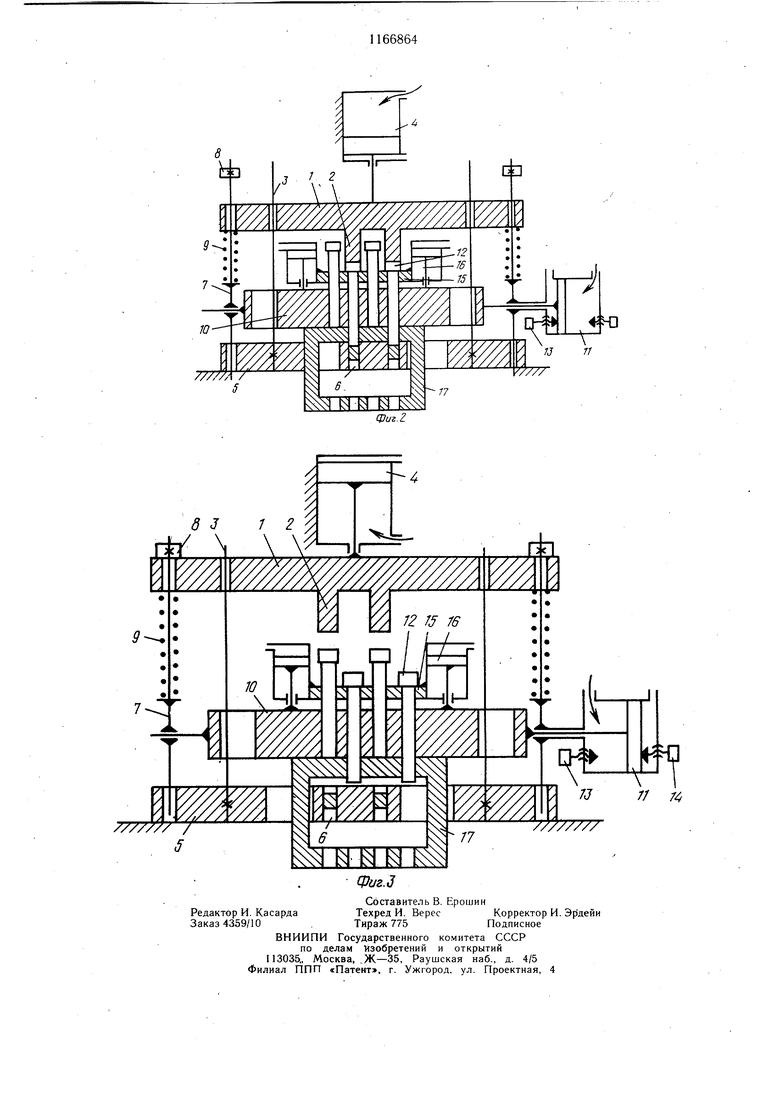
Изобретение относится к обработке металлов давлением, в частности к перфорации деталей из листового материала типа интегральных схем с получением в них группы отверстий с перемычками преимущественно, меньше трети диаметра отверстия. Цель изобретения - повышение точности формы и размеров получаемых отверстий. На фиг. 1 показано устройство, исходное положение; на фиг. 2 - устройство и обрабатываемая заготовка после первого перехода; на фиг. 3 - то же, в процессе перемещения после первого перехода. Способ пробивки группы отверстий заключается в том, что в заготовке 1 на первом переходе пуансоном или пуансонами 2, взаимодействующими с матрицей 3, пробивают одно или несколько отверстий с шагом, кратным шагу между отверстиями в готовом изделии, после чего пуансон или пуансоны 2, оставляют в пробитых отверстиях, прилагая при их помощи радиальные усилия на поверхности пробитых отверстий. Заготовку 1 вместе с этими отверстиями перемещают на шаг, равный шагу между отверстиями в готовом изделии, и другой группой пуансонов 2 пробивают отверстия, смежные с ранее полученными. После пробивки всех отверстий из них извлекают пуансоны 2. Устройство для пробивки группы отверстий в соответствии с предлагаемым способом кроме указанных пуансонов 2, образующих ряд, и матрицы 3 содержит пуансонодержатель, состоящий из плит 4 и 5, связанных между собой при помощи цилиндров 6, жестко соединенных с плитой 4, и штоков 7, соединенны) с плитой 5. Устройство содержит также толкатели 8, установленные на траверсе 9 с шагом, кратным шагу между отверстиями в готовом изделии, рабочий цилиндр 10, служащий для перемещения толкателей 8 и связанный штоком с траверсой 9. Траверса 9 связана с матрицей 3 направляющими колонками 11, а с плитой 5. пуансонодержателя - штангами 12, проходящими через отверстия в траверсе 9 и матрице 3 и прижимаемыми к плите 5 упругими элементами 13. Пуансонодержатель установлен с возможностью перемещения вдоль ряда пуансонов 2 и снабжен приводом леремеш,ения, в частности цилиндром 14, на котором расположены упоры 15 и 16, служащие для ограничения перемещения пуансонодержателя и обеспечения соосного расположения пуансонов 2 и рабочих окон матрицы 3. Количество рабочих окон в матрице 3 равно количеству толкателей 8. Рабочие окна расположены соосно с толкателями 8. В плите 5 выполнены пазы, позволяющие плите 5 перемещаться вдоль ряда пуансонов 2. В матрице 3 также выполнены пазы, обеспечивающие перемещение заготовки 1. На штангах 12 