1
Изобретение относится к промьшшен ности строительства и стройматеризлов, к стекольному производству и может быть использовано для изготовления стеклоизделий выдувным способом на газовой подушке.
Цель изобретения - повышение качества стеклоизделий.
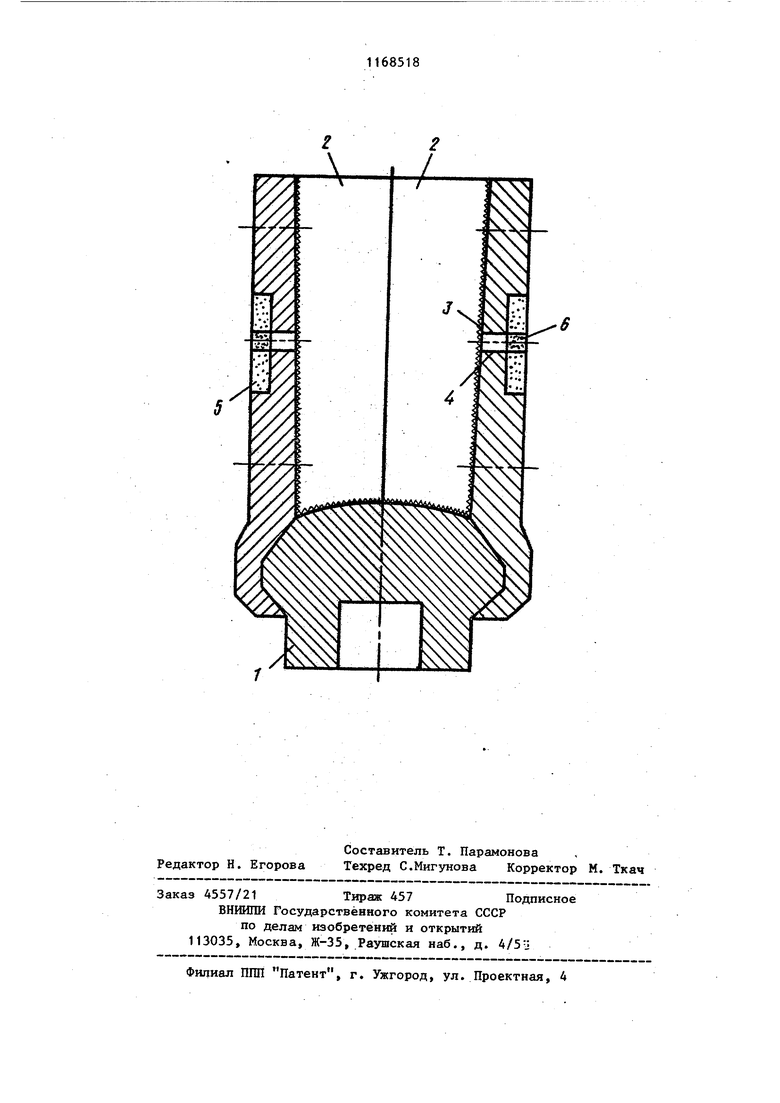
На чертеже представлена форма для изготовления стеклоизделий, общий вид.
Форма содержит поддон 1, установленный в нижней части корпуса 2, пок рытого Слоем органической обмазки 3, и каналы 4 для выхода газа, закрытые пористыми пластинами 5, состоя щими из двух видов пористых материа лов, причем пористый материал 6, закрывающий отверстие канала, выполнен с меньшим размером пор.
В процессе работы форма периодически Смачивается водой, которая при этом орошает ее поверхность и аккумУ лируется материалом органической обмазки 3, а также пропитывает материал пористых пластин 5. Набранная порция стекла, предварительно сформованная в пульку, вводится в рабочую полость формы.
По мере приближения расплавленного стекла к поверхности формы органические составляющие обмазки 3 выгорают, одновременно происходит испарение воды, аккумулированной обмазкой. Вода, находящаяся в порах пористых пластин 5, не испытьтает фазовых превращений в. силу своей удаленности от зоны формования.
По мере заполнения стеклом рабочей полости формы и приближению
685182
стекла к ее стенкам в зазоре между ними генерируется избыточное давление, величина которого определяет качество поверхности стеклоизде5 ЛИЙ;
Если давление газа в прослойке вьше оптимального, на поверхности стеклоизделия образуются характерно ные дефекты в виде вмятин. Если давление газа в прослойке ниже оп.тимального, на поверхности стеклоизделия образуются характерные дефекты в ввде черчености и крученос15 ти.
В том случае, если величина давления газа в зазоре меньше давления срабатывания клапана, вода под действием Капиллярного давления 20 удерживается в его порах, преграж-, дан тем самым истечение газа из зоны формования (клапан закрыт).
При достижении давления срабатывания, превьш1ающего величину оптимального давления газа в зазоре и равного капиллярному давлению в слое с порами меньшего размера, расположенном напротив отверстия, жидкость частично вытесняется из 0 пор пористой пластины, открывая доступ газу из зазора (клапан открыт).
Как только давление в зазоре , упадет ниже давления срабатывания, жидкость под действием капиллярных сип переместится из периферийных частей, имеющих больший средний размер пор, в центральные части 0 пластин, прерывая истечение газа
из зоны формования (клапан закрыт).
| название | год | авторы | номер документа |
|---|---|---|---|
| Форма для изготовления стеклоизделий | 1978 |
|
SU933641A1 |
| Форма для изготовления стеклоизделий | 1987 |
|
SU1643481A1 |
| Форма для изготовления стеклоизделий | 1982 |
|
SU1031920A1 |
| Форма для изготовления стеклоизделий | 1977 |
|
SU631462A1 |
| УСТРОЙСТВО ДЛЯ КОСВЕННО-ИСПАРИТЕЛЬНОГО ОХЛАЖДЕНИЯ ВОЗДУХА | 2004 |
|
RU2280817C2 |
| Форма для изготовления изделий из стекла | 1984 |
|
SU1175890A1 |
| Форма для прессования изделий из стекла | 1977 |
|
SU618345A1 |
| Устройство для формования изделий | 1978 |
|
SU876556A1 |
| Устройство для моллирования стеклоизделий | 1984 |
|
SU1168521A1 |
| Форма для изготовления стеклоизделий | 1978 |
|
SU781183A2 |
ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ СТЕКЛОИЗДЕЛИЙ, имеющая поддон и корпус со сквозньми каналами в его теле и слоем органической обмазки на рабочей поверхности, отличающаяся тем, что, с целью повышения качества стеклоизделий. корпус снабжен пористыми пластинами, расположенными в выемках его наружной поверхности в области каналов и закрывающими их, причем каждая пластина выполнена с центральной частью, размеры пор г которой меньше пор периферийной части и равны op ,. где /jP - избыточное давление в газовой подушке, соответствующее получению качественных стеклоизделий; сл (э - поверхностное натяжение на границе твердое тело-жидкость; 0 - краевой угол смачивания жидкостью материала пористой пластины. сь 00 сл
| Форма для изготовления изделий | 1971 |
|
SU443001A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Форма для изготовления изделий | 1977 |
|
SU636195A1 |
