//
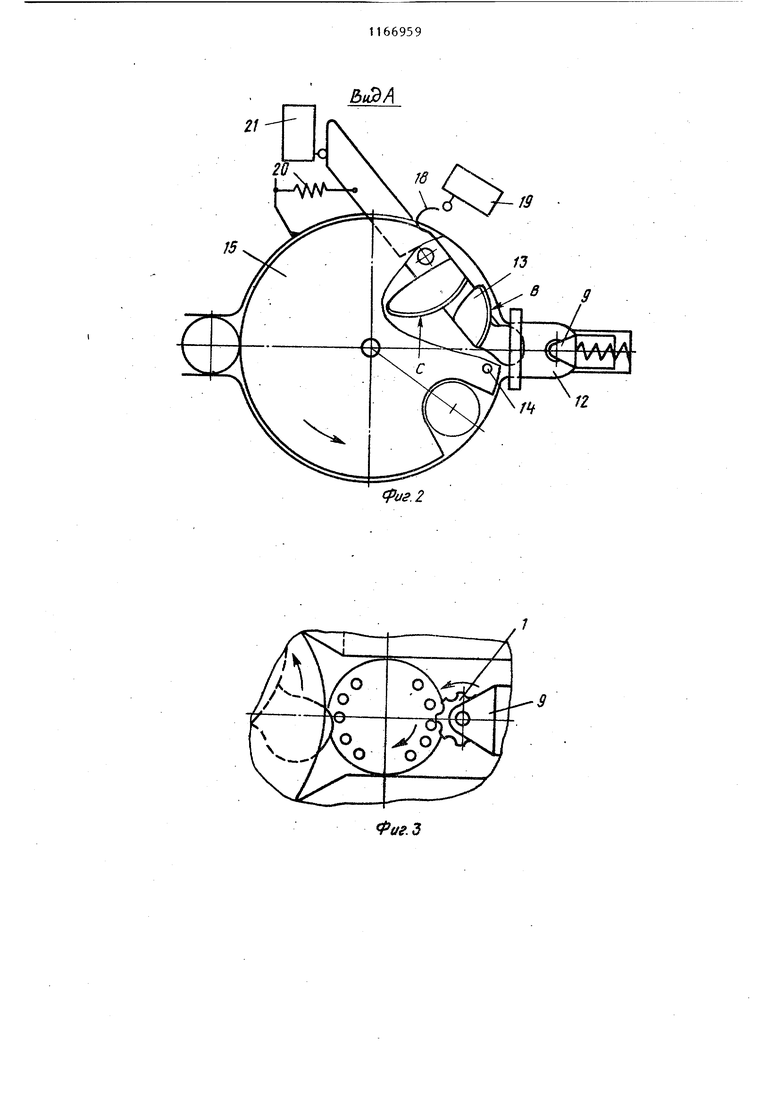
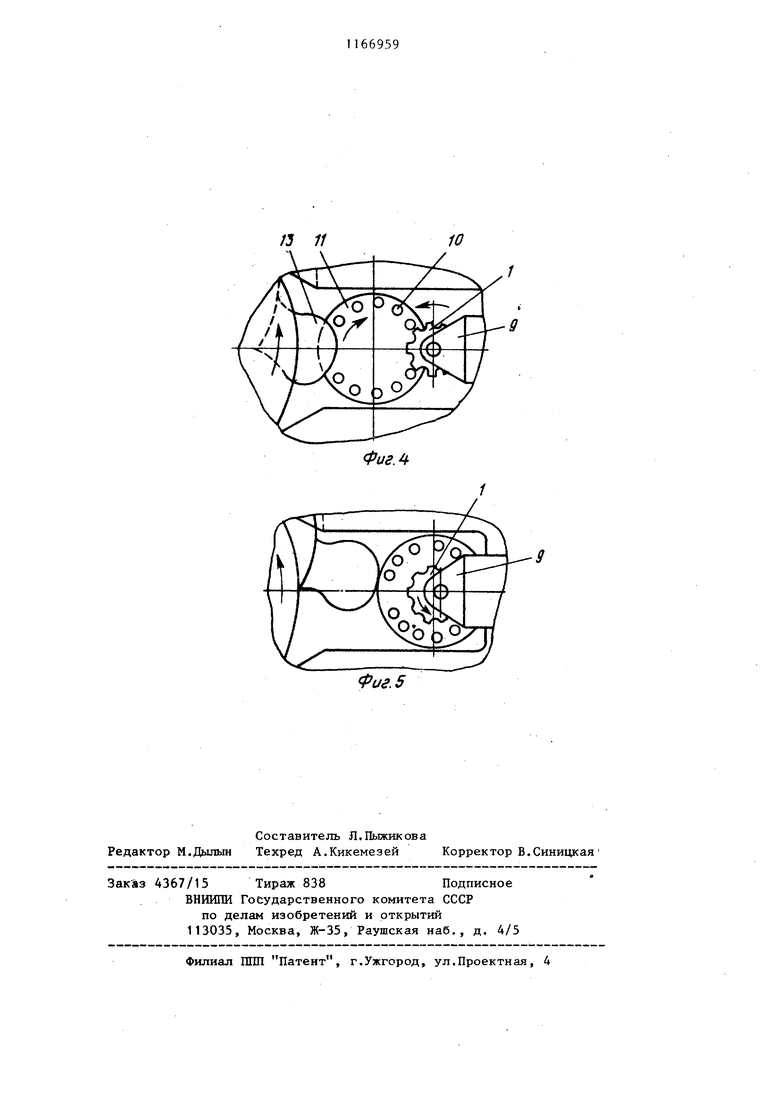
(Л Изобретение относится к автоматизации технологических процессов в ра диоэлектронной промышленности и может быть использовано в машиностроении для подачи в ориентированном положении на обработку, сборку или контроль деталей типа ячеек или для ориентации цилиндрических деталей с несколькими пазами, причем разница по ширине паза может быть минимальна Цель изобретения - повьш1ение производительности работы устройства ра счет выполнения подающего механиз ма в виде диска с гнездом, установленного с возможностью поворота и кинематически связанного- с прижимом, что позвохшет точно фиксировать деталь перед захватом манипулятором. На фиг. 1 показано устройство, зид и а фиг, 2 - вид А на фиго 1; на фиг 3, 4 и 5 положение детали в процессе ориентации. Ориентирующее устройство состоит из П1эиводного ролика 1 , закрепленного на оси 2, кинематически связанного через фршсционную пару 3 и 4 и зубчатую пару 5 и 6 с приводом 7 Ролик 1 установлен на подпрулшненной направляющей 8, передняя часть которой, где установлен ролик 1, выполйена в виде клина 9, Ролик 1 имеет зубчики, Diar которых меньше или раве шагу расположения вьгоодов 10 (если расположение вьшодов с равным шагом) детали 11, Подпрул1: -шенная направляющая 8 с ролшсом 1 находится в зоне ориентаг;ии 12, с другой стороны которой установлен подпруркинеиный придаем 13, иг еющий профильные кулачки с поверхкостями 3 и с, взат-юдействующие со штифтом 14, яакрепленньм снизу питателя 1 5 . Детали 11 поступают к питатегао по лотку 16„ Для исключения запрокидывания детали 11 при попадании ее в зону ориентации 12 -сверху установлена предохранительная перемычка 17. На питателе 15 закреплен подпружинениьй рычаг 18, установленный с возможностью взаимодействия с. конечнььм выключателем 19, Прижим 13 распо ложен с возможностью взаимодействия посредством пружины 20 с выключателем 21. Работа механизма ориентации заключается .