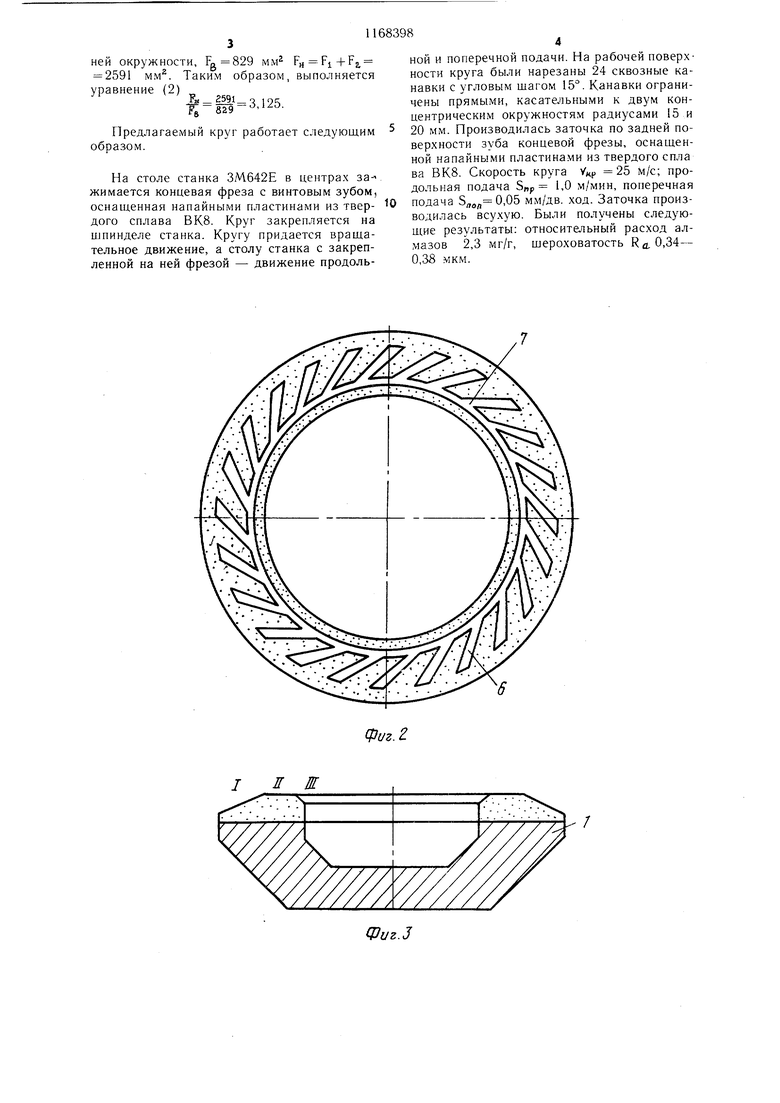
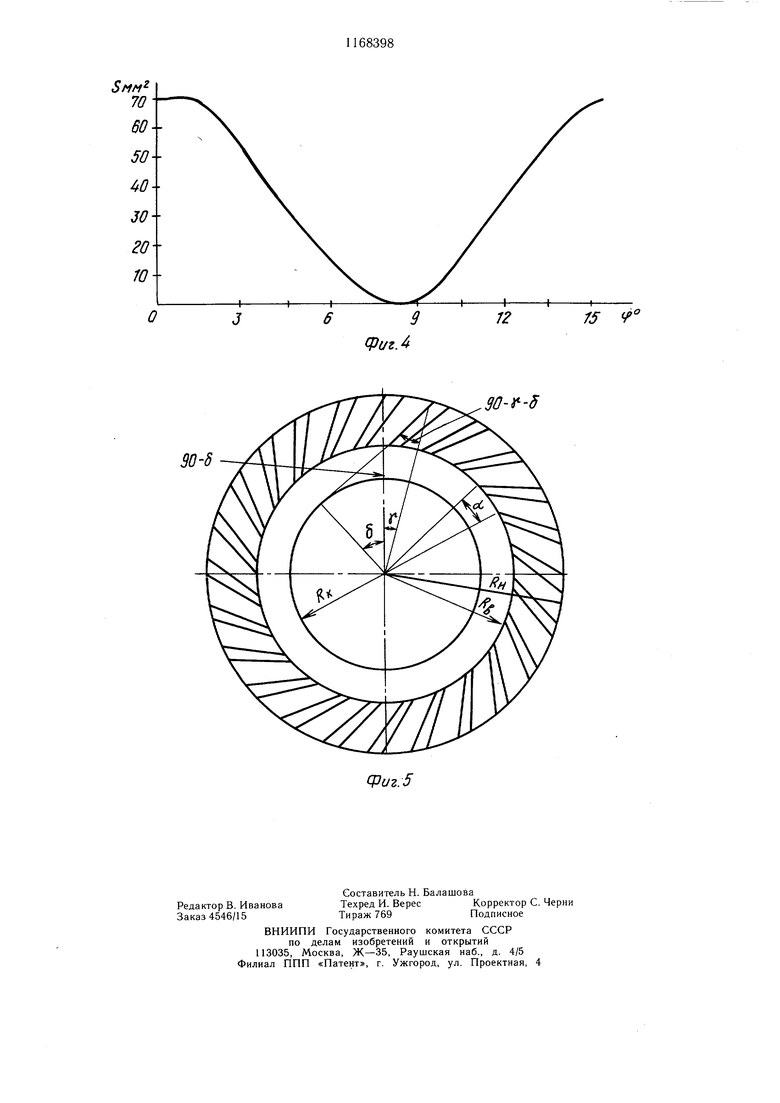
Изобретение относится к абразивным инструментам для шлифования торцом круга методом нродольной подачи. Целью изобретения является повышение износостойкости круга и структуры обработанной поверхности за счет снижения температуры в зоне резания. На фиг. 1 показан абразивный чашечный круг без кольцевой канавки; на фкг. 2 - торцовая рабочая поверхность круга с кольцевой канавкой; на фиг. 3 - сечение чашечного круга с приработанным рабочи.м слоем; на фиг. 4 - график изменения площади перекрытия в зависи.мости от угла поворота круга; на фиг. 5 - торцовая рабочая поверхность прерывистого круга. Круг содержит корпус 1, на торце которого закренлен абразивный рабочий слой 2. Режу|цие слои, примыкающие к внутренней 3 и внещней 4 окружностям, выполнены сплои:ными. Между ними расположен слой 5 с равными и равномерно расположенными наклонными канавка.ми 6. Радиус концентрической окружности, к которой касательны прямые, ограничивающие канавки, определяется но формуле (y+arcsin (RH- h - в), (i) где RK-радиус концентрической окружности, к которТ)й касательны пря.мые, ограничивающие наклонные канавки; R,j-радиус наружной окружности h-ширина сплошного слоя, нримыкающего к наружной окружности круга; - ширина слоя с наклонными канавками;Т -угловой шаг наклонных канавок. При этом выдерживается соотношение между суммарной площадью рабочей повер.