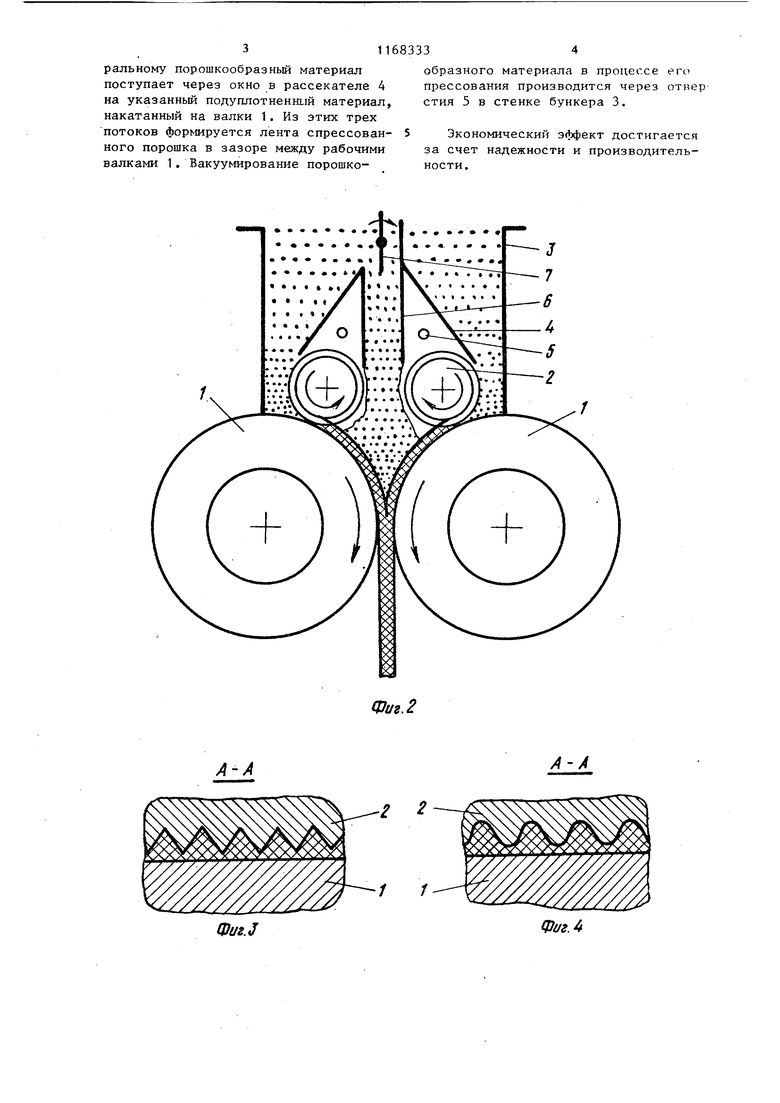
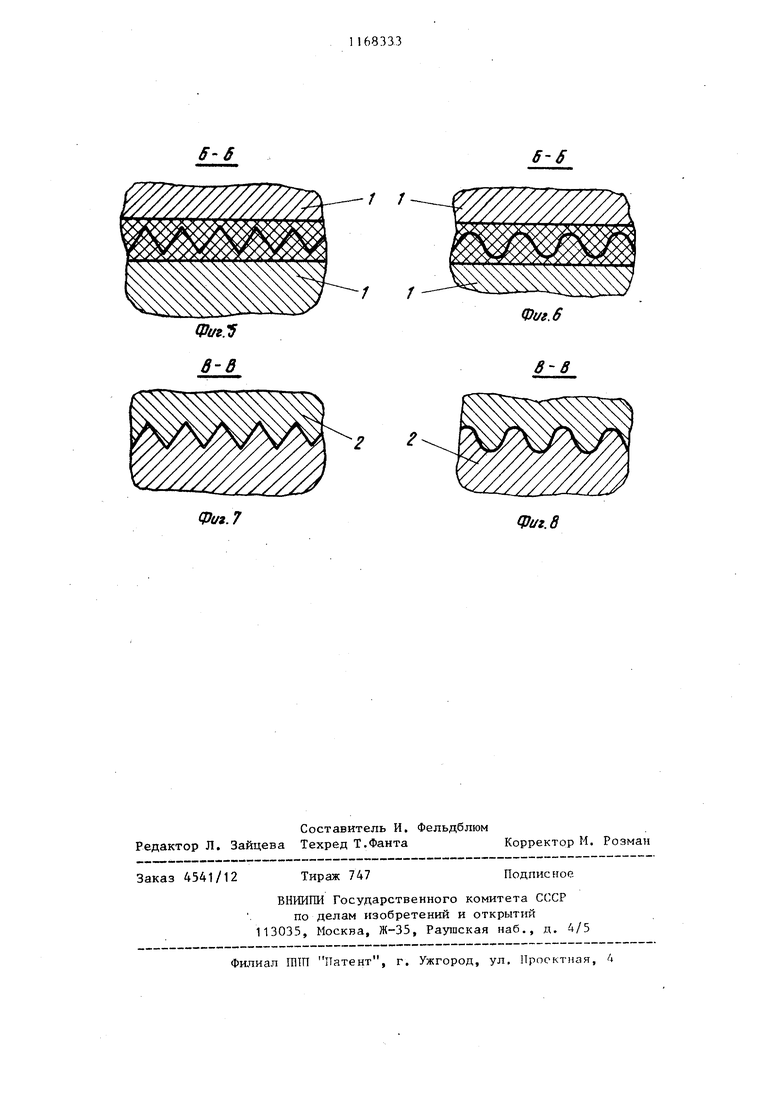
2.Пресс по п. 1, отличающийся тем, что в сечении рифления ограничены прямыми линиями.
3.Пресс по п. 2, о т л и ч а rant и и с я тем, что в сечении рифления выполнены треугольными.
4.Пресс по п. 1, о т л и ч а ющ и и с я тем, что в сечении рифления ограничены кривыми. .
5. Пресс по п. 4, отличающийся тем, что в сечении рифления выполнены синусоидальными,
6. Пресс по п. 1, отличающийся тем, что рассекатель выполнен с окном в верхней части, а вспомогательные валки установлены с зазором по наружному диаметру рифлений.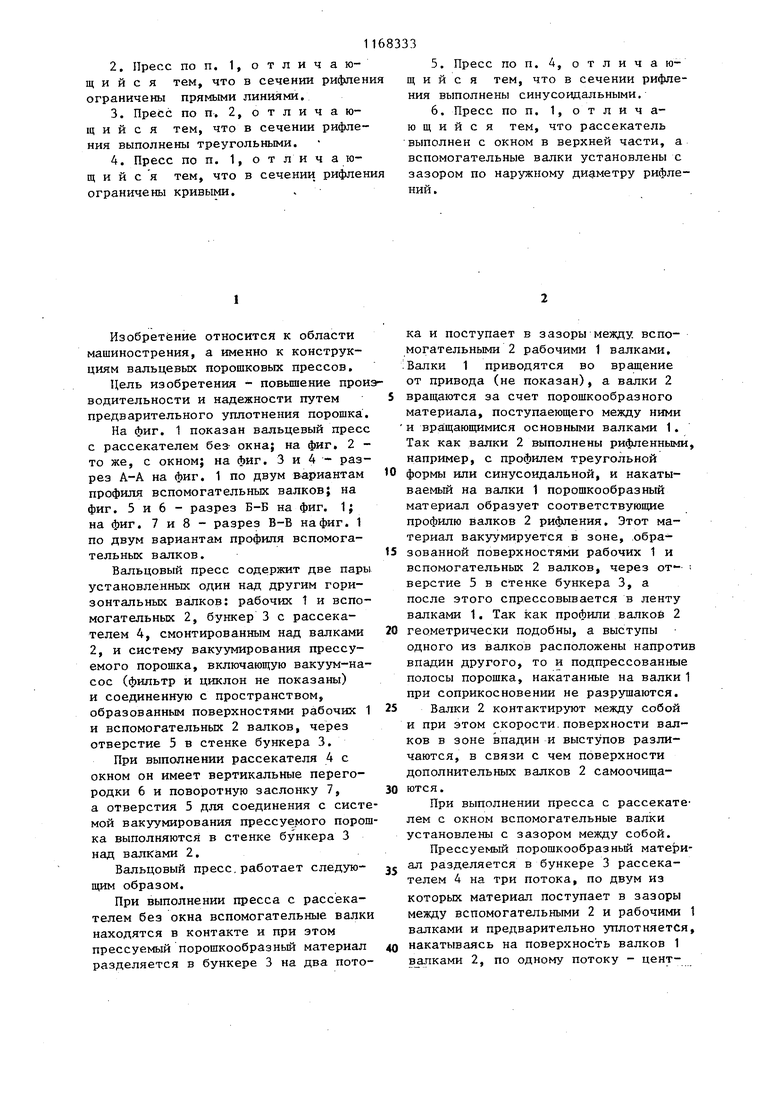
| название | год | авторы | номер документа |
|---|---|---|---|
| ВАЛЬЦОВЫЙ ПРЕСС ДЛЯ БРИКЕТИРОВАНИЯ ПОРОШКООБРАЗНЫХ МАТЕРИАЛОВ | 2001 |
|
RU2204486C2 |
| Вальцовый пресс | 1983 |
|
SU1150055A1 |
| Устройство для прессованияпОРОшКООбРАзНОгО МАТЕРиАлА | 1979 |
|
SU831163A1 |
| Штемпельный пресс | 1985 |
|
SU1387910A1 |
| Вальцевый пресс | 1983 |
|
SU1130441A1 |
| Вальцевый пресс | 1983 |
|
SU1130440A1 |
| ИЗМЕЛЬЧИТЕЛЬ СЫПУЧИХ МАТЕРИАЛОВ | 2007 |
|
RU2343001C1 |
| Прокатный стан | 1983 |
|
SU1166893A1 |
| Вальцевый пресс | 1983 |
|
SU1147517A1 |
| Рулонный пресс-подборщик | 1977 |
|
SU792620A1 |
