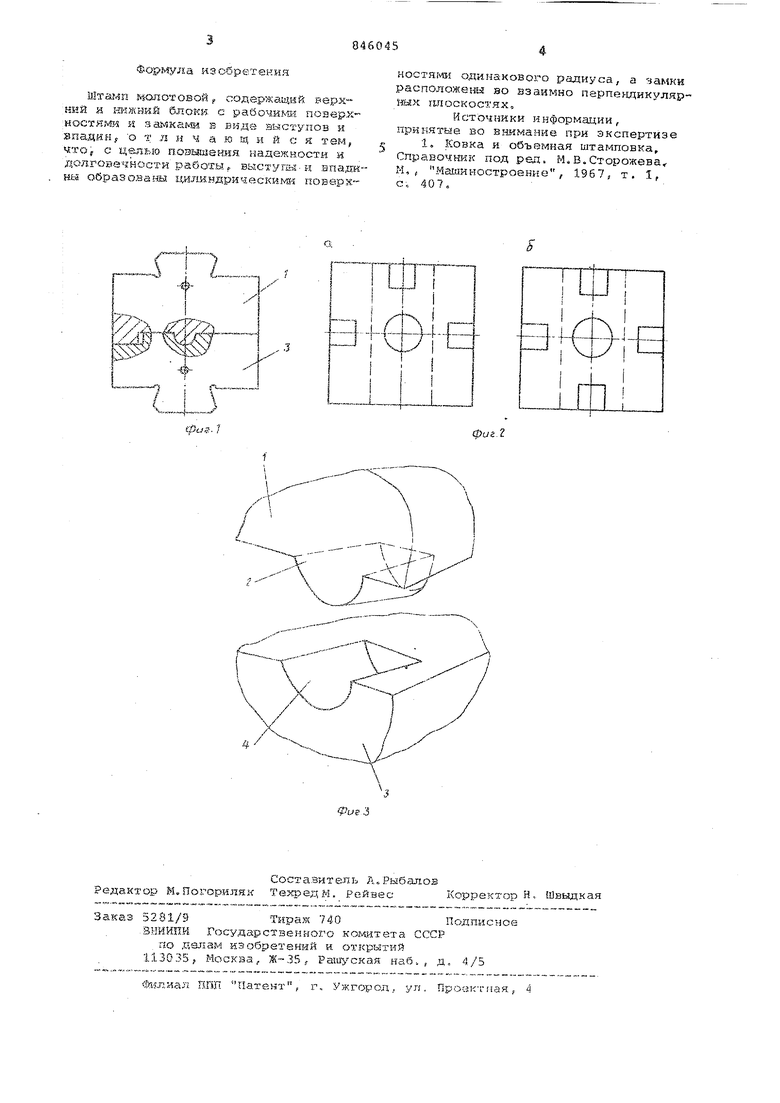
Изобретение относится к обработке металлов давлением, а именно к конст рукциям для горячей штамповки. Известен штамп молотовой, содержа щий верхний и нихсний блоки с рабочими поверхностями и замками в виде выступов и 2падин l. Недостатком этохо штампа является низкая надежность и долговечность его работы, что связано с повышенным истиранием поверхностей замков блоков штампа. Цель изобретения - повьошение надежностк и долговечности работы устройства. Цель достигается тем, что в штампе молотовом, содержащем верхний и нижний блоки с рабочими поверхностими и замками в виде выступов и впади последние образованы цилиндрическими поверхностями одинакового радиуса,а Зс1мки расположены во взаимно перпендикулярных плоскостях. На фиг. 1 изображена конструкция штампа, общий вид, на фиг.2с1 - нижний блок, вариант выполнения с тремя ками, вид сверху, на фиг. 2 5 - то . же, вариант выполнения с четырьмя за ками, на фиг. 3 - конструкция замка штампа. Штамп содержит верхний блок 1, на котором расположены выступы 2 замка и нижний блок 3 с впадинами 4 замка. Штамп работает следукицим образом. Штамп устанавливается на штамповочный молот соответствующей мощности в сомкнутом состоянии и закрепляется в штамподержателе и бабе молота с помощью клиньев. При рабочем ходе верхнего блока 1 штампа вниз выступ 2 замка входит ;во впадину 4 (фиг. 1) нижнего блока 3 и к моменту соударения штампа по плоскости разъема.плотно, без зазора, стыкуется с поверхностью впадины 4, чем обеспечивается точное совпадение контуров ifttiryp, выполненных на верхней и нижней половинках штампа. В случаях нецентричных ударов срабатывает эффект самоцентрирования, обусловленный расположением замков по взаимно перпендикулярным осям плоскости разъема штампа. Штамп молотовой предлагаемой конструкции обладает высокими надежностью и дсяговечностью работы.