хности сплошного слоя, прилегающего к наружной окружности, и рабочего слоя с наклонными канавками и площадью рабочей поверхности снлошного слоя, прилегающего к внутренней окружности. Это отношение находится в пределах f 3-4 Кроме того, иа поверхности сплошного слоя, прилегаюшего к внйренней окружности, может быть выполнена кольцевая канавка 7 шириной не более 0,1 В, причем кольцевая канавка выполнена прилегающей к слою с наклонными канавками (фиг. 2), В - ширина круга. Исследованиями показано, что профиль рабочей части круга при торцовом шлифовании методом продольной подачи состоит в общем случае из трех частей (фиг. 3). При это.м отношение площади, обратного конуса (участок Ш) к площади остальной части круга не превыщает 0,2. Следовательно, канавки как наклонные, так и кольцевая будут находиться в пределах участков I и 11. Поскольку основная часть припуска снимается при прямом ходе, то наибольшая темнература развивается нри прямом ходе. Температура, возникающая при обратном ходе, в 1,5-2 раза ниже и не оказывает существенного влияния на физико-.механическое состояние поверхностного слоя. Поэтому целесообразно выполнить рабочий слой, нрилегающий к внутренней окружности круга, сплошны.м. Сплошной рабочий слой на наружной поверхности круга обеспечит безударную работу в момент соприкосновения предлагаемого круга с деталью в начальный нериод работы. Слой с канавками располагается на участках 1 и II (фиг. 3), т.е. слой с канавка.