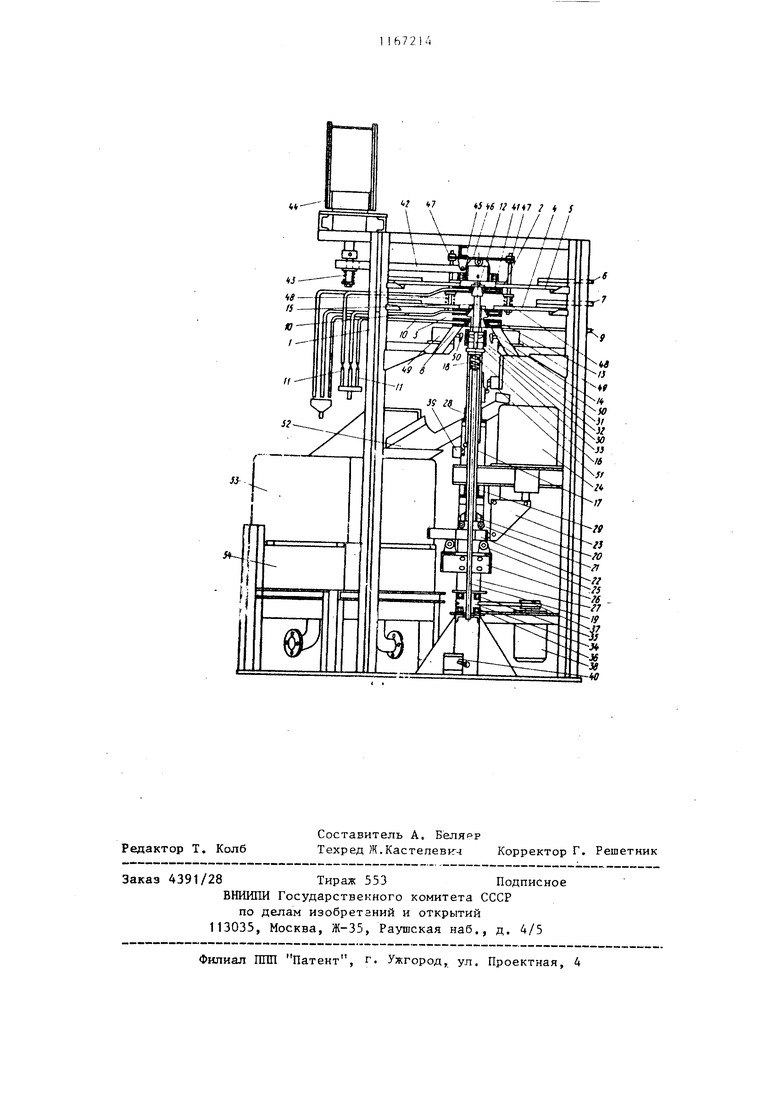
OS Изобретение относится к устрой- ствам для термической обработки изделий с электроконтактным нагревом и может быть использовано на предприятиях, производяпсих болты. Целью изобретения является повышение качества термообработки болтов за счет устранения задержки бол та в водоохлаждаемых контактах, а также увеличение срока службы установки благодаря устранению заклинивания и поломок загрузочно-зажнмного устройства. Поставленная цель достигается тем, что загрузочно-зажимное устрой ство выполнено в виде двух установленных соосно с контактами коаксиальных труб с гл тсими верхними торцами пружины,размещенной между этими тор цами, ходового винта, расположенного в полости внутренней трубы и имеющего возможность взаимодействия с ее верхнем торцом, фиксатора и ко нечного выключателя, причем внутрен няя труба имеет возможность взаимодействия с фиксатором, кинематически связанным с конечным выключателе Благодаря повышению качества тер мообработки в результате применения изобретения сн -1жаются потери с браком на 4%, за счет увеличения срока службы установки уменьшаются расходы на ремонт и амортизацию в 1,9 раза. Это в совокупности с улучшением других технико-экономических п казателей дает снижение общих приве денных затрат почти на 70%, На чертеже изображена предлагаем установка, общий вид, в момент приж тия болта к контактным электродам, Электроконтактная установка для термообработки болтов содержит стан ну 1, на которой смонтированы основ ные узлы. Подвижные токоподводящие контакты 2 и 3 подсоединены гибкими шинами 4 и 5 (по 3 на каждый) к жестким шинам 6 и 7, подключенным ко вторичной обмотке силового транс форматора (на чертеже не показан), Гибкие шины 4 и 5 набраны из полос медной фольги толщиной 0,2 мм и через изоляг|;ию укреплены одним концом на станине 1„ Неподвижный токоподво дящий контакт 8 соединен со вторичной обмоткой силового трансформатор жесткой шиной 9 и опирается на консоли станины 1, 142 Токоподводящие контакты 2,3 и 8 установлены на разных уровнях и выполнены в виде пустотелых медных дисков, охлаждаемых водой, которая подводится шлангами 10 от системы трубопроводов 11. В конусные отверстия токоподводящих контактов 2,3 и 8 вставленымедные контактные электроды 12-14, закрепленные с помощью гаек. В нижнем контактном электроде 14 выполнено отверстие для прохождения стержня болта и три фигурных выреза, в которые проходят три удлиненных выступа контактного электрода 13. В контактном электроде 13 акже имеется отверстие для прохождения стержня болта. Контактный электрод 12 не имеет отверстия. Нагреваемый болт 15 прижимается опорной поверхностью головки к трем удлиненным выступам контактного электрода 13 и трем коротким выступам контактного электрода 14 и торцом стержня к плоской торцевой поверхности контактного электрода 12. В результате ток к болту подводится в семи точках: в шести на головке и в одной на торце стержня. Контактные электроды 12-14 охлаждаются вследствие теплопроводности через водоохлаждаемые токоподводящие контакты 2,3 и 8. Соосно с токоподводя11151ми контактами установлено загрузочно-зажимное устройство, состоящее из двух коаксиа Гьно расположенных труб 16 и 17, между заглушенными верхними торцами, которых размещена пружина 18. В полости внутренней трубы 17 размещен ходовой винт 19. На открытом нижнем торце трубы 17 укреплен фланец 20, на котором размещены четьфе щариковых подшипника 21 . В нижней части загрузочно-зажимного устройства установлен фиксатор, состоящий из подвижной горизонтальной. фигурной рамки 22, соединенной рычагом 23 с якорем электромагнита 24. Рамка 22 опирается на четыре шарикоподпшпника 