 32 и звездочки 33. Устройство работает следующим образом В начале работы двухступечатый поршень 8 пневмоцилиндра 7 находится в верхнем исходном положении. Поршни 13 и 19 пневмоцилиндров 12 и 18 и связанные с ними пиноль 14 и вращаюш,ийся стол 20 находится в исходном положении. В этом положении происходит западание из магазина 5 оси 32 в схват 15 и звездочки 33 из магазина 6 в ложемент стола 20. При нажатии, соответствующей кнопки на пульте управления (не показан) воздух под давлением подается в полости П. и П пневмоцилиндров 12 и 18. Пиноль 14 с осью 32 и стол 20 со звездочкой 33 одновременно перемещаются до совмещения оси 32 с отверстием звездочки 33. От срабатывания соответствующих конечных выключателей (не показаны) воздух под давлением подается в полость П пневмоцилиндра 7. Двухступенчатый порщень 8 перемещается вниз; при этом центратор 9 со схватом 10 надевается на ось 32 и поджимает торец последней к звездочке 33. Под действием торца оси 32 толкатель утапливается, сжимая пружину 25, и,воздействуя своим торцом на стержень 29, включает микропереключатель 26. Планшайба 21 стола 20 начинает вращаться вместе со звездочкой 33 и совмещает отверстие звездочки с торцом оси 32. Так как последняя поджата к торцу звездочки, то происходит западание оси в паз звездочки. Толкатель 24 вновь перемещается вниз и, воздействуя своим торцом на стержень 30, включает микропереключатель 27. подающий сигнал на подачу воздуха под давлением в полость П4 пневмоцилиндра 7. Происходит запрессовка оси 32. Толкатель 24, перемещаясь ниже, воздействут на стержень 31, который включает микропереключатель 28, а тот, в свою очередь, включает сварочную горелку и реле времени. Производится сварка оси со звездочкой. По окончании полного оборота планшайбы 21 реле времени выключает сварочную горелку и дает команду на отвод пиноли 14 со схватом 15 и сварочной горелкой 16. В конце отвода происходит западание очередной оси в схват 15, и нажимается конечный выключатель (не показан), дающий команду на подачу сжатого роздуха в полость П пневмоцилиндра -7 (фиг. 3). Двухступенчатый порщень 8 перемещается вверх вместе со сваренным изделием, удерживаемый схватом 10. Толкатель 24, перемещаясь вверх под действием пружины 25, выключает последовательно микропереключатели 28, 27 и 26, после чего дается команда на отвод стола 20 в заднее положение. В конечном верхнем положении двухступенчатого поршня 8 механическиразжимается схват 10, освобождая сваренное изделие, которое
падает на лоток станины 1 и далее в соответствующую тару. В момент падения изделие нажимает путевой микропереключатель, от сигнала которого повторяется цикл работы устройства.
Предлагаемое устройство по сравнению с известным позволяет повысить качество путем исключения повреждения кромок оси и отверстия звездочки и производительность путем автоматизации сборки и сварки.
П.
