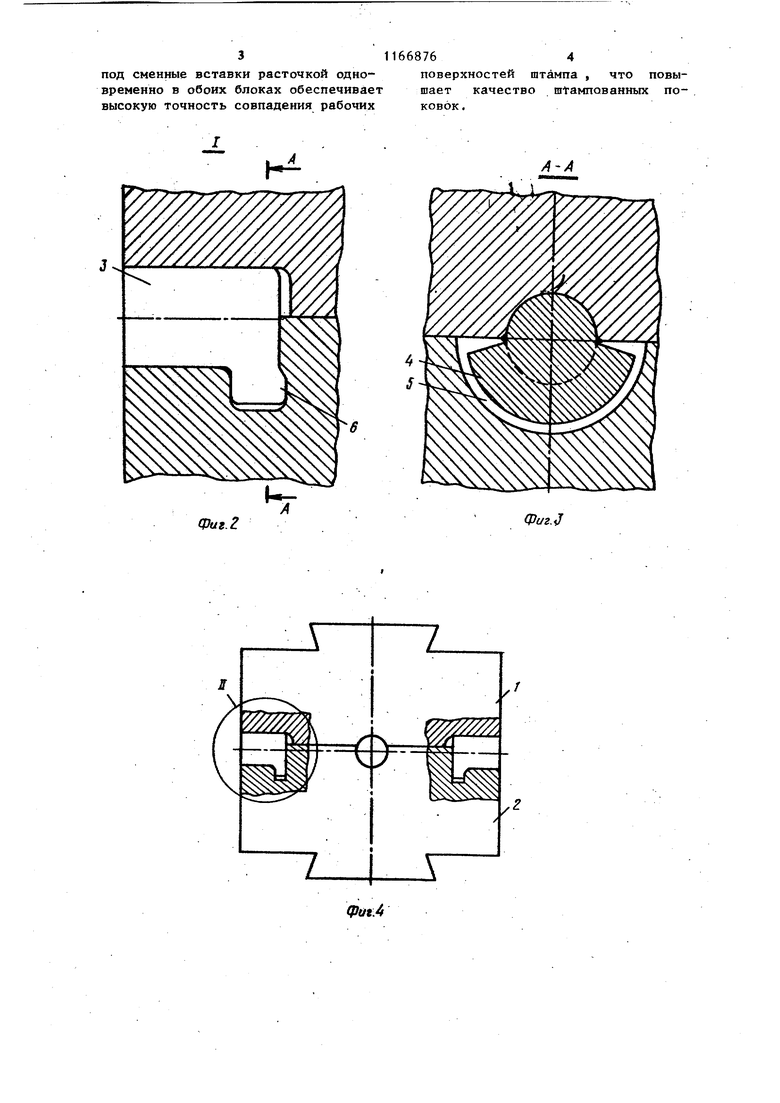
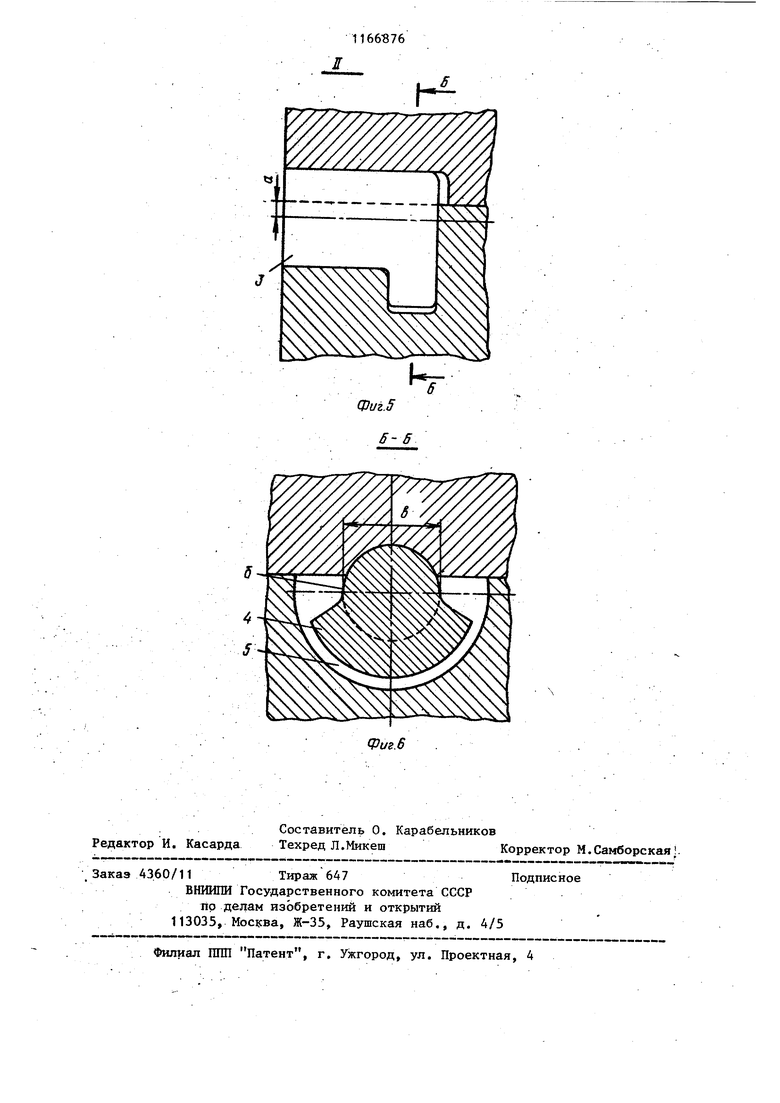
. . I Изобретение относится к обработк металлов давлением, а именно к конструкциям штампов fjfia объемной штам повки изделий на молотах. Цель изобретения - повышение качества штампуемых изделий за счет повьшения точности совмещения верхнего и нижнего блоков штампа, а так же упрощение технологии и снижение расхода металла на изготовление шта па. На фиг. 1 показан штамп, сомкнутое состояние (согласно п. 2); на фиг. 2 - узел I на фиг. 1, ,в увелич ном масштабе; на фиг. 3 - разрез Ана фиг. 2; на фиг. 4 - штамп, сомкнутое (состояние (согласно п. 3); на фиг.5 узел 11 на фиг. 4; на фиг. 6 - разрез Б-Б на фиг. 5. Штамп содержит верхний 1 и нижний 2 блоки с рабочими поверхностями и зам1сами в виде выступов на ниж нем блоке и соответствующих впадин на верхнем блоке. Замки расположены во взаимно перпендикулярных плоскос тях. Каждый из выступов нижнего бло ка 2 образован цилиндрической сменной вставкой 3 с секторным фланцем Вставка 3 установлена в нижнем блоке штампа с возможностью поворота вокру собственной оси в гнезде 5, ответном по форме вставке 3 с фланцем 4. В одном из вариантов фланец 4 каждой вставки выполнен с буртом 6 (фиг. 1-3), а участок гнезда 5 под фланец 4 вьшолнен ступенчатым для удержания вставки в гнезде от выпад ния. В этом варианте продольная ось вставки 3 совмещена с плоскостью разъема верхнего 1 и нижнего 2 блоков штампа. В другом варианте (фиг. 4-6) фла нец 4 не имеет бурта, но для удержа ния вставки в гнезде ее продольная ось смещена от плоскости разъема блоков 1 и 2 вглубь нижнего блока на величину а 15-20 мм (фиг. 5). Благодаря тому, что ширина о гнезда 5 по плоскости разъема меньше диаме ра цилиндрической вставки 3, послед няя удерживается в нижнем блоке кромками о самого гнезда 5. Штамп работает следующим образом Блоки 1 и 2 штампа устанавливают ся на штамповочный молот в сомкнутом состоянии и закрепляются в штампо держателе и бабе молота с помощью шпонок и клиньев. При рабочем ходе 6 бабы молота вниз выступы, образованные