э
-Nl
О tsD
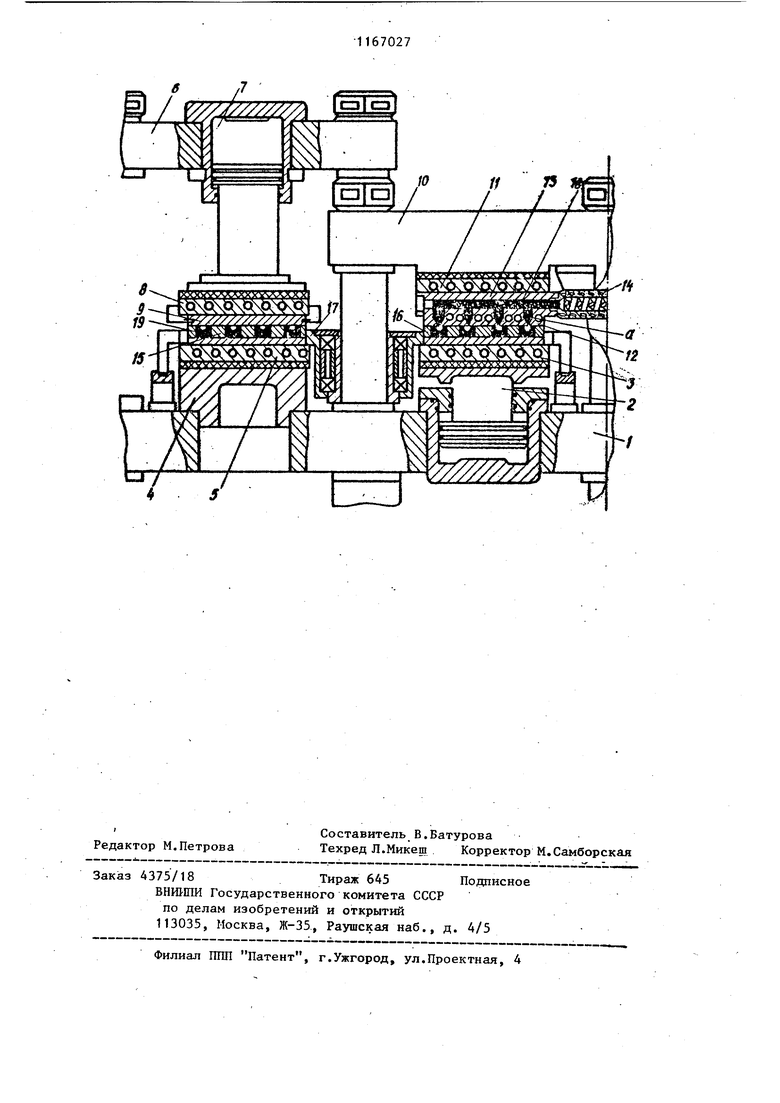
4J Изобретение относится к оборудованию для производства резиновых изделий и предназначено для изготов ления их методом литьевого прессования. Цель изобрет ения - сокращение расхода резиновой смеси за счет пре дотвращения утечек ее в процессе литьевого формования. На чертеже изображено предлагавмое устройство для литьевого прессо вания, продрльный разрез. Устройство для лутьевого прессования резиновых изделий содержит нижнюю траверсу 1 на которой смонтирован прессовый узел 2 литьевого формования с нагревательной плитой 3, опору 4 с нагревательной пли той 5, верхнюю траверсу 6, на котор смонтирован прессовый узел 7 вулка{уизации с нагревательной плитой 8 и верхней полуформой 9, и верхнюю траверсу 10 позиции литьевого формо вания со стационарно смонтированными охлаждающей плитой 11 и верхней полуформой 12, именлцёй литниковые каналы а. С верхней полуформой 12 жестко состыкована герметичная за рузочная камера 13, снабженная шне ковым питателем 14. В устройстве имеются две нижние полуформы 15 и 16с одинаковыми фор мообразующими элементами, связанные со средством 17 для их перемещения от одного прессового узла к второму Устройство работает следующим образом. Под действием прессового узла 2 нижняя полуформа 16 смыкается со ст ционарно установленной верхней полу формой 12. Из загрузочной камеры 13 через литниковые каналы а в формообразующие гнезда нижней полуформы 16 поступает резиновая смесь 18. После их заполнения прессовый узел 2 размыкается, нижняя полуформа 16 с резиновой смесью опускается на средство 17, которым она перемещается под прессовый узел 7 вулканизации. Одновременно нижняя полуформа 15 механизмом 17 перемещается под прессовый узел 2. С помощью прессового узла 7 верхняя полуформа 9 соединяется с нижней полуформой 16, в результате чего происходит окончательное формование и вулканизация резиновых изделий, а с помощью прессового узла 2 нижняя полуформа 15 соединяется с Верхней полуформой 12, через литниковые каналы а которой ее формообразующие гнезда заполняются резиновой смесью 18. После окончания процесса вулканизации верхняя полуформа 9 закрывается, происходит выгрузка из гнезд нижней полуформы 16 свулканизованных изделий 19. Так как веохняя полуформа 12 с литниковыми каналами а стационарно смонтирована на верхней траверсе 10 и жестко состыкована с загрузочной камерой 13, то обеспечивается надежная стыковка загрузочной камеры, верхней и нижних полуформ, что предотвращает утечки резиновой смеси. После выгрузки изделий нижняя полуформа 16 механизмом 17 вновь перемещается к прессовому узлу 2, а полуформа 15 - к прессовому узлу 7, и далее процесс повторяется.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для литьевого прессования резиновых изделий | 1983 |
|
SU1077814A2 |
| Устройство для литьевого прессования резиновых изделий | 1981 |
|
SU1004144A1 |
| Устройство для литьевого прессования резиновых технических изделий | 1989 |
|
SU1657393A1 |
| Устройство для изготовления кольцевых резиновых изделий | 1981 |
|
SU958123A1 |
| Литьевая пресс-форма | 1990 |
|
SU1812122A1 |
| МНОГОМЕСТНАЯ ПРЕСС-ФОРМА ДЛЯ ЛИТЬЯ ПОД ДАВЛЕНИЕМ | 2021 |
|
RU2779342C1 |
| Литьевая пресс-форма для изготовления резинотехнических изделий | 1983 |
|
SU1100121A1 |
| Блок литьевого прессования | 1988 |
|
SU1652085A1 |
| НАБОРНАЯ ПРЕСС-ФОРМА | 2016 |
|
RU2639162C2 |
| Устройство для изготовления покрышек пневматических шин | 1985 |
|
SU1260242A2 |
УСТРОЙСТВО ДЛЯ ЛИТЬЕВОГО ПРЕССОВАНИЯ РЕЗИНОВЫХ ИЗДЕШЙ, содержащее прессовые узлы литьевого формования и вулканизации изделий, две нижние полуформы с одинаковюш формообразующими элементами, две верхние полуформы, одна из которых выполнена с литниковыми каналами и жестко связана с загрузочной камерой, и средство для перемещения нижник полуформ от одного прессового узла к второму, отличающееся :тем, что, с целью сокращения расхода резиновой смеси за счет предотвращения утечек ее в процессе литьевого формования, верхняя полуформа с литниковыми каналами стационарно установлена на прессовом узле литьевого прессования, а загрузочная камера выполнена герметичной и снабжена шнековым питателем.
| Устройство для литьевого прессования резиновых изделий | 1981 |
|
SU1004144A1 |
| Солесос | 1922 |
|
SU29A1 |
| Патент США № 3898314, кл | |||
| Железнодорожный снегоочиститель | 1920 |
|
SU264A1 |