размещены упоры 17, ограничивающие подъем траверсы 9. Устройство работает следующим образом. Заготовку 1 помещают на матрице 3 в положение упора в поверхность, ограничивающую один из пазов (левый на фиг. 1). В исходном положении поршень цилиндра 14 прижат к упору 15, плита 5 пуансонодер-. жателя занимает крайнее левое положение, оси несмежных пуансонов 2 совмещены с осями рабочих окон матрицы 3. Под действием цилиндра 10 траверса 9 с толкателями 8 начинает перемещаться по колонкам 11 вниз. Упругие элементы 13 передают усиЛИЯ на фланцы штанг 12 и перемещают их и плиту 5 пуансонодержателя, прижимающего заготовку 1 к зеркалу матрицы 3. Толкатели 8 при дальнейшем перемещении давят на головки несмежных пуансонов 2 и пробивают несмежные отверстия. Одновременно головки пуансонов 2 воздействуют на плиту ,4 пуансонодержателя и опускают ее (фиг. 2). Затем поршень цилиндра 10 идет вверх и возвращает траверсу 9 и толкатели 8 в исходное положение. Под воздействием траверсы 9 на упоры 17 возвращаются в исходное положение щтанги 12, сжимают упругие элементы 13 -и приподнимают плиту 5 пуансонодержателя. При этом заготовка 1 удерживается внедренными в ее отверстия пуансонами 2 и поднимается над зеркалом матрицы 3. Далее поршень цилиндра 14 перемещается до упора и смещает плиту 5 пуансонодержателя вместе с заготовкой 1 вправо (см. фиг.), до совмещения группы пуансонов 2, ранее не участвовавших в пробивке отверстий, до совмещения их осей с осями рабочих окон матрицы 3. После этого поршень цилиндра 10 снова идет вниз и производится пробивка отверстий, смежных с ранее полученными. Затем поршень цилиндра 10 идет вверх, возвращает траверсу 9, толкатели 8 и плиту 5 пуансонодержателя с заготовкой 1 в исходное положение. Цилиндры 6 возвращают в исходное положение плиту 4 пуансонодержателя и извлекают пуансоны 2 из отверстий в заготовке 1. Заготовка 1 отделяется от плиты 5 пуансонодержателя. Затем поршень цилиндра 14 плита 5 передвигается в исходное положение. Далее цикл повторяется. Использование предлагаемых способа и устройства позволяет повысить точность формы и размеров получаемых отверстий за счет создания радиального давления на поверхность отверстий, полученных на первом переходе, пуансонами, которыми пробиты эти отверстия, и сохранения этого давления теми же пуансонами при пробивке на втором переходе группы отверстий, смежных с ранее полученными.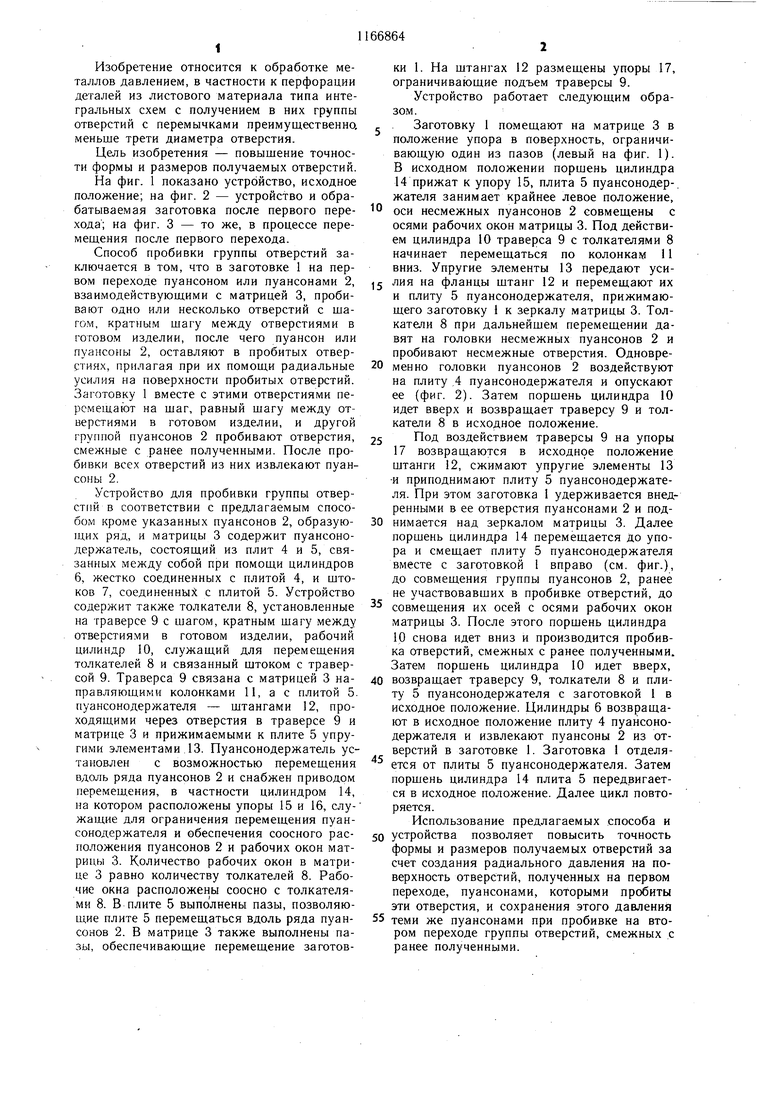
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для штамповки листового материала | 1990 |
|