цилиндрическими сменными вставками 3, входят во впадины верхнего блока 1 и к моменту соударения блоков штампа по плоскости разъема плотно, без зазора, стыкуются с поверхностью впадин, чем обеспечивается точное совпадение контуров фигур, вьтолненных в верхней и нижней половинах штампа. В случаях нецентренных ударов срабатывает эффект самоцентрирования , обусловленный расположением замков по взаимно перпендикулярным осям плоскости разъема штампа. Цилиндрическая поверхность вставки 3 воспринимает только радиальные усилия от нецентренных ударов. Поэтому на фЛанец не действуют осевые усилия, которые могли бы его разрушить. Плоскость зеркала штампа верхнего блока 1, перекрьгоающая гнездо .5 нижнего блока 2, препятствует развороту вставки 3 в гнезде 5. И случае разворота вставка 3 возвращается в исходное положение ударами верхнего блока 1 по заплечикам секторного фланца 4. При размещении сменных вставок 3 в гнездах 5 (по варианту п. 3) вставку следует заводить в гнездо 5 с его торца секторным фланцем 4 вверх. После установки вставки 3 на место секторный фланец 4 забивают в соответствующий участок гнезда 5, разворачивая вставку 3 вокруг ее оси на 180°. Применение штампа с замками в виде выступов с цилиндрическими поверхностями, образованными сменными вставками, позволяет полностью использовать полезную вьюоту блоков штампа, что обеспечивает экономию металла при изготовлении штампов. Выполнение штампа с цилиндрическими сменными вставками в качестве замковых элементов значительно упрощает механическую обработку, так как исключается операция строжки или фрезерования блока штампа на высоту выступающего элемента замка. Механическая обработка по копиру цилиндрических выступов и впадин заменяется изготовлением цилиндрической сменной вставки с секторным фланцем и расточкой .цилиндрических гнезд одновременно в обоих блоках штампа. Вьшолнение впадин и гнезд
311668764
под сменные вставки расточкой одно- поверхностей штампа , что повывременно в обоих блоках обеспечивает шает качество штампованных повысокую точность совпадения рабочих ковок.