25, смонтированных на основании 26. Последнее укреплено с помощью болтов на стойке 27, на которой закреплены также втулки 28 и 29, служащие направляющими труб 16 и 17. На верхнем конце трубы 16 смонтировано опорное устройство болта, вклю3чающее обойму с резьбо 30, навинчи ющуюся на торец трубы 16, опорную шайбу 31, изготовленную из асбоцеме та, вьтуклую и вогнутую сферические шайбы 32 из жароупорной стали, боек 33, проходящий через отверстия шайб 31 и 32. Головка болта 15 опирается на шайбу 31. Винт 19 ввинчивается в гайку 34, выполненную заодно со шкивом, имеющим канавки для клинового ремня. Га ка 34 закреплена в радиальном 36 и упорном 36 шарикоподшипниках. Клиновой ремень охватывает шкив 37, насаженный на ось электродвигателя 38. На стойке 27 размещены верхний 39 и нижний 40 конечные выключатели. Верхний конечньш выключатель 39 через систему реле связаны с электродвигателем 38 и электромагнитом 24, кинематически связанным с рамкой 22 фиксатора. Нижний конечный выключатель 40 через реле связан с электродвигателем 38. Верхний токоподводящий контакт 2 соединен через изоляционные проклад ки с наружным кольцом шарнира Гука 41, внутреннее кольцо которого с по ,мощью рычага 42 связано через пру1жину 43 со штоком и якорем элетромагнита 44.. Шарнирная опора 45 рычага 42 укреплена на станине. Внутреннее кольцо шарнира Гука свя зано с треугольной рамкой 46, коТорая своими углами с помощью трех тяг 47 и пружин 48 соединена через изоляцию Б трех точках со средним токоподводящим контактом 3. Под нижним т окоп од водящим контактом 8 размещено центрирующее уст ройство, состоящее из трех электромагнитов 49, на штоках которых укре лены направлятощие 50, На кронвггейне станины 1 установлен путевой выключатель 51, связанньй через реле с электромагнитами 49. . Под углом к трубе 16 установлен лоток 52, направленный в приемное отверстие крышки 53 закалочного бака 54. Электроконтактная установка для термообработки болтов работает по графику, который выполняется при ручном управлении с помощью кнопок ил автоматически с помощью системы реле Перед пуском подается напряжение в релейную систему, а также вода 4. 4 для охлаждения токоподводящих контактов. В исходном состоянии загрузочнозажимное устройство занимает нижнее крайнее положение, при этом винт 19 нижним концом удерживает конечный выключатель 40 в разомкнутом состоянии, а наружная труба 16 удерживает конечный выключатель 39 в замкнутом состоянии. При этом электромагнит 24 включен, якорь его втянут, а рамка 22 находится в правом крайнем положении так, что через ее отверстие может свободно пройти фланец 20 с шарикоподшипниками 21. Электромагнит 44 отключен и его якорь со штоком, а также левый конец рычага 42, находятся в нижнем крайнем положении. В результате шарнир Гука 41, соединенньй с правым концом рычага 42, оказьгаается в верхнем крайнем положении. Соединенные с шарниром Гука верхний и нижний токоподводяш 1е контакты оказываются также в верхнем крайнем положении. Три электромагнита 49 центрирующего устройства отключены, и направляющие 50, соединенные с их якорями, сведены и. образуют отверстие для пропуска стержня болта. Операция термообработки начина-ч ется с установки болта 15 на шайбу 31, что осуществляется вручную или с помощью автоматического питателя. : Включается питание электродвигателя 38, который вращает гайку 34 и поднимает винт 19. При этом болт 15 приближается к токоподводящим контактам 8,3 и 2. Направляющие 50 центрирующего устройства направляют стержень болта в отверстия контактных электродов 13 и 14. При расстоянии 20-30 мм между торцом обоймы 30 и направляющими 50 замыкается с помощью выступа на трубе 16 путевой выключатель 51 и включается питание трех электромагнитов 19, которые разводят направляюгцие 50 и освобождают место для прохождения опорного устройства с болтом 15. Подойдя к контактному электроду 14, болт 15 опорной поверхностью головки плавно прижимается к трем выступам контактного электрода 14. Плавность прижима болта обеспечивается благодаря регламентированной скоро- . сти движения винта 19, с одной стороны, и сжатию пружины 18, с другой. 