f
,1
/
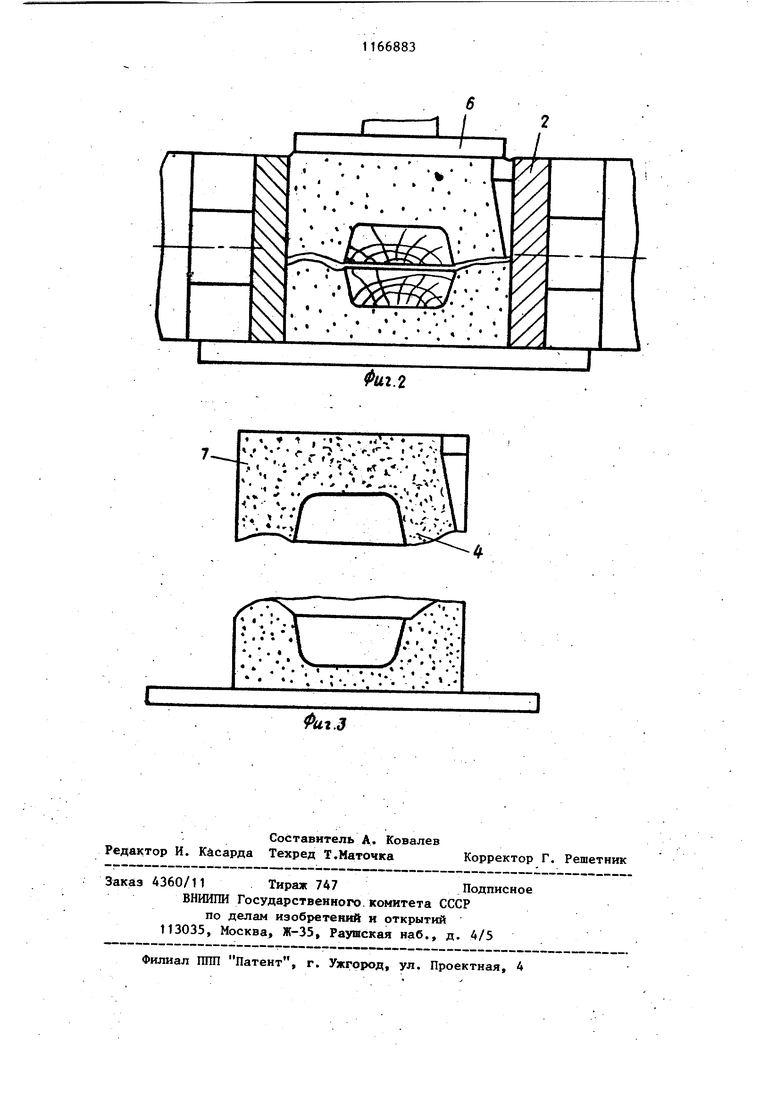
Фиг.1 Изобретение относится к литейно производству, в частности к способ изготовления разовых литейных форм в цехах с ручной формовкой и с еди ничным и мелкосерийным характером производства. Цель изобретения - улучшение качества формы за счет перетекания смеси и. упрощение формовки. На . 1 показано устройство, разрез после частичного заполнения формы и установки модели и листового мэтернала по предполагаемому разъему; на фиг. 2 - то же, после окончательного заполнения и прессования, образования разъема формы модель сместилась вниз после окончательного прессования верхней кол кой; на фиг. 3 - форма разобрана, снята верхняя полуфо1 1а, удалена модель. Устройство для осуществления предлагаемого способа состоит из опоки t для безопочной формовки с прессовыми раздвигающими стенками разъемной модели 3,. поверхности 4 разъема формы, листового материала 5, прессовой колодки 6. Изготовление формы осуществляет ся следующим образом. В опоку 1 для безопочной формов ки при раздвинутых стенках 2 примерно до половины засыпают смесь. Затем свободно устанавливают и вда ливают вручную нижнкяо половину модели 3 по резъему. Укладывают по |всей площади опоки листовой матери 5 с остаточной деформацией, в част ности бумажную кальку. Далее опока полностью заполняется смесью и производится прессование сначала стенками 2, а потом прессовой колодкой 6. Под действием усилий прессования модель 3 самоустанавливается в форме таким образом, что уравновешивает . силы, действующие на нее. Это обеспечивает наиболее равномерное качественное уплотнение. Одновременно листовой материал 5 подвергается воздействию усилия прессования и образует неравномерную шероховатую по- верхность разъема формы. Но равномерность уплотнения значительно повьппается, так как смесь имеет возможность перетекать в области разъема формы. После окончания прессования колодка 6 и прессовые стенки 2 отходят, форма уплотнена. Далее вручную снимают верхнюю полуформу 7, причем разъем ее точно соответствует разъему, полученному с помощью материала 5. Затем производят вытяжку модели 3 с удалением материала 5. По разъему формь в каждой половине от воздействия объемного прессования и листа материала образуются мелкие извилины, впадины и выступы. По 31ТИМ извилинам и впадинам после установки при необходимости в нижнюю полуформу стержней форма вновь собирается и после размещения жакетов или жакетирования готова к заливке. Заливку производят по стояку, выполненному по разъему. Предлагаемьй способ обеспечивает наиболее плотное прилегание формы и исключает появление заливов по разъему.