ми касается с деталью во время прямого хода, когда теплонапряженность процесса наибольшая. При этом, несмотря на наличие канавок, температура никогда не снизится до О, а будет непрерывно возрастать. Для дальнейшего понижения температуры на поверхности сплоц ного слоя, примыкаюшего к внутренней окружности, выполнена кольцевая .канавка (фиг. 2). Поскольку нродольная подача на 3-4 порядка меньи е скорости вращения Kpyia, то время охлаждения при прохождении кольцевой канавки также будет на 3-4 порядка выще. Этого будет достаточно для уменьщения температуры. Был изготовлен чашечный круг. Для этого на торцовой рабочей поверхности алмазного круга формы 12А2 типоразмера 2724-0040 ГОСТ 16172-80 с характеристикой рабочего слоя АС4 (.ДСР) 125/100-Б1-100 были нарезаны равные и равномерно расположенные наклонные и кольцевая канавки. Радиус наружной окружности м.м. Ширина сплошного слоя, прилегающего к наружной поверхности круга, h 2. Ширина слоя с наклонными канавками в 5. Радиус окружности, к которой касательны прямые, ограничивающие наклонные канавки, R.. 67,40655. Ширина кольцевой канавки составляет 1,0 мм. Угловой шаг наклонных канавок У 15°. Длина дуги каждой наклонной канавки на окружности радиуса h 73 составляет 5 м.м. Таким образом, вынол 1яется уравнение (Г 67,0655 15°-f arcsin Т5-2 Т5-2-5 0,991273 sin (15°+67° 25 0,991273 0,991273. Площадь рабочей поверхности сплошного слоя, примыкающего к наружной поверхности составляет Fj 900 мм. Площадь рабочей поверхности слоя с канавка.ми составляет F2, 1661 .мм. Площадь сплощного слоя, примыкающего к внутренней окружности, мм Рц +,, 2591 мм. Таким образом, выполняется уравнение (2)