в следующем. Детали 11, предварительно ориенти рованные выводами вниз, поступают по лотку 16 к питателю 15 и переносятся им в зону ориентации. После включения привода 7 вращение получает питатель 15 и ролик 1. При повороте питателя 15 штифт 14, проскальзывая по поверхности С прижима 13, отводит его, пропуская детали 11 в зону ориентации 12, при дальнейшем повороте питателя 15 штифт 14 скользит по поверхности С , благодаря чему прижим 13 плавно возвращается в исходное положение, поджимая своим концом деталь. 11 к вращающемуся ролику 1, зубья которого, контактируя с выводами детали 11, поворачивают ее вокруг своей оси. Поворот детали 11 -происходит до . .тех пор, пока ролик 1 не войдет в . . максимальный паз (ключ) ориентируемой детали 11. При этом ролик 1 перестает воздействовать на деталь 11 и она прекратит вращение. Воздействие рычага 13 на деталь 11 в момент, когда ролик 1 попадает в малый паз, диаметрально расположенный по отношению к большому пазу (ключу)-, происходит со смещением относительно оси, на кото- : рой расположен ролик 1, При этом это воздействие сообщает дополнительное вращение ориентируемой детали 11, Но после окончательной ориентации деталь 11 контактирует с клином 9, может установиться с небольшим перекосом, поэтому необходимо выравнивание детали в сориентированном положении На питателе закреплен пружинящий рычаг 18, который, кроме этого, воздействует на конечный выключатель 19, .регистрируя окончание цикла и отключая привод 7, В случае ориентации детали по ключу прижим 13, другим концом под воздействием-пружины 20 воздействует на выключатель 21, дающий команду Деталь сориентирована. В случае отсутствия данного сигнала дается аварийный сигнал. Далее процесс повторяется..