SU1784360A1 |
| Штамп для пробивки отверстий в листовом материале | 1981 |
|
SU990374A1 |
| ШТАМП ДЛЯ ВЫРУБКИ И ПРОБИВКИ ОТВЕРСТИЙ (ВАРИАНТЫ) | 2008 |
|
RU2387513C2 |
| Устройство для пробивки радиальных отверстий | 1976 |
|
SU573228A1 |
| Штамп последовательного действия | 1974 |
|
SU479537A2 |
| ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ НАСАДОЧНЫХ ЭЛЕМЕНТОВ ТЕПЛОМАССООБМЕННЫХ АППАРАТОВ | 1995 |
|
RU2085320C1 |
| Устройство к ползунному прессу для пробивки пустотелого профиля | 1979 |
|
SU863087A1 |
| Штамп для пробивки и зачистки отверстий | 1982 |
|
SU1144747A1 |
| Штамп для пробивки щелевидных отверстий | 1976 |
|
SU648307A1 |
| Устройство для холодной штамповки сферических монтажных шайб | 2021 |
|
RU2775242C1 |
1. Способ пробивки группы отверстий с малыми, преимущественно не превышающими треть диаметра отверстия перемычками при помощи пуансонов, заключающийся в том, что смежные отверстия пробивают за несколько переходов, на первом из которых пробивают по меньщей мере одно отверстие, к его поверхности прилагают радиальные усилия, на следующем переходе пробивают отверстия, смежные с ранее полученными, после чего снимают радиальные усилия с поверхности отверстия, полученного на первом переходе, отличающийся тем, что. с целью гговыщения точности формы и размеров отверстий, в пробитом отверстии оставляют пуансон и создают при его посредстве радиальные усилия. 2. Устройство для пробивки группы отверстий, содержащее неподвижную матрицу с окнами для пробивки отверстий, пуансонодержатель, несущий ряд пуансонов для пробивки, установленные в нем с возможностью относительного и совместного перемещения вдоль оси давления толкатели для перемещения пуансонов относительно пуансонодержателя, расположенные с щагом, кратным щагу между пуансонами, средство относительного перемещения пуансонодержателя с пуансонами и толкателей в направлении, параллельном ряду пуансонов, отлиI чающееся тем, что средство относительного (Л перемещения пуансонодержателя с пуансонами и толкателей связано с пуансонодержателем, пуансонодержатель с пуансонами установлен с возможностью перемещения в направлении, параллельном ряду пуансонов а матрица выполнена с числом окон, равным числу толкателей. О) Од 00 О5 NJ
| Штамп для вырубки деталей из металлической заготовки или пробивки отверстий | 1981 |
|
SU1032994A3 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| СПОСОБ РАЗРАБОТКИ МНОГОПЛАСТОВОГО МЕСТОРОЖДЕНИЯ | 2012 |
|
RU2505667C1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
