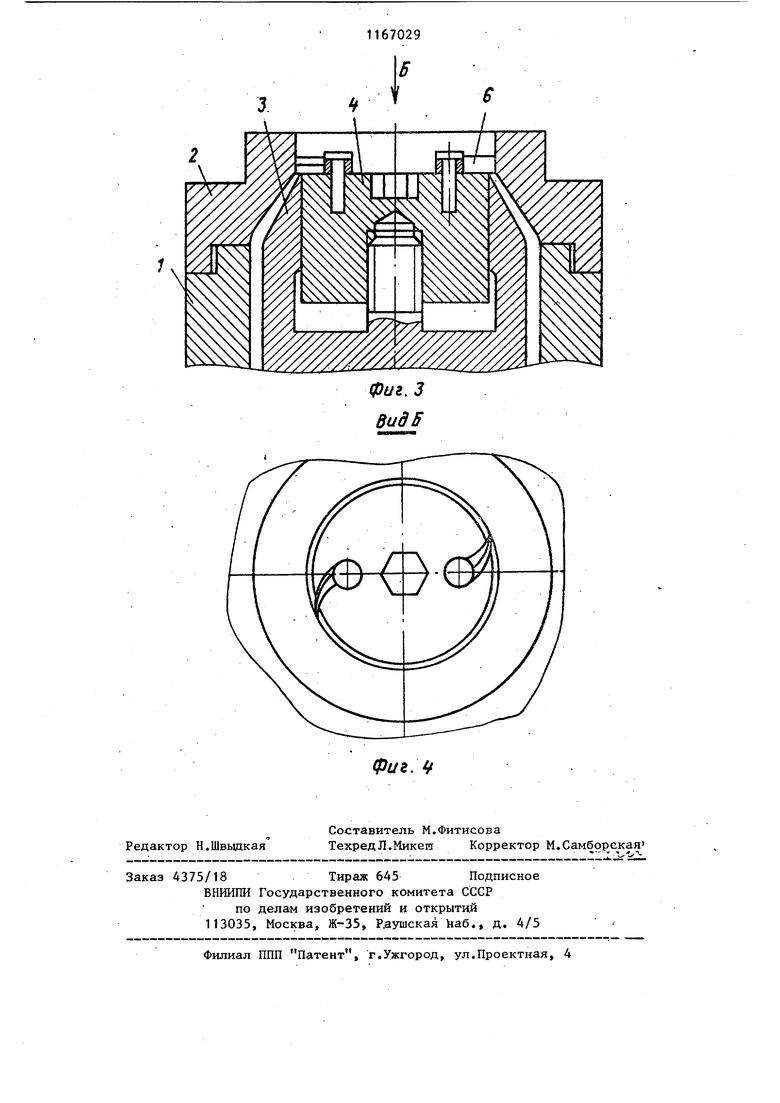
Изобретение относится к перерабо ке полимерных материалов и может быть использовано в оборудовании дл производства тонких пленок и труб из термопластов. Целью изобретения является повьпи ние производительности устройства з счет механизации процесса очистки рабочих поверхностей дорна и матриц На фиг. 1 схематически изображен зкструзионная головка, общий вид1 на фиг. 2 - вид А на фиг. 1-, на фиг, 3 - дорн, положение при очистк рабочих поверхностей; на фиг. 4 вид Б на фиг. 3. Экструзионная головка содержит корпус 1, матрицу 2, установленный на дорнодержателе 3 дорн Д. Дорн 4 и матрица 2 установлены с образованием формующего зазора 5. На торцовой поверхности дорна 4 размещены средства очистки, вьтолненные в виде скребков 6. Дорн 4 установлен с возможностью вращательно-поступательного перемещения от уровня матрицы 2 до уровня 1дорнодержателя 3 в полости 7, которая выполнена в дорнодержателе 3. Торцовая кромка 8 дорнодержателя 3 выполнена заостренной. Скребки 6 установлены на расстоя нии от рабочей поверхности матрицы 2, выбранном меньше длины скребк . Работа устройства осуществляется следующим образом. Для очистки формующего зазора 5 от частиц деструктированного расплава термопласта и инородных включений дорн 4 приводится во вращение. При вращательно-поступательном перемещении дорна 4 до уровня дорнодержателя 3 расплав с частицами деструктированного материала и инородными включениями