П
11
Фиг.З
32
33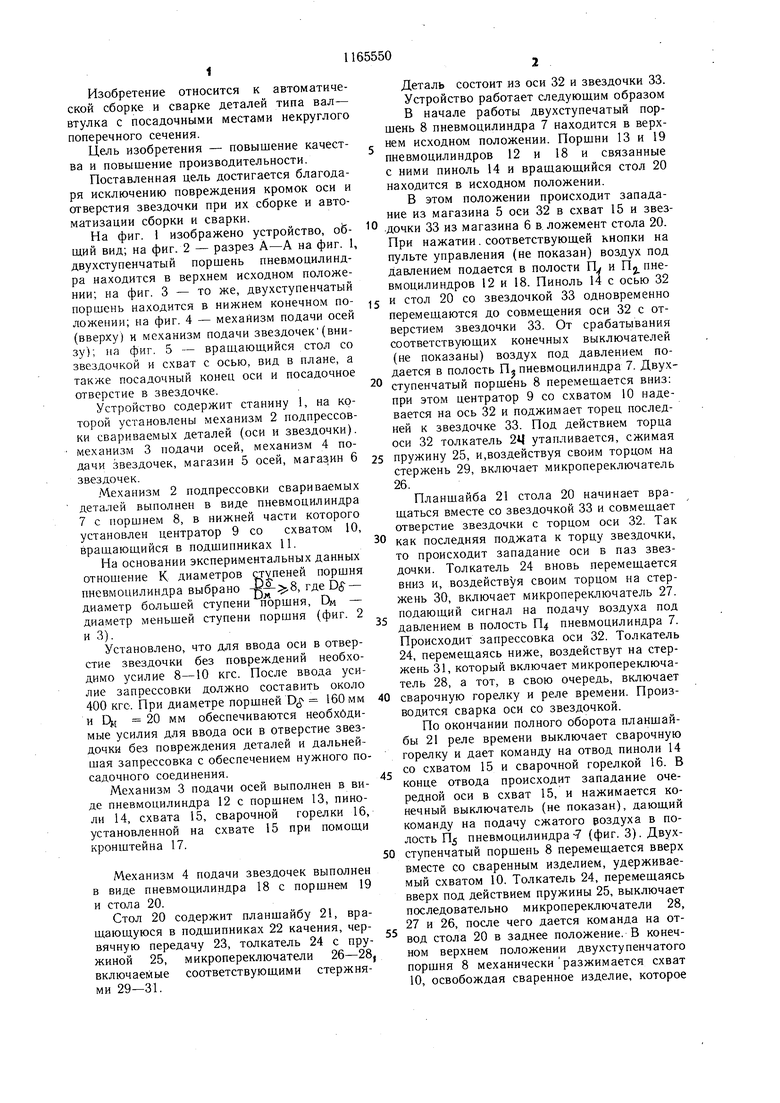
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для дуговой сварки | 1982 |
|
SU1018830A1 |
| Устройство для автоматической сварки патрубков с обечайкой | 1983 |
|
SU1108000A1 |
| Устройство для дуговой сварки | 1983 |
|
SU1098734A1 |
| Способ получения сварных соединений | 1984 |
|
SU1191236A1 |
| Манипулятор | 1988 |
|
SU1569222A1 |
| Автоматизированная линия для сборки и сварки коробчатых изделий | 1987 |
|
SU1581543A1 |
| Способ изготовления сварных соединений | 1984 |
|
SU1220913A1 |
| Способ получения сварных соединений | 1982 |
|
SU1052357A1 |
| Внутреннее формирующее устройство для сварки кольцевых швов | 1989 |
|
SU1660919A1 |
| Способ получения сварных соединений | 1986 |
|
SU1349933A2 |
1. УСТРОЙСТВО ДЛЯ СБОРКИ И СВАРКИ преимущественно оси со звездочкой, содержащее размещенный на станине с возможностью вращения стол с ложементом для звездочки и с установленным внутри него толкателем, механизм подачи свариваемых деталей, сварочную горелку и систему управления, отличающееся тем, что, с целью повыщения качества сборки и сварки путем исключения повреждения кромок оси и отверстия звездочки, устройство снабжено механизмом подпрессовки, выполненным в виде пневмоцилиндра с двухступенчатым порщнем, на выходном конце которого установлен с возможностью вращения центратор со схватом для оси, при этом K$i8, где К - отнощение диаметра больщей ступени порщня пневмоцилиндра к диаметру меньшей ступени порщня. 2. Устройство по п. 1, отличающееся тем, что, с целью повыщения его производительности путем автоматизации сборки и сварки, система управления снабжена установленными в столе с возможностью последовательного взаимодействия с толкателем микропереключателем для включения вращения стола, микропереключателем для включения подачи воздуха в полость цилиндра с больщей ступенью порщня и микро(П переключателем для включения сварочной горелки, а сварочная горелка смонтирована на схвате для оси. о:) СП сд О о
| 0 |
|
SU402446A1 | |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
