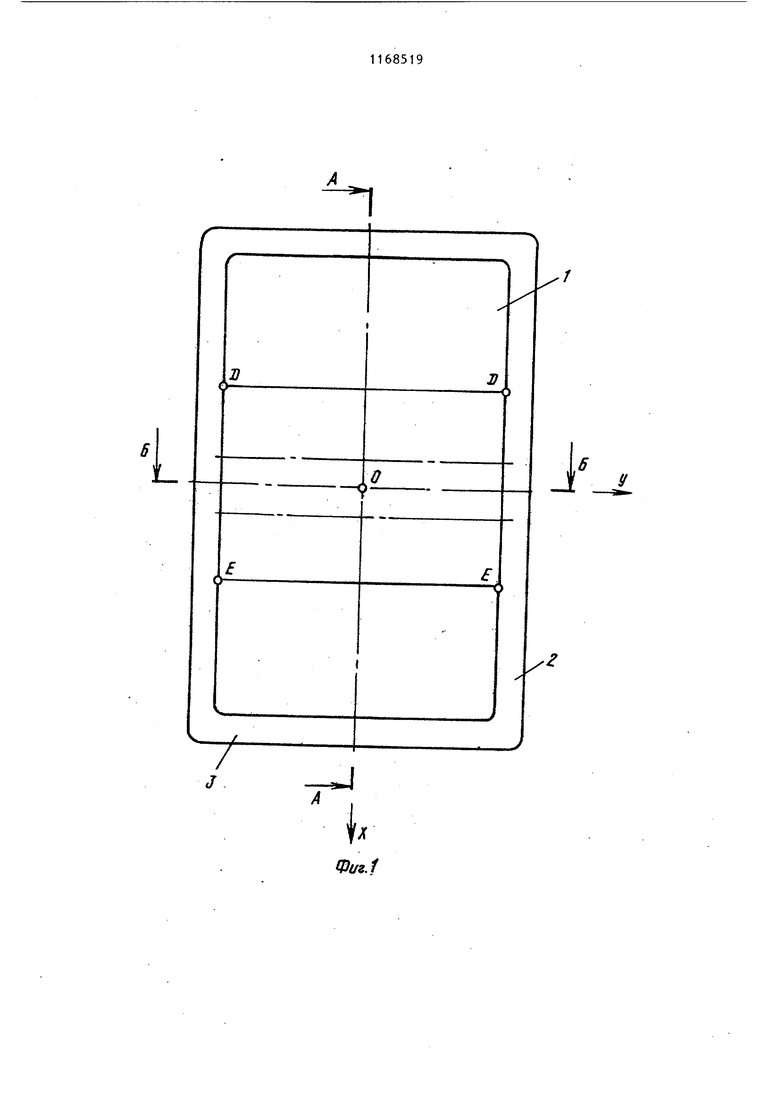
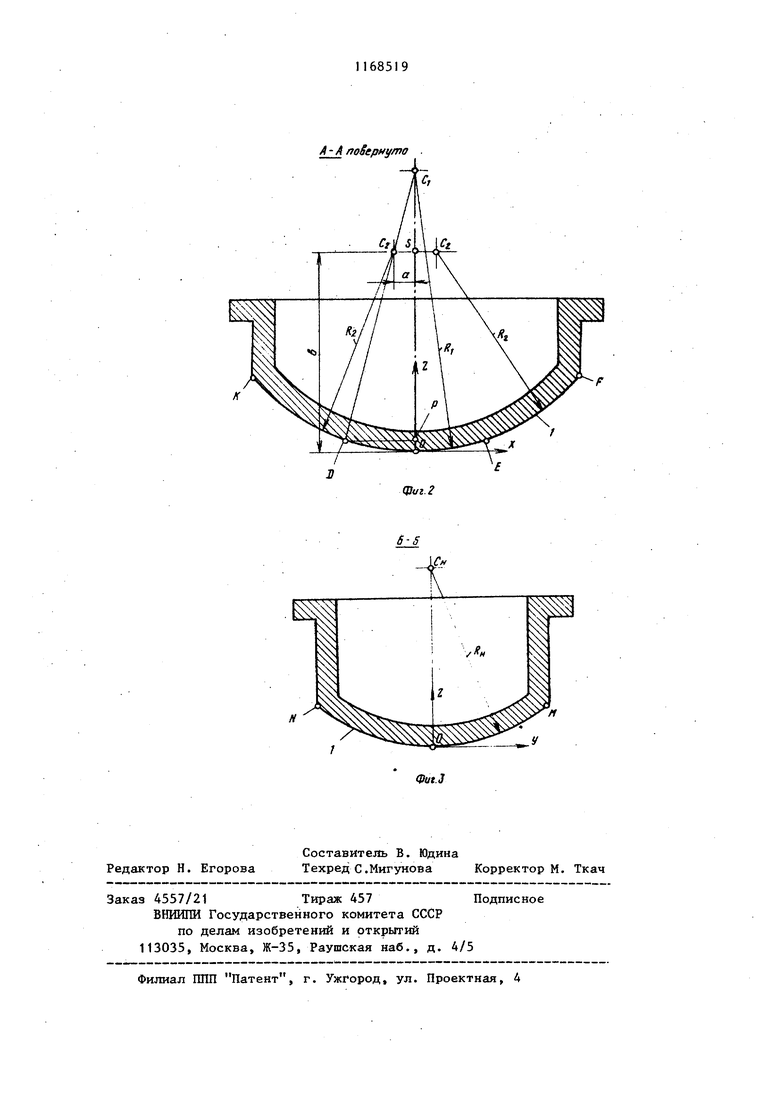
Изобретение относится к машино- строению, а именно к инструментам, используемым при горячей формовке жидкого стекла , при производстве экранов кинескопов. Целью изобретения является повы шение точности формования и сокращение брака. На фиг. 1 показан стеклоформующий инструмент, вид в плане, на фиг. 2 - сечение А-А на фиг. 1j на фиг. 3 - сечение Б-Б на фиг. 1. Стеклоформующий инструмент-пуансон содержит прямоугольный корпус с рабочей поверхностью 1, выполненной по большей стороне 2 по образующей FEODK, а по меньшей сто роне 3 - по дуге окружности MON. Рабочая поверхность 1 является поверхностью параллельного переноса, образующая FEODK которой составлен по дуге трех сопряженных между соб радиусов по центральной дуге EOD радиуса R-, и двух периферийных дуг EF и DK радиуса По меньшей сто роне рабочая поверхность 1 вьшолне на по дуге MON радиуса R. Центр С -центральной дуги EOD образующей расположен на оси инстр мента, а центры С периферийных ду ЕР и DK смещены в сечении А-А от оси инструмента на величину а и на величину b от точки о начала выбранной системы координат; С„ - цен радиуса R дуги MON. Координаты X, У, Z точек центральной части рабочей поверхности инструмента, образованной централь ной дугой EOD, могут быть получены из рассмотрения построений в сечении А-А инструмента. Аппликаты Z точек связаны с абс циссами X на участке центральной дуги выражением Z R - х2, и на участках периферийных дуг выражениемZ b -T/RJ- (х - аУ . В сечении Б-Б инструмента аппли каты Z точек поверхностей связаны с ординатами У выражением Z R - R 2 - Y . Рассматривая поверхность инстру мента, получим уравнения для коор192динат центрального и периферийных участков поверхности; 1 -N R - х + R -N R - Y«i Z b -N R| -(x-STI + + R - VR - Y2. Для определения границ центрального и периферийного участков поверхности инструмента рассмотрим подобные треугольники С DP и С C.S на фиг. 2. Приняв сторону DP треугольника за абсциссу X точки центрального участка поверхности инструмента получим W ШгЬ) Из последнего выражения следует, что точка D треугольника является точкой образующей, разделяющей ее центральньш и периферийньй участки, следовательно для точек центрального участка рабочей поверхности инструмента последнее выражение имеет вид .. 