срезается с его рабочей поверхности кромкой 8 дорнодержателя 3 и уносится пртоком поступающего расплава за пределы формующего зазора. . Для очистки рабочей поверхности матрицы 2 скребки 6 (из положения, указанного на фиг. 2) разворачивают до соприкЬсновения с поверхностью матрицы 2 (фиг. 4) и вдавливают в расплав до соприкосновения с матрицей 2. При вращательно-поступательном перемещении дорна 4 до уровня матрицы 2, расплав с деструктировавшими частицами срезается с рабочей поверхности матрицы 2 скребками 6 и уносится за пределы формующего зазора 5. Благодаря тому, что длина скребков 6 превышает расстояние от оси скребка 6 до поверхности матрицы 2, скребки 6 плотно прижимаются расплавом к ее поверхности, не проворачиваясь вокруг оси. Скребки 6 плотно прижимаются к поверхности матрицы 2 силой сопротивления расплава срезанию. Таким образом, происходит очищение матрицы 2 и дорна 4 одновременно-.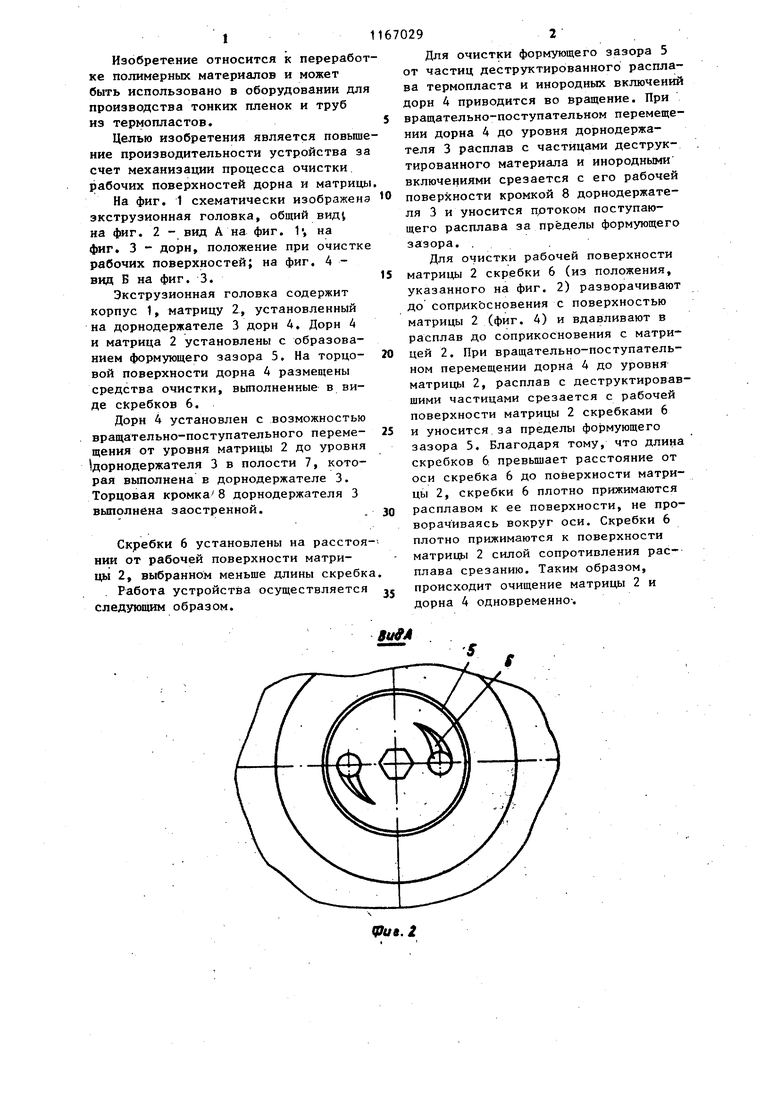
| название | год | авторы | номер документа |
|---|---|---|---|
| Кольцевая головка экструадера | 1976 |
|
SU592610A1 |
| Экструзионная головка для переработки термопластов | 1974 |
|
SU476178A1 |
| Экструзионная головка для переработки пластмасс | 1986 |
|
SU1362646A1 |
| Экструзионная головка | 1973 |
|
SU479651A1 |
| Экструзионная головка для переработки термопластов | 1981 |
|
SU954248A1 |
| Устройство для формования трубчатых изделий из термопластов | 1986 |
|
SU1395522A1 |