5«Э/|
19
JZ
iis.2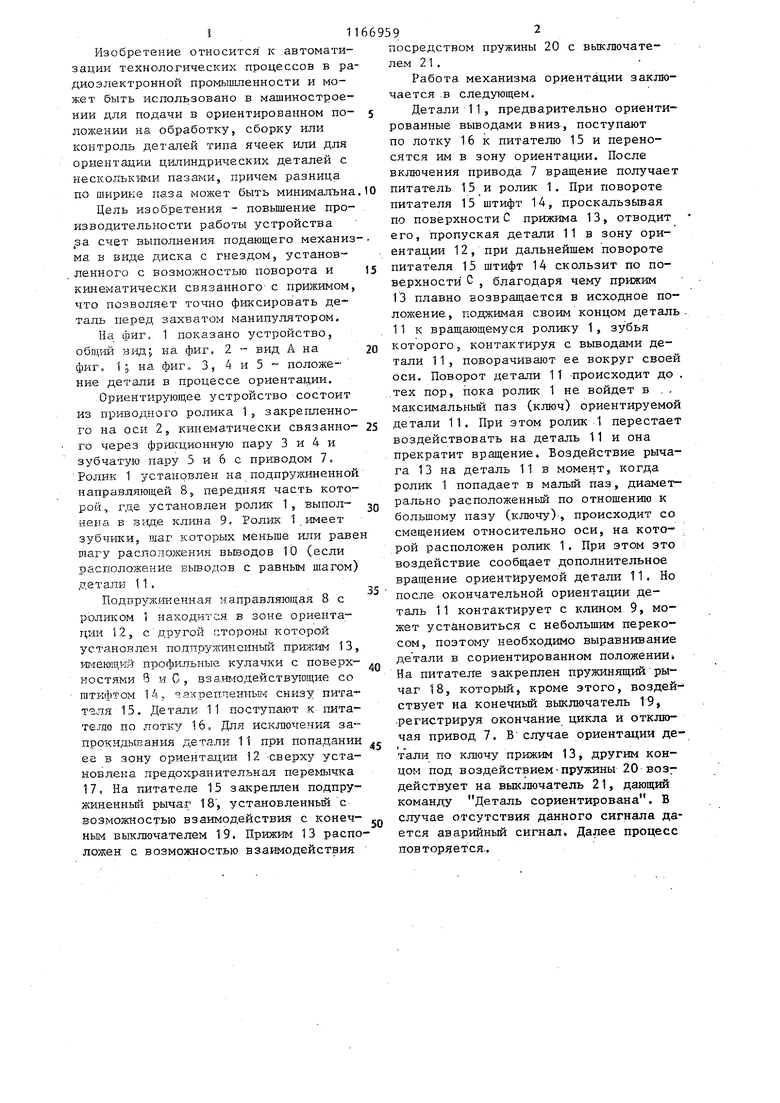
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для ориентирования деталей | 1976 |
|
SU654389A1 |
| Устройство для подготовки радиоэлементов к монтажу | 1988 |
|
SU1704306A1 |
| УСТРОЙСТВО ВТОРИЧНОЙ ОРИЕНТАЦИИ ДЕТАЛЕЙ | 1998 |
|
RU2136474C1 |
| Рабочая головка к автомату для сборки подшипников качения | 1989 |
|
SU1677394A1 |
| УСТРОЙСТВО ВТОРИЧНОЙ ОРИЕНТАЦИИ ПЛОСКИХ ДЕТАЛЕЙ | 1998 |
|
RU2129945C1 |
| Устройство для автоматической сборки катушки с сердечниками | 1985 |
|
SU1255356A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ ТИПА ЧЕРВЯЧНЫЙ ХОМУТ И ПОЛУАВТОМАТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2010 |
|
RU2445180C1 |
| Автоматическая сборочная линия | 1985 |
|
SU1296350A1 |
| Устройство для групповой ориентации и загрузки деталей | 1987 |
|
SU1458147A1 |