1° KVb)а для точек периферийных участков i|(Rrb)-« При работе стеклоформующего инструмента его рабочая поверхность 1 взаимодействует с жидкой массой стекла и при его остывании образует внутреннюю поверхность экрана кинескопа. Допустимые отклонения размеров внутренней части экрана от номинальной сферической поверхности ля цветных кинескопов не должны превьшать 0,1 мм. При использовании предлагаемого теклоформующего инструмента повышается точность формования и обесечивается сокращение количества ракованных экранов кинескопов на операции прессования. Процент выхоа годных экранов на операции прессования увеличивается на 1%.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки поверхности пуансона для прессования экранов цветных кинескопов | 1986 |
|
SU1619353A1 |
| Способ измерения кривизны внутренней поверхности экрана кинескопа | 1986 |
|
SU1415031A1 |
| Колба электронно-лучевого прибора | 1978 |
|
SU868882A1 |
| Устройство для шлифования наружной поверхности экрана кинескопа | 1980 |
|
SU917233A1 |
| Способ обработки плоскостных деталей | 1986 |
|
SU1404201A1 |
| Способ обработки сферических поверхностей | 1986 |
|
SU1414581A1 |
| ДИСКРЕТНЫЙ ШЛИФОВАЛЬНЫЙ ИНСТРУМЕНТ | 2008 |
|
RU2385216C2 |
| Способ доводки конической поверхности детали | 1987 |
|
SU1570884A2 |
| ЦВЕТНОЙ КИНЕСКОП | 1991 |
|
SU1802648A1 |
| Устройство для измерения отклонения формы внутренней поверхности экрана кинескопа | 1989 |
|
SU1675655A1 |
СТЕКЛОФОРМУЮЩИЙ ИНСТРУМЕНТ типа пуансона для прессования преимущественно внутренней сферической поверхности экрана .кинескопа, содержащий прямоугольный корпус с рабочей поверхностью, выполненной по большой стороне по образующей, а по меньшей стороне - по дуге окружности, отличающийся тем, что, с целью повьшения точности формования и сокращения брака, образующая выполнена по дуге трех сопряженных между собой радиусов, центрального и двух равных периферийных, координаты X, У, Z которых описаны уравнениями, причем для центрального радиуса Z R -Л| R - х2- + R - т| Ri - Y2 