(54) СПОСОБ ПОЛУЧЕНИЯ ТАВРОВ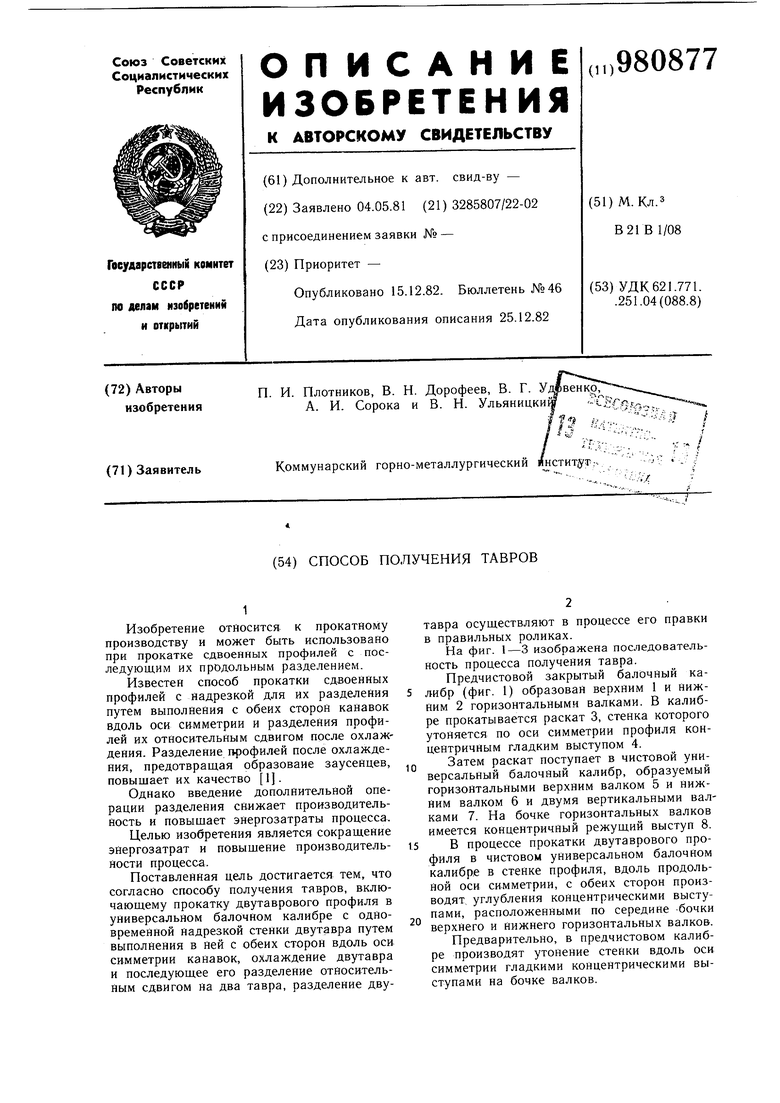
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления двутавров | 1982 |
|
SU1045961A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФАСОННОЙ ЗАГОТОВКИ ФОРМЫ "СОБАЧЬЯ КОСТЬ" ИЗ НЕПРЕРЫВНО ЛИТОГО СЛЯБА | 2018 |
|
RU2677808C1 |
| Способ прокатки двутавровых профилей | 1981 |
|
SU1002055A1 |
| Способ изготовления горячекатаного двутавра из фасонной заготовки | 2020 |
|
RU2758605C1 |
| СПОСОБ ПРОКАТКИ ДВУТАВРОВ | 2009 |
|
RU2403996C1 |
| Способ прокатки двутавровыхбАлОК | 1979 |
|
SU816583A1 |
| Способ прокатки двутавров с волнистой стенкой | 1989 |
|
SU1676691A1 |
| Сварной @ -образный шпунт | 1982 |
|
SU1090802A1 |
| Способ продольного разделения составных прокатных профилей | 1983 |
|
SU1166857A1 |
| СПОСОБ ПРОИЗВОДСТВА ДВУТАВРОВОЙ БАЛКИ И ЛИТЕЙНО-ПРОКАТНЫЙ КОМПЛЕКС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2016 |
|
RU2620212C1 |
1
Изобретение относится к прокатному производству и может быть использовано при прокатке сдвоенных профилей с последующим их продольным разделением.
Известен способ прокатки сдвоенных профилей с надрезкой для их разделения путем выполнения с обеих сторон кайавок вдоль оси симметрии и разделения профилей их относи тельным сдвигом после охлаждения. Разделение профилей после охлаждения, предотвращая образоваие заусенцев, повышает их качество 1.
Однако введение дополнительной операции разделения снижает производительность и повыщает энергозатраты процесса.
Целью изобретения является сокращение энергозатрат и повышение производительности процесса.
Поставленная цель достигается тем, что согласно способу получения тавров, включающему прокатку двутаврового профиля в универсальном балочном калибре с одновременной надрезкой стенки двутавра путем выполнения в ней с обеих сторон вдоль осн симметрии канавок, охлаждение двутавра и последующее его разделение относительным сдвигом на два тавра, разделение двутавра осуществляют в процессе его правки в правильных роликах.
На фиг. 1-3 изображена последовательность процесса получения тавра.
