1
Изобретение относится к сварке, кожет бь;ть использовано в различных отраслях народного хозяйства при призводстве изделий из материалов с высокой удельной прочностью- с повышенными требованиями к надежности сварных соединений и точности изготовления и является усочершенствова нием изобретения по авт.св.№ 105235
Цель изобретения устранение деформаций после правки сварных конструкций из А1-сплавов, вызванных процессом прокатки.
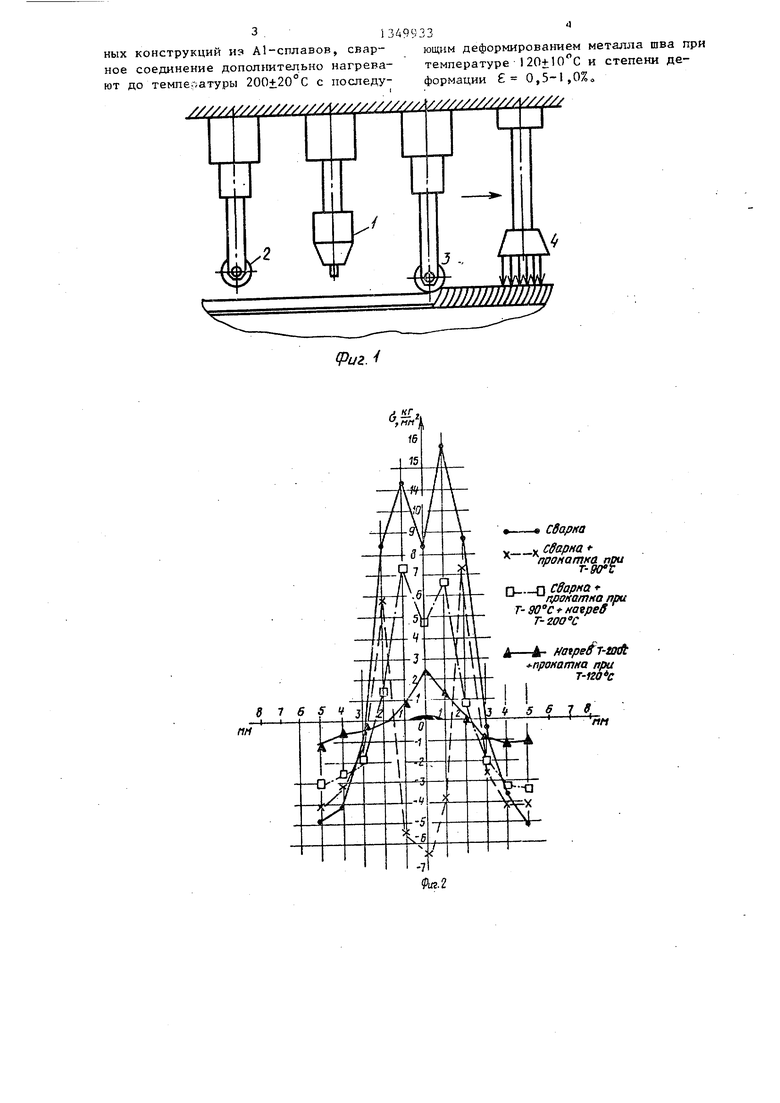
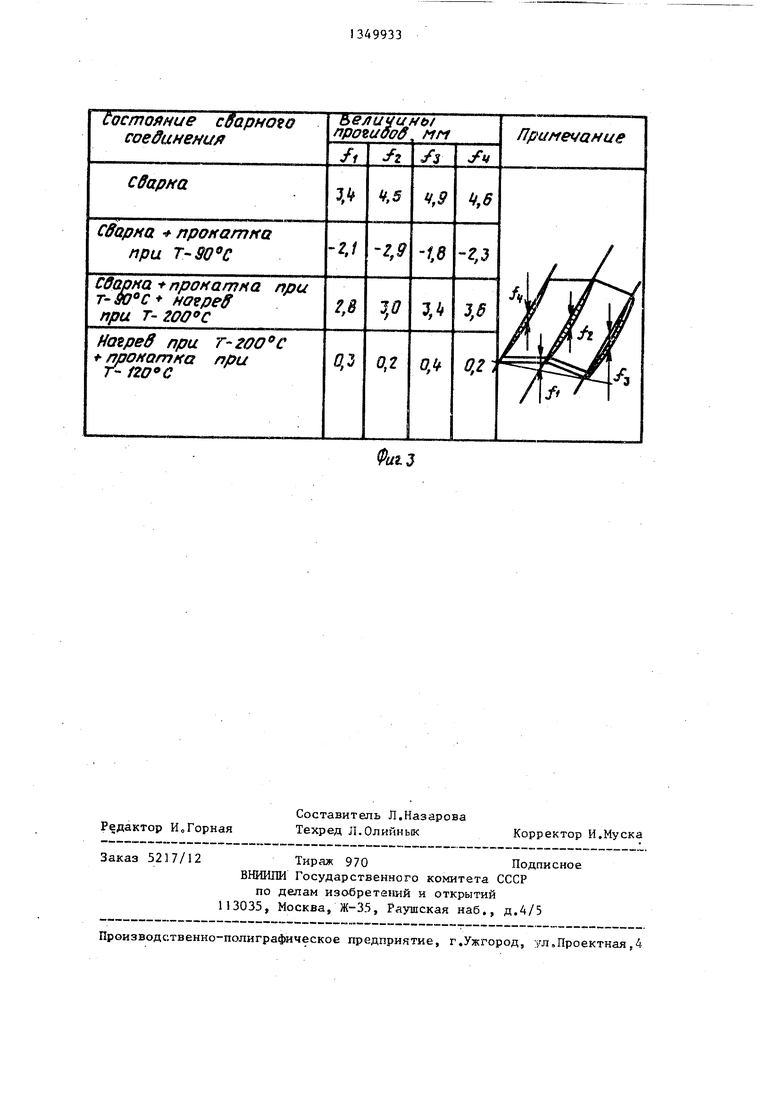
На фиго 1 показана схема осуществления способа сварки и деформировния сварного соединения; на фиг,2 распределение остаточных сварочных напряжений; на фиГсЗ - величины деформации коробления
Способ осуществляют следующим образом с
Перед сваркой в зависимости от температурных условий устанавливают прокатываюпще устройства относительно сварочной горелки 1 на соответствующее расстояние (фиг) так, чтоб в зоне контакта переднего прокатыващего ролика 2 была температура 50+ а. и зоне контакта заднего ролика 3 - температура 90+30°С, После этого включают устройство для обеспчения статического усилия с таким расчетом, что при прокатке роликом cтыкye ь;x кромок первый цилиндр обепечивает своим статическим давлени степень деформации -2% основкого металла, а .второй цилиндр при прокаке роликск 3 создает деформацию ме- га,пла шва в пределах 4--7%. Затем возбуждают .сварочную дугу, приводят в движение привод перемещения свароного и деформирующего устройства и начинают поДачу сварочной проволоки Ерн этом ролик 2 осуществляет деформирование стыкуегФ1Х кромок, а ролг к 3, обкатываясь по поверхности металла шва5 деформирование усиления шва при указанных степенях деформациие При деформировании металла пиза при вследствие неровностей шва имеют гл1учаи возрастания усиления« Повышение усиления при пластическом дефорг Шровании вызывает ув(г- личение степеш- деформации больше оптимального, установленного для данного режима прокатки, вызывая перекат ; при котором возникает деформация, o6paT5aie сварочным. Это обна