Фиг.З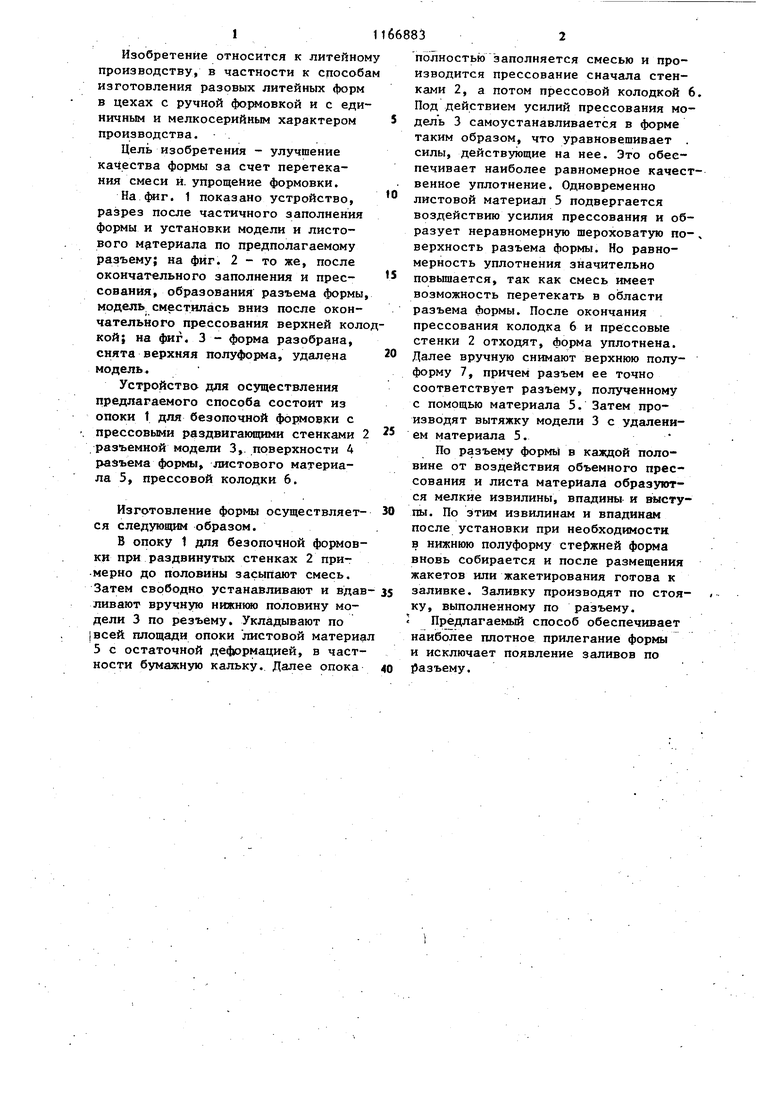
| название | год | авторы | номер документа |
|---|---|---|---|
| Машина для изготовления безопочных форм прессованием | 1981 |
|
SU977101A1 |
| ЛИТЕЙНАЯ ФОРМА | 1993 |
|
RU2089329C1 |
| Способ безопочной формовки и сборки | 1981 |
|
SU1061911A1 |
| Автоматическая линия для безопочной формовки | 1976 |
|
SU651887A1 |
| ОПОКА ДЛЯ ФОРМОВОЧНОЙ МАШИНЫ И СПОСОБ ФОРМОВКИ С ИСПОЛЬЗОВАНИЕМ ОПОКИ | 2005 |
|
RU2354491C2 |
| Способ изготовления литейных форм | 1977 |
|
SU1119768A1 |
| Литейная форма | 1979 |
|
SU822977A2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ ФОРМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2472600C1 |
| Способ изготовления литейных форм | 1982 |
|
SU1052314A1 |
| Способ изготовления литейных форм | 1980 |
|
SU910317A1 |