51 Так как верхний 2 и средний 3 кон такты подняты, их электроды 12 и 13 не касаются болта. Сферические шайбы 32 позволяют болту попериуться при прижиме так, что три контактные точки выступов электрода 14 совмещаются с плоской опорной поверхностью головки болта. В результате усилие, развиваемое парой винт 19 - гайка ЗД распределяется равномерно по трем выступам контактного электрода 14. При достижении трубой 16 верхнего крайнего положения ее нижний конец сходит с поводка конечного выключателя 39, контакты которого размыкаются, и через реле выключают электродвигатель 38. Винт 19 останав ливается. Одновременно через реле выключается электромагнит 24 и его подпружиненный шток через рычаг 23 отводит рамку 22 в левое крайнее положение. При этом под четыре шарикоподшипника 21, укрепленных на флан це 20, подводятся опорные выступы рамки 22. По команде от реле времени выключается обратный ход электродвигателя 38 и винт 19 опускается. Дойд до нижнего крайнего положения, винт 19 своим торцом нажимает поводок конечного выключателя 40, который ра мыкает свои контакты и дает команду на остановку электродвигателя 38 и винта 19. Болт 15 остается в верхнем крайнем положении, поскольку тру ба 17 удерживается фигурной рамкой 22, опираюш;ейся на шарикоподшипники 25, укрепленные на основании 26. По команде от реле времени выключается электромагнит 44 и поднимает через пружину 43 левое плечо рычага 42. При этом правое плечо рычага 42 опускается и перемеш;ает вниз шарнир Гука 41 и связанный с ним верхний токоподводящий контакт 2. Контактный электрод 12 при этом своим плосКИМ торцом плавно прижимается к плос кому торцу стержня болта 15. Усили прижатия определяется величиной сжатия пружины 43 и регулируется переме щением гайки на конце штока электромагнита 44.Благодаря тому, что токоподводя,щий контакт 2 подвешен на гиб ких шинах 5 и шарнире Гука 41, он може.т свободно поворачиваться в двух взаимно перпендикулярных плоскостях Это позволяет совместить плоскости торцов контактного электрода 12 и стержня болта 15, что обеспечивает наибольшую контактную поверхность. 46 При опускании правого плеча ры- : чага 42 перемещается вниз треугольная рамка 46, шарнирно связанная с внутренней трубой шарнира Гука 41 и с рычагом 42. Рамка 46 опускает три тяги 47, которые через пр окины 48 и токоподводящий контакт 3 прижимают три удлиненных выступа контактного электрода 13 к опорной плоскости головки болта 15. Благодаря тому, что средний контакт 3 подвешен на гибких шинах 4 и подпружинен в трех точках, он может поворачиваться в двух взаимно перпендикулярных плоскостях, параллельных продольной оси болта, В результате три контактные точки выступов электрода 13 совмещаются с плоской опорной поверхностью головки болта 15. Это обеспечивает равномерное распределение усилий по трем удлиненным выступам контактного электрода 13. Величина этих усилий определяется сжатием трех пружин 48 и регулируется перемещением гаек на концах тяг 47. После прижатия к болту контактных электродов 12 и 13 следует короткая пауза, а затем включается питание силового трансформатора. При этом на болт со вторичной обмотки трансформатора подается два напряжения: одно полное на стержень болта (между контактами 2 и 8) и другое частичное на головку (между контактами 3 и 8). В результате болт равномерно нагревается до температуры закалки (850-1050°С) или отпуска (ЗОО-бОО С) в зависимости от времени нагрева. Температура в пределах указанных диапазонов выбирается в зави.