5
Ш
15
0
25
9933
30
35
40
50
2
руживается после снятия сварной конструкции со стапеля,
Исправлен1-1е переката. Сварную конструкцию после обмера прогибов возврап ают на стапель и фиксируют. После этого устана зливают прокатывающий ролик 3 на соответствующее расстояние от дополргительного источника нагрева так,, что в зоне контакта ролика 3 с металлом температура 120+ ilО С. Затем обеспечивают режим нагрева T 220i20 С нагревательным устройством. Включают устройство для обеспечения остаточного усилия так, что ролик создает деформацию металла в пределах 0,5-1,0%, При этом нагревательное устройство 4, например индуктор, осуществляет нагрев зоны сварного соединения, а ролик 3 - деформирует усиление металла щва Такое деформирование позволяет устранить перекат и снизить уровень остаточных, напряжений.
Пример, После сварки с прокаткой известным сгЕособом изделия из сплава толщиной 4 мм (сварочный ток 240 А, скорость сварки 15 м/ч) обнаружен перекат, т,е, отрицательный прогиб ,8-l,,5 ы:л относительно традиционного.прогиба после сварки. После этого изделие возвращают на сварочный стапетгь, устанавливают на подкладную линейку и фиксируют. Затем устанавливают прокатъшающий ролик относительно нагревательного устройства на расстоянии мм, что соответствует 130+10°С. С учетом степени деформа1ции в пределах 0,5-0,8% при диаметре ролика 90 мм усилие на ролике должно быть не более 800 кгс. Таким образом, нагревательное устройство осуществляет нагрев зоны сварного соединения до .200+30 С, а ролик деформирует металл шва при заданной температуре.