Фиг. 2
Фиг.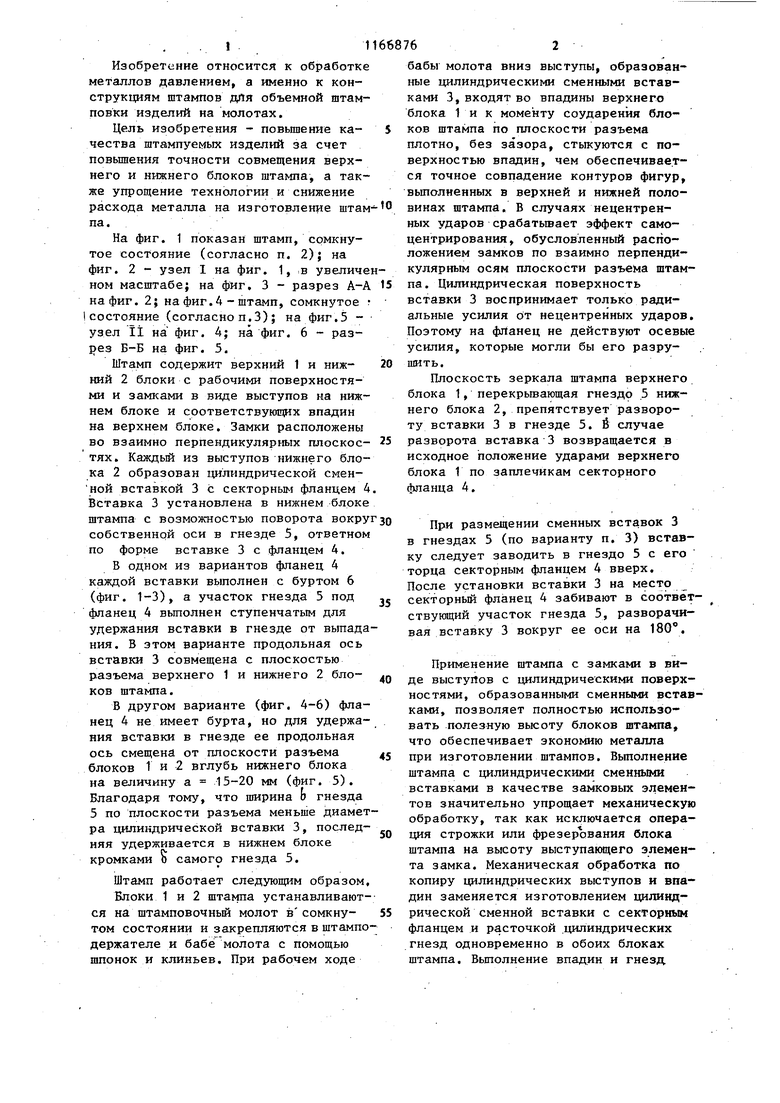
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп молотовой | 1979 |
|
SU846045A1 |
| ВЫСОКОСКОРОСТНОЙ МОЛОТ | 1980 |
|
SU1185721A1 |
| Штамп для горячей объемной штамповки | 1986 |
|
SU1378154A1 |
| ШТАМП ДЛЯ ГОРЯЧЕЙ ОБЪЕМНОЙ ШТАМПОВКИ | 1991 |
|
RU2007248C1 |
| Штамп для объемной штамповки поковок | 1990 |
|
SU1750833A1 |
| Узел направления деформирующего пуансона штампа | 1989 |
|
SU1816529A1 |
| Гидровинтовой пресс-молот | 1980 |
|
SU1022774A2 |
| УСТРОЙСТВО ГЕРМЕТИЗАЦИИ УСТЬЯ СКВАЖИНЫ | 2004 |
|
RU2272123C1 |
| Сборный молотовый штамп | 1984 |
|
SU1205980A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ТИКСОШТАМПОВКИ ЦИЛИНДРИЧЕСКИХ ЗАГОТОВОК | 2007 |
|
RU2356677C2 |