| Устройство для ориентации и запрессовки втулок с полостями на внутренней поверхности | 1987 |
|
SU1511043A1 |
ОРИЕНТИРУЮЩЕЕ УСТРОЙСТВО, содержащее подающий механизм, ориентатор, выполненный в виде профильного ролика, установленного с возможностью вращения, и прижим, отличающееся тем, что, с целью повьшения производительности, устройство снабжено клином, расположенным перпендикулярно оси вращения ролика, установленного с возможностью перемещения в плоскости, перпендикулярной его оси вращения, при этом подающий механизм выполнен в виде установленного с возможностью поворота диска с гнездом, кинематически связанного. с прижимом посредством дополнительно введенных в устройство пальца и кулачка, закрепленных соответственно на диске и прижиме.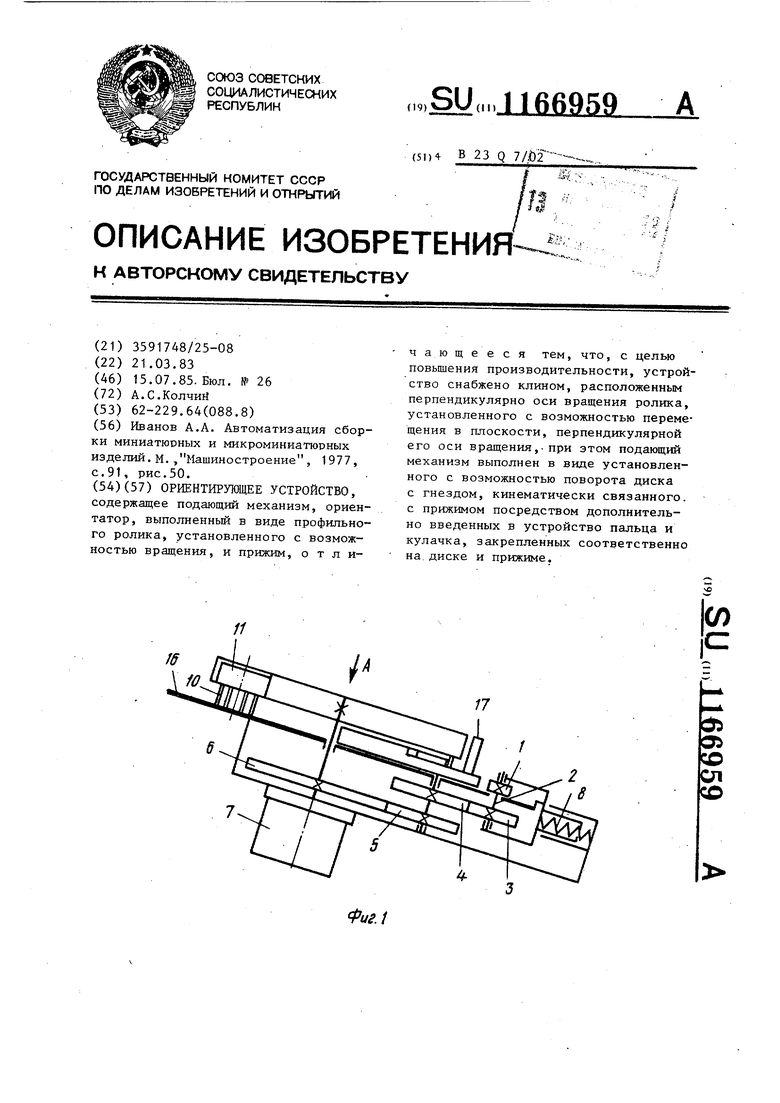
/j ;/
| Иванов А.А | |||
| Автоматизация сборки миниатюрных и микроминиатюрных изделий | |||
| М | |||
| .Машиностроение, 1977, 0,91, рис.50. |