Внедрение пре/шагаемого спососа при изготовлении изделий из А1-сплава позволяет исправить деформации, обратные сварочным, ис1слючить брак производства, уменьшить трудоемкость .при сборке.
|р о р м у л а изобретения
Способ получения сварных соединений по автосв, S 1052357, о т л и - ч а ю щ и и с я тем, что, с целью устранения деформаняй от правки сварных конструкций из А1-сплавов, сварное соединение дополнительно нагревают до температуры 200+20°С с последу549933
ющнм деформированием металла шва при температуре )20+1О С и степени деформации 0,5-1,0%,
fpu2.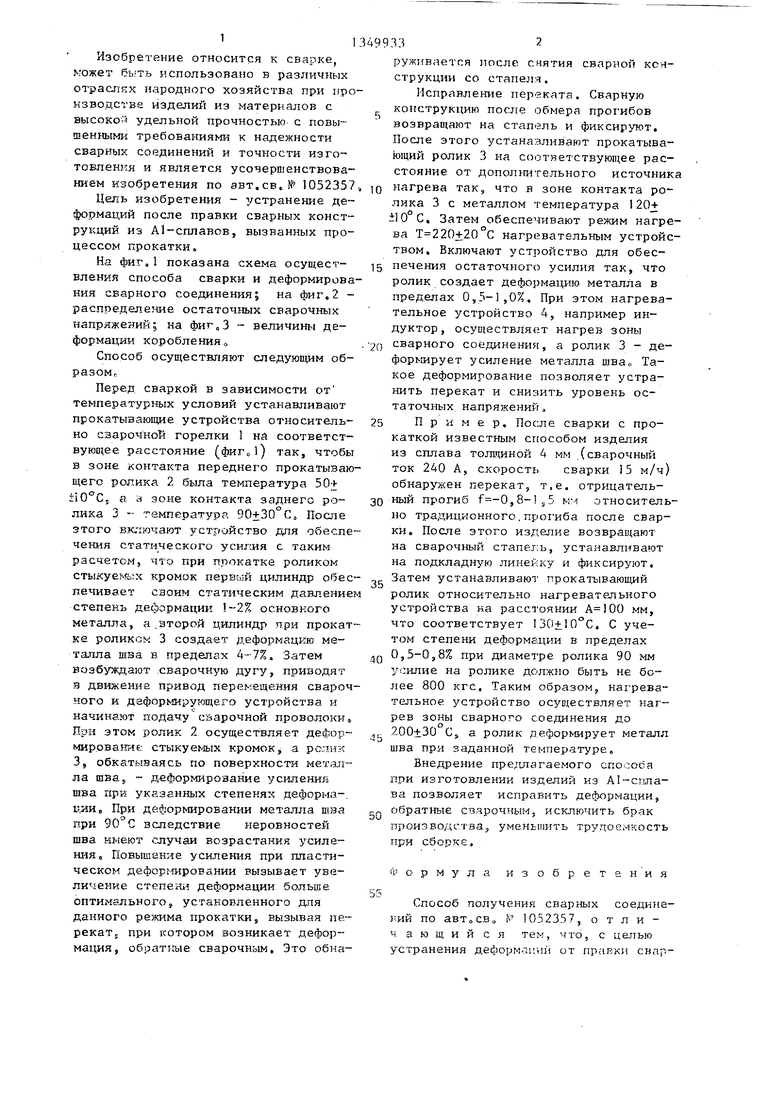
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения сварных соединений | 1982 |
|
SU1052357A1 |
| Способ изготовления сварных соединений | 1984 |
|
SU1220913A1 |
| Способ получения сварных соединений | 1984 |
|
SU1191236A1 |
| Способ изготовления сварных соединений | 1989 |
|
SU1682100A1 |
| Способ изготовления сварных соединений | 1986 |
|
SU1389968A1 |
| Способ изготовления сварных соединений | 1985 |
|
SU1320038A1 |
| Способ изготовления сварных соединений | 1979 |
|
SU789258A1 |
| Устройство для дуговой сварки | 1979 |
|
SU880680A1 |
| Устройство для дуговой сварки | 1982 |
|
SU1018830A1 |
| Способ изготовления сварных соединений | 1989 |
|
SU1680472A1 |
Изобретение относится к области сварки и может быть использовано в различных отраслях народного хозяйства при производстве изделий из А -сплавов с повьшенными требованиями к точности конструкций. Целью, изобретения является устранение деформаций от правки сварных конструкций из А1-сплавов. Указанная цель достигается .тем, что после обнаружения переката зону металла шва дополнительно нагревают до температуры 200+20 С с последующим деформированием метал- л ла шва при температуре 120±10 с и степени деформации 6 0,5-1,0%, В период нагрева в зоне пластических деформаций происходит укорочение волокон. При последующем деформировании на стадии остывания волокна удлиняются, происходят компенсация деформаций и снижение уровня остаточных напряжений, 3 ил. i (Л с 4 Х СО 00 од 14:
--в Сварка
VX cffapna
пронатха при
п-п Сварна f
nflOHamno при. Т-ЭО С ffatoeS т-гоо с
пронатна при
f Т ,
пм
Редактор И„Горная
Составитель Л.Назарова Техред Л.Олийнык
Заказ 5217/12
Тираж 970Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб,, д.4/5
Производственно-полиграфическое предприятие, г.Ужгород, ул,Проектная84
Корректор И.Myска
| Способ получения сварных соединений | 1982 |
|
SU1052357A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