1. ШТАШ МОЛОТОВОЙ по авт.св. № 846045, отличающийся тем, что, с целью повышения качества штампуемых изделий за счет повьш1ения точности совмещения верхнего и нижнего блоков штампа, а также упрощения технологии и снижения расхода металла на изготовление штампа, каждый выступ образован установленной с возможностью поворота вокруг собственной оси цилиндрической вставкой с секторным фланцем, а в нижнем блоке под каждую вставку выполнено ответное по форме гнездо. 2. Штамп по п. 1, отличающийся тем, что фланец каждой вставки выполнен с буртом, а участок гнезда под фланец вставки вьшолнен ступенчатым. ,, 3. Штамп по п. 1, отличающ и и с я тем, что каждая вставка установлена со смещением ее продольной оси от плоскости разъема блоков (Л вглубь нижнего блока.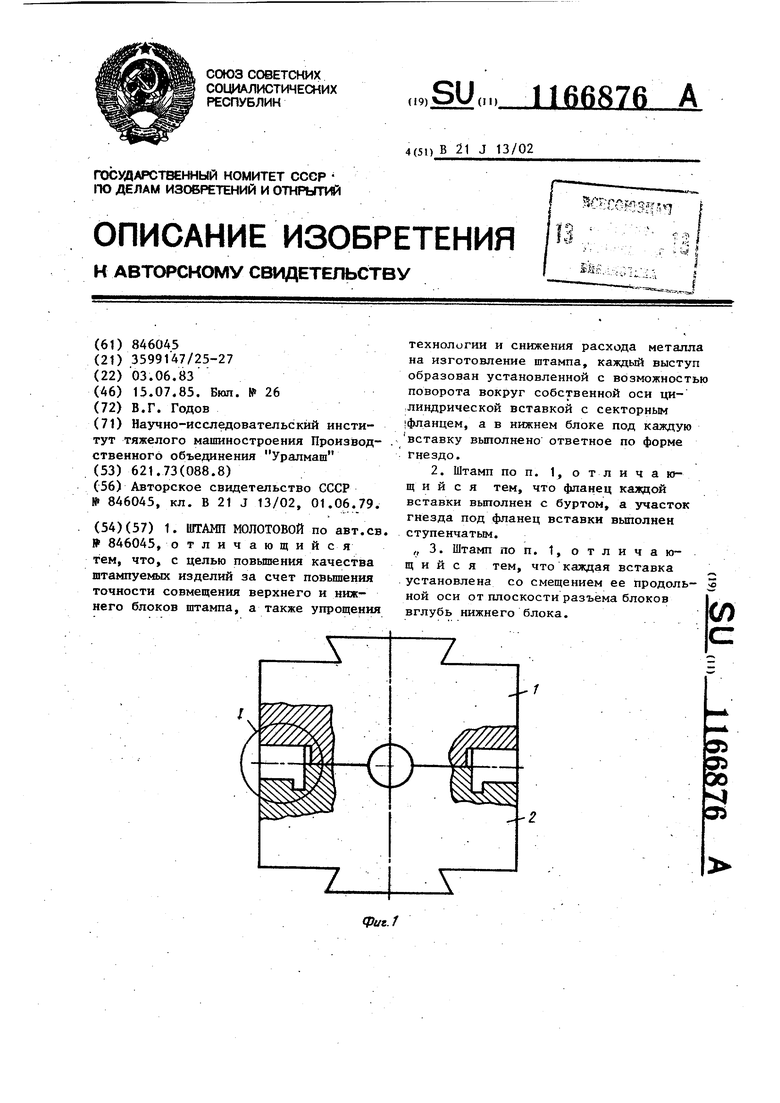
| Штамп молотовой | 1979 |
|
SU846045A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