1. ВАЛЬЦОВЫЙ ПРЕСС, содержащий установленные с возможностью вращения навстречу один к другому рабочие валки, бункер и размещенные в нем вспомогательные валки и рассекатель, а также систему вакуумирова.ния порошка, отличающийся тем, что, с целью повьш1ения производительности и надежности путем предварительного уплотнения порошка, вспомогательные валки выполнены рифлеными с геометрически подобными профилями, причем йыступы рифлений одного из валков расположены напротив впадин другого. (Л О) СХ5 САЗ СО СА:)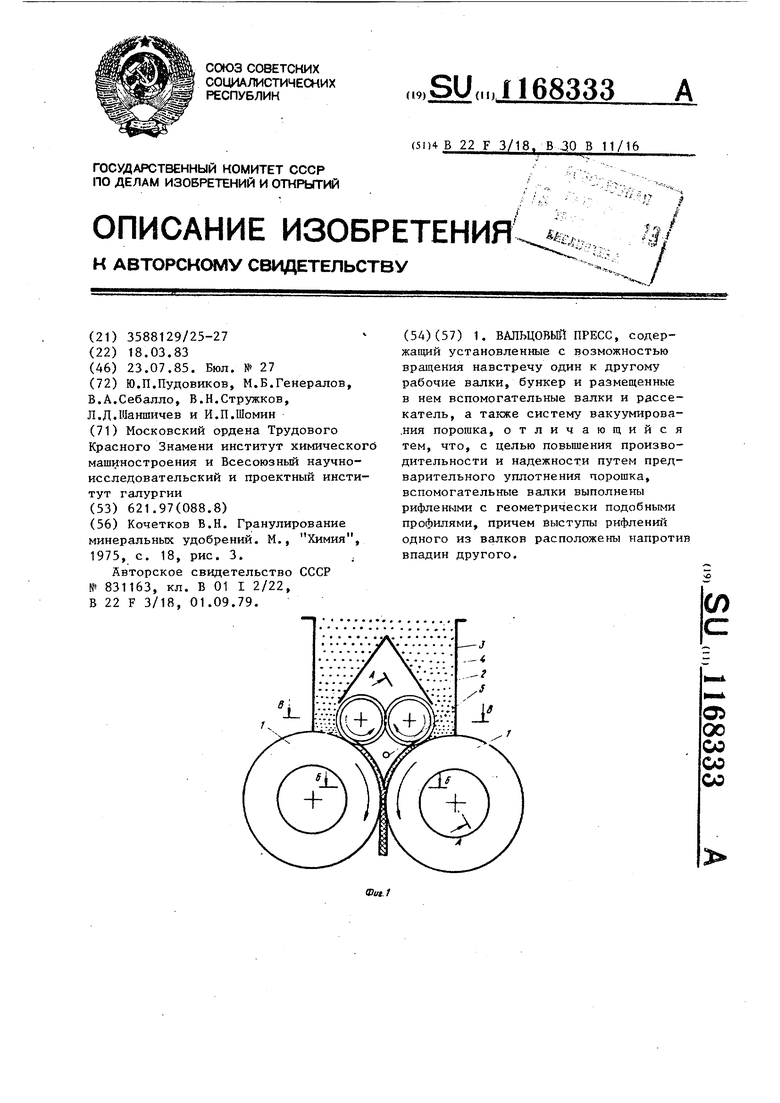
Изобретение относится к области машинострения, а именно к конструкциям вальцевых порошковых прессов. Цель изобретения - повышение про водительности и надежности путем предварительного уплотнения порошка На фиг. 1 показан вальцевый прес с рассекателем без- окна; на фиг. 2 то же, с окном; на фиг. 3 и 4 - раз рез А-А на фиг. 1 по двум вариантам профиля вспомогательных валков; на фиг. 5 и 6 - разрез Б-Б на фиг. 1; на фиг. 7 и 8 - разрез Б-В на фиг. 1 по двум вариантам профиля вспомогательных валков. Вальцовый пресс содержит две пар установленных один над другим горизонтальных валков: рабочих 1 и вспо могательных 2, бункер 3 с рассекателем 4, смонтированным над валками 2, и систему вакуумирования прессуемого порошка, включающую вакуум-на сос (фильтр и циклон не показаны) и соединенную с пространством, образованным поверхностями рабочих и вспомогательных 2 валков, через отверстие 5 в стенке бункера 3. При выполнении рассекателя 4 с окном он имеет вертикальные перегородки 6 и поворотную заслонку 7, а отверстия 5 для соединения с сист мой вакуумирования прессуе.