f:
-Ц. 3,125,
Предлагаемый круг работает следующим образом.
На столе станка ЗМ642Е в центрах зажимается концевая фреза с винтовым зубом, оснащенная напайными пластинами из твердого сплава ВК8. Круг закрепляется на шпинделе станка. Кругу придается вращательное движение, а столу станка с закрепленной на ней фрезой - движение продольной и поперечной подачи. На рабочей поверхности круга были нарезаны 24 сквозные канавки с угловым щагом 15°. Канавки ограничены прямыми, касательными к двум концентрическим окружностям радиусами 15 и 20 мм. Производилась заточка по задней поверхности зуба концевой фрезы, оснащенной напайными пластинами из твердого спла ва ВК8. Скорость круга V«p 25 м/с; продольная подача 5вр 1,0 м/мин, поперечная подача 5„дд 0,05 мм/дв. ход. Заточка производилась всухую. Были получены следующие результаты: относительный расход ал.мазов 2,3 мг/г, шероховатость R д. 0,34- 0,38 мкм.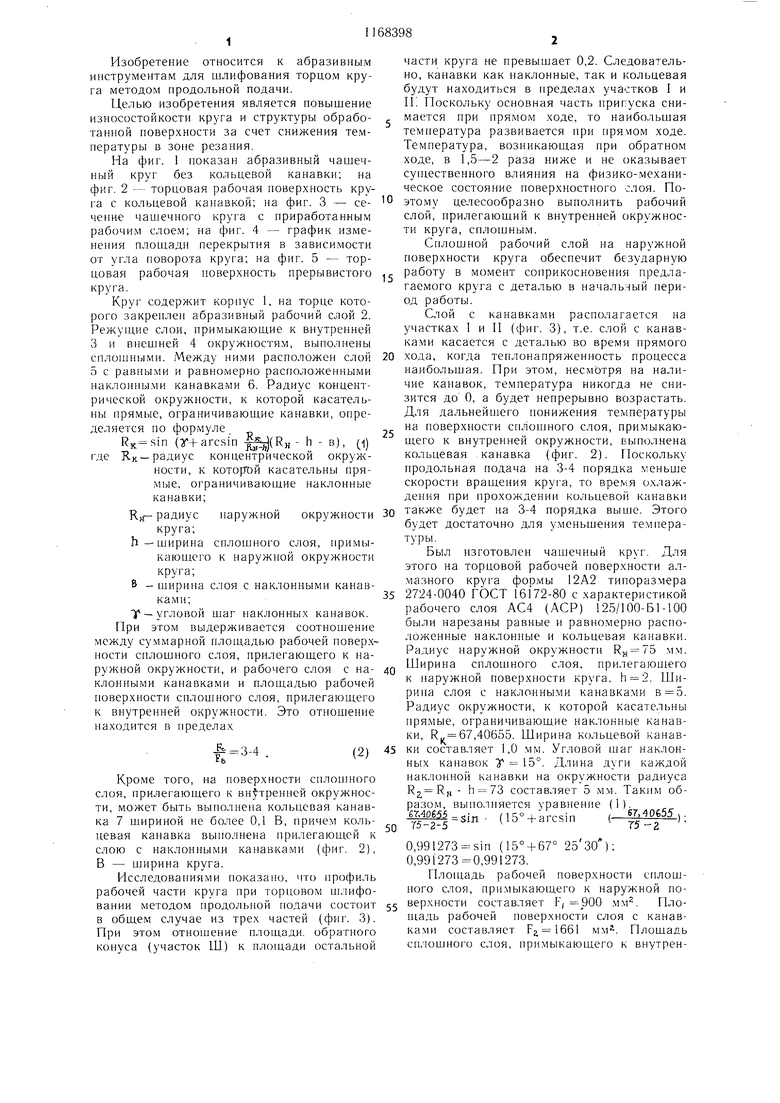
| название | год | авторы | номер документа |
|---|---|---|---|
| Прерывистый абразивный инструмент | 1982 |
|
SU1155437A1 |
| Абразивный чашечный круг | 1986 |
|
SU1421423A1 |
| Способ прерывистого торцового алмазно-абразивного шлифования | 1983 |
|
SU1106648A1 |
| Способ шлифования плоских поверхностей | 1987 |