Предчистовой закрытый балочный калибр (фиг. 1) образован верхним 1 и нижним 2 горизонтальными валками. В калибре прокатывается раскат 3, стенка которого утоняется по оси симметрии профиля концентричным гладким выступом 4.
Затем раскат поступает в чистовой уни10версальный балочный калибр, образуемый горизонтальными верхним валком 5 и нижним валком 6 и двумя вертикальными валками 7. На бочке горизонтальных валков имеется концентричный режущий выступ 8.
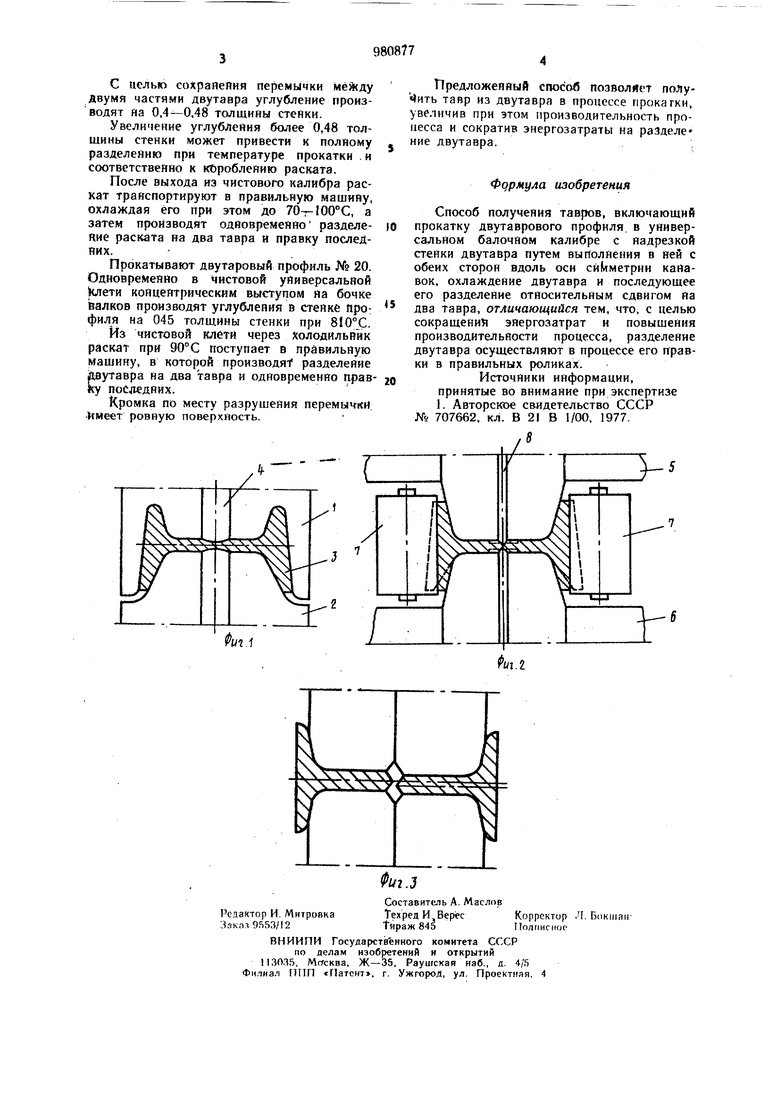
В процессе прокатки двутаврового про15филя в чистовом универсальном балочном калибре в стенке профиля, вдоль продольной оси симметрии, с обеих сторон производят углубления концентрическими выступами, расположенными по середине -бочки верхнего и нижнего горизонтальных валков.
Предварительно, в предчистовом калибре производят утонение стенки вдоль оси симметрии гладкими концентрическими выступами на бочке валков.
С целью сохрайейия перемычки двумя частями двутавра углубление производят па 0,4-0.48 толщины стенки.
Увеличение углубления более 0,48 толшины стенки может привести к полному разделению при температуре прокатки , и соответственно к кСроблению раската.
После выхода из чистового калибра раскат транспортируют в правильную машину, охлаждая его при этом до 70-7-ШО С, а затем производят одновременно разделеЯие раската на два тавра и правку последних.
Прокатывают двутаровый профиль JVs 20. Одновременно в чистовой уйиверсальной ioieTH концентрическим выступом на бочке валков производят углубления в стенке прО: филя на 045 толщины стенки при 8fO°C.
Из чистовой клети через холодильник раскат при 90°С поступает в правильную машину, в которой пpoизвoдяY разделение двутавра на два тавра и одновременно правку последних.
Кромка по месту разрушения перемычки Имеет ровную поверхность.
Предложенный способ позволяет полуМить тавр из двутавра в процессе прокагки, увеличив при этом производительность процесса и сократив энергозатраты на разделение двутавра.
Формула изобретения
Способ получения тавров, включающий прокатку двутаврового профиля, в универсальном балочйом калибре с надрезкой стенки двутавра путем выполнения в ней с обеих сторон вдоль оси симметрии канавок, охлаждение двутавра и последующее его разделение относительным сдвигом на два тавра, отличающийся тем, что, с целью сокращений энергозатрат и повышения производительности процесса, разделение двутавра осуществляют в процессе его правки в правильных роликах.
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 707662, кл. В 21 В 1/00, 1977.
/в
2