мого поро ка выполняются в стенке бункера 3 над валками 2. Вальцовый пресс, работает следующим образом. При выполнении пресса с рассекателем без окна вспомогательные валк находятся в контакте и при этом прессуемый порошкообразный материал разделяется в бункере 3 на два пото ка и поступает в зазоры между вспомогательными 2 рабочими 1 валками. Валки 1 приводятся во вращение от привода (не показан), а валки 2 вращаются за счет порошкообразного материала, поступаеющего между ними и вращающимися основными валками 1. Так как валки 2 выполнены рифленными, например, с профилем треугольной формы или синусоидальной, и накатываемый на валки 1 порошкообразный материал образует соответствующие профилю валков 2 рифления. Этот материал вакуумируется в зоне, .образованной поверхностями рабочих 1 и вспомогательных 2 валков, через от- ; верстие 5 в стенке бункера 3, а после этого спрессовывается в ленту валками 1. Так как профили валкой 2 геометрически подобны, а выступы одного из валков расположены напротив впадин другого, то и подпрессованные полосы порощка, накатанные на валки 1 при соприкосновении не разрушаются. Валки 2 контактируют между собой и при этом скорости.поверхности валков в зоне впадин и выступов различаются, в связи с чем поверхности дополнительных валков 2 самоочищаются. При выполнении пресса с рассекателем с окном вспомогательные валки установлены с зазором между собой. Прессуемый порошкообразный матернал разделяется в бункере 3 рассекателем 4 на три потока, по двум из которых материал поступает в зазоры между вспомогательными 2 и рабочими 1 валками и предварительно уплотняется, накатываясь на поверхность валков 1 вилками 2, по одному потоку - центральному порошкообразный материал поступает через окно в рассекателе 4 на указанный подуплотненный материал, накатанный на валки 1. Из этих трех потоков форьшруется лента спрессованного порошка в зазоре между рабочими валками 1. Вакуумирование порошкообразного материала в процессе ert) прессования производится через отнер стия 5 в стенке бункера 3.
Экономический эффект достигается за счет надежности и производительности.
А-А
А-А
Cf)U2.J
г 2
1 1
Фиг Л
S-6
6-6
ф{/г.7
Фиг. 8
| Кочетков В.Н | |||
| Гранулирование минеральных удобрений | |||
| М., Химия, 1975, с | |||
| Способ использования делительного аппарата ровничных (чесальных) машин, предназначенных для мериносовой шерсти, с целью переработки на них грубых шерстей | 1921 |
|
SU18A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Устройство для прессованияпОРОшКООбРАзНОгО МАТЕРиАлА | 1979 |
|
SU831163A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