симости от марки стали и скорости нагрева. После достижения требуемой технологической температуры по команде от пирометра или реле времени происходит отключение питания силового трансформатора, а затем включается электромагнит 24 и отводит рамку 22 в правое крайнее положение. При этом освобождается от опоры фланец 20, и трубы 16 и 17 с укрепленными на них деталями и болтом 15 падают. Нагретый болт теряетконтакт с водоохлаждаемыми электродами в начале падения. Таким образом, до минимума сокращается остывание болта. Благодаря зазорам во втулках 28 1И 29, падение %1роисходит быстро с ускорением, почти равным свободному падению, и занимает примерно 0,2 с Ускоренному падению способствует пружина 18, которая при отходе рамки 22 разжимается и толкает вниз трубу 17. В нижнем крайнем положении при ударе верхнего торца трубы 17 о торец винта 19 пружина 18 сжимается и поводок бойка 33 ударяется о торец втулки 28. При ударе боек выходит из гнезда и ударяет скошенным концом головку болта 15. Поскольку точка удара не лежит на оси болта. то при ударе болт выталкивается из гнезда обоймы 30 и опрокидывается на лоток 2, а затем скатывается в приемное отверстие крыпки 53 закалочного бака 54, открыв при ударе шторку отверстия крышки 53. Закалочный бак заполнен жидкостью, которая выбирается в зависимости от марки стали болта 15 (вода, масло и Др.). В случае отпуска болтов бак 54 не заполняется жидкостью. После сброса болта в бак 54 все узлы установки оказываются в исходном положении.
4V
Л-
| название | год | авторы | номер документа |
|---|---|---|---|
| Двухпозиционный агрегат для электроконтактной термообработки профильного проката | 1983 |
|
SU1068504A1 |
| Костылезапрессовщик | 1984 |
|
SU1216269A1 |
| Электроконтактная установка для термообработки болтов | 1976 |
|
SU655732A1 |
| ЭЛЕКТРОКОНТАКТНЫЙ УЗЕЛ ЭЛЕКТРОЛИЗЕРА ДЛЯ ПОЛУЧЕНИЯ МАГНИЯ | 2005 |
|
RU2290459C1 |
| Установка для восстановления упругости пружин | 1977 |
|
SU740842A1 |
| Подпрессовщик брикетного пресса | 1987 |
|
SU1500507A1 |
| Устройство для образования попереч-НыХ шВОВ HA ТЕРМОСВАРиВАЕМыХ РуКАВАХи ОТРЕзАНия гОТОВыХ пАКЕТОВ | 1979 |
|
SU806540A1 |
| Устройство для обработки обода колес рельсового транспорта без демонтажа колесных пар | 1988 |
|
SU1639934A1 |
| Устройство для термокомпрессионной сварки | 1973 |
|
SU499072A1 |
| Узел крепления расходуемого электрода дуговой электропечи | 1978 |
|
SU752821A1 |
ЭЛЕКТРОКОНТАКТНАЯ YCiAHOBКА ДЛЯ ТЕРМООБРАБОТКИ БОЛТОВ, содержащая станину, контакты, расположенные на разных уровнях, и загрузочно-зажинное устройство, установленное соосно с контактами, о тличающаяся тем, что, с целью повышения качества термообработки и увеличения срока службы установки,, загрузочно-зажимное устройство вь-полнено в виде двух установленных соосно с контактами коаксиальнъп: труб с глухими верхними торцани, пружины, размещенной между этими торцами, ходового винта, расположенного в полости внутренней трубы и имеющего возможностьвзаимодействия с ее верхним торцом, фиксатора и конечного выключателя, причем внутренняя труба имеет возможность взаимодействия с фиксато(Л ром, кинематически связанным с конечным выключателем.
| Автомат для электронагрева заклепок | 1960 |
|
SU134354A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Электроконтактная установка для термообработки болтов | 1976 |
|
SU655732A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