Формула изобретения
Шта,мп sionoTosofi,. содержа днй верхкий и шгжний блок с рабочи-Ш-i поверхMOCTJiMj-s и замкйи« и в виде выступов и впади Ну О т л и ч а в щ и и с я тем, что, с целью позышения нaд эжкocти и хголговачности работы,, вкстугш и впа,цкньа образованы цилиндрическим-: поверхностями о.динакового радиуса, а замки расположены во взаимно перпемдикуляр ых гшоскостях.
Источники информации, принятые во внимание при экспертизе
1. -Ковка и объемная штамповка, Справочдагк под ред. М.В,Сторожева М, , .MatHHH острое кие , 1967, т, I, с. 407.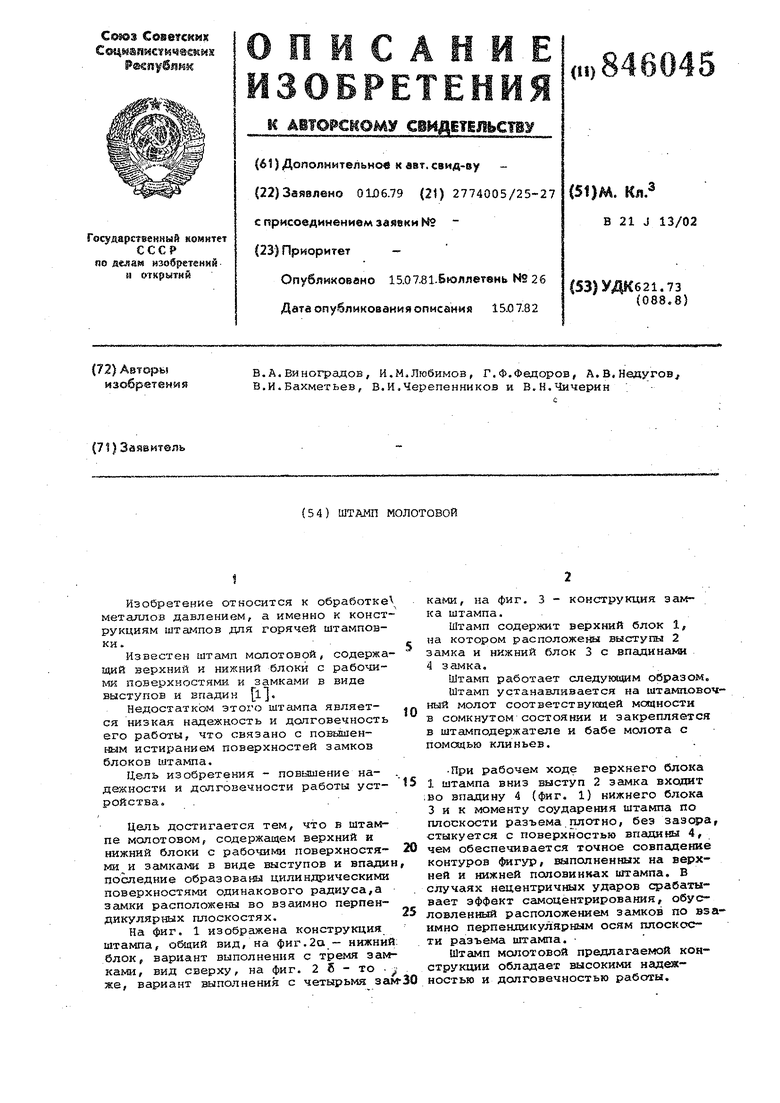
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп молотовой | 1983 |
|
SU1166876A2 |
| Молотовой штамп | 1983 |
|
SU1152698A1 |
| СБОРНЫЙ ШТАМП ДЛЯ ОБЪЕМНОЙ ГОРЯЧЕЙ ШТАМПОВКИ | 1990 |
|
RU2005573C1 |
| Молотовый штамп | 1981 |
|
SU941000A1 |
| Молотовой штамп для горячей съемной штамповки | 1978 |
|
SU791445A1 |
| Молотовой штамп | 1990 |
|
SU1808457A1 |
| Способ изготовления коленчатых валов и устройство для его осуществления | 1982 |
|
SU1142208A1 |
| Штамп для объемной штамповки поковок | 1990 |
|
SU1750833A1 |
| ШТАМП ДЛЯ ГОРЯЧЕЙ ОБЪЕМНОЙ ШТАМПОВКИ | 1991 |
|
RU2007248C1 |
| Сборный молотовый штамп | 1984 |
|
SU1205980A1 |
Г
i...i-i-f-44(-J i --SJ
Фиг.2