|
SU1535701A1 |
| ЗУБЧАТЫЙ АЛМАЗНО-АБРАЗИВНЫЙ ИНСТРУМЕНТ С ИМПРЕГНАТОРОМ | 2004 |
|
RU2273552C1 |
| АБРАЗИВНО-АЛМАЗНЫЙ ИНСТРУМЕНТ ДЛЯ ЭЛЕКТРОКОНТАКТНОГО ЗУБОХОНИНГОВАНИЯ С ИМПРЕГНАТОРОМ | 2004 |
|
RU2273551C1 |
| НАСАДКА ШЛИФОВАЛЬНАЯ И ПОЛИРОВАЛЬНАЯ, ЕЕ ДИСКОВЫЕ РАБОЧИЕ ОРГАНЫ (ВАРИАНТЫ), КОНУСООБРАЗНЫЕ СМЕННЫЕ АБРАЗИВНЫЕ И ПОЛИРОВАЛЬНЫЕ ИНСТРУМЕНТЫ (ВАРИАНТЫ) | 2000 |
|
RU2201861C2 |
| Шлифовальный круг для скоростного шлифования | 1989 |
|
SU1741604A3 |
| Шлифовальный круг | 1981 |
|
SU1006198A1 |
| Сборный торцовый абразивный круг | 1985 |
|
SU1281393A1 |
1. АБРАЗИВНЫЙ КРУГ для торцового шлифования, содержащий корпус с закрепленным на нем кольцевым абразивным слоем, на котором выполнены наклонные с равномерным угловым шагом канавки, ограниченные касательными к концентрической окружности, отличающийся тем, что, с целью повышения износостойкости круга, абразивные слои, прилегающие к внутренней и внешней окружностям слоя, выполнены сплошными, а радиус концентрической окружности, к которой касательны прямые, ограничивающие канавки, определяется по формуле R Sin 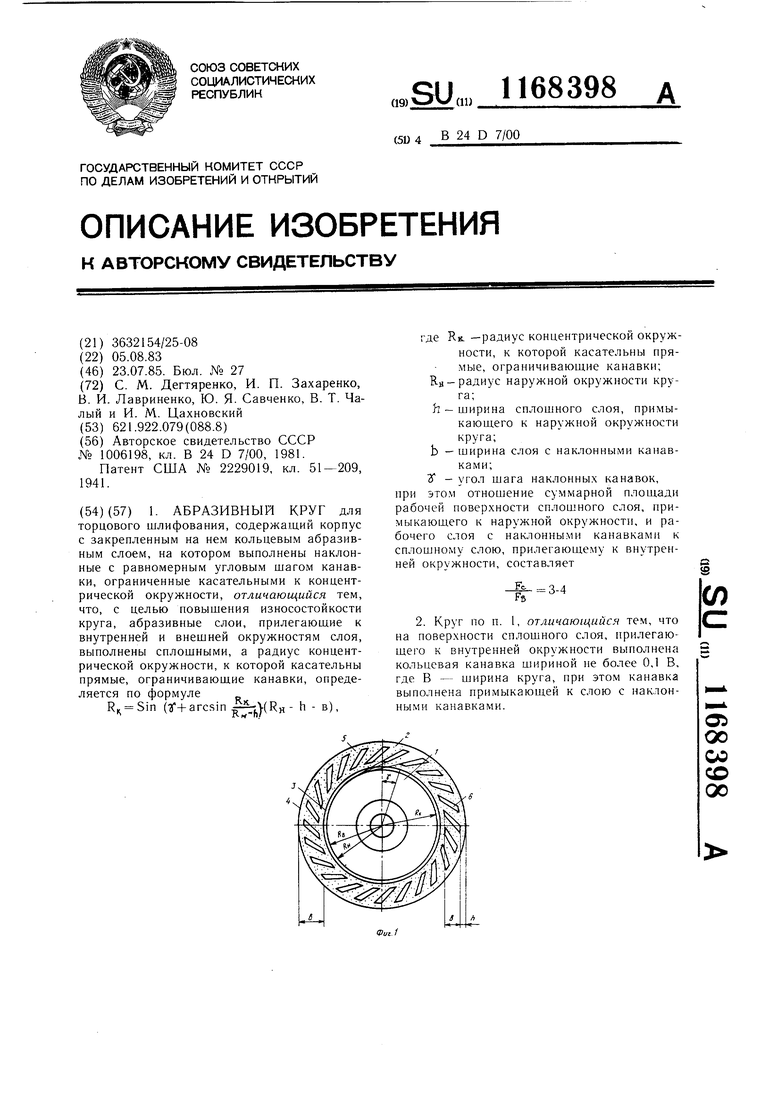
I I ж
Фиг.З
30-У--5
сриг.5
| Шлифовальный круг | 1981 |
|
SU1006198A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
| СПОСОБ ВЫЗОВА ПРИТОКА ГАЗА ИЗ ГОРИЗОНТАЛЬНОГО УЧАСТКА СТВОЛА СКВАЖИНЫ | 2001 |
|
RU2229019C2 |
| Способ запрессовки не выдержавших гидравлической пробы отливок | 1923 |
|
SU51A1 |