| Экструзионная головка для полимерных материалов | 1982 |
|
SU1047717A1 |
| Экструзионная головка для изготовления однослойных многоцветных цилиндрических изделий из термопластов | 1972 |
|
SU513866A1 |
| Экструзионная головка для переработки пластмасс | 1987 |
|
SU1479309A1 |
| Экструзионная головка для переработки пластмасс | 1983 |
|
SU1125133A1 |
1. ЭКСТРУЗИОННАЯ ГОЛОВКА для ПОЖМЕРНЫХ МАТЕРИАЛОВ, содержащая матрицу, установленный на дорнодержателе дорн с образованием с матрицей формующего зазора, и средства очистки, отличающаяся тем, что, с целью повышения производительности устройства за счет механизации процесса очистки рабочих liPu поверхностей дерна и матриць, средства очистки размещены на торцевой поверхности дорна, установленного с возможностью вращательно-поступательного перемещения от уровня матрицы до уговня дорнодержателя в полости, которая выполнена в дорнодержателе, при этом торцевая кромка дорнодержателя вьшолнена заостренной. 2,Экструзионная головка по п. 1, отличающаяся тем, что средства очистки выполнены в виде скребков. 3.Экструэионная головка по п. 2, отличающаяся тем, что скребки установлены на расстоянии от рабочей поверхности матрицы, выбранном меньше длины скребка.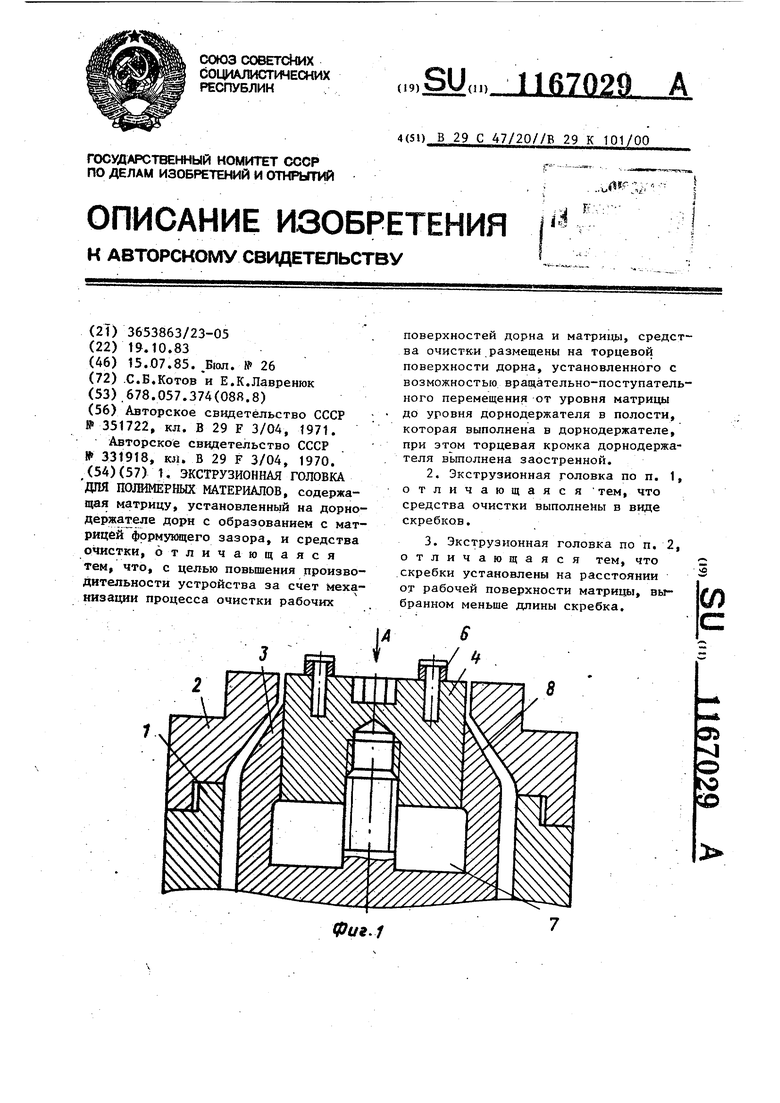
| КОЛЬЦЕВАЯ ЭКСТРУЗИОННАЯ ГОЛОВКА | 0 |
|
SU351722A1 |
| Солесос | 1922 |
|
SU29A1 |
| ГОЛОВКА К ЧЕРВЯЧНОМУ ПРЕССУ ДЛЯ ИЗГОТОВЛЕНИЯ ТРУБЧАТЫХ ПОЛИМЕРНЫХ ИЗДЕЛИЙ | 0 |
|
SU331918A1 |
| Солесос | 1922 |
|
SU29A1 |