СПОСОБ ИЗГОТОВЛЕНИЯ ФОРМ, включающий частичное заполнение опоки формовочной смесью, установку модели, укладку листового материала на поверхность разъема формы, окончательное заполнение формовочной смесью опоки и уплотнение смеси, отличающийся тем, что, с целью улучшения качества формы за счет перетекания смеси и упрощения формовки, установку модели и укладку листового материала производят на поверхность неуплотненной смеси в опоке.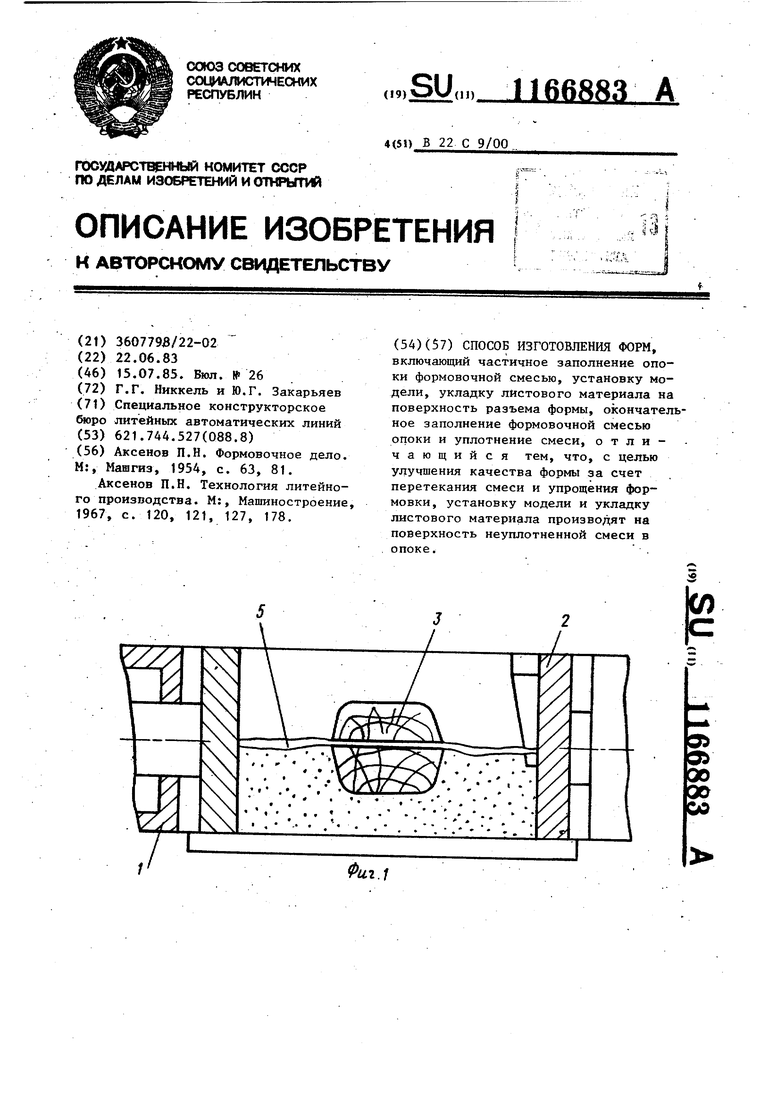
| Аксенов П.Н, Формовочное дело | |||
| М:, Машгиз, 1954, с | |||
| Способ приготовления сернистого красителя защитного цвета | 1915 |
|
SU63A1 |
| Аксенов П.Н | |||
| Технология литейного производства | |||
| М:, Машиностроение, 1967, с | |||
| Кровля из глиняных обожженных плит с арматурой из проволочной сетки | 1921 |
|
SU120A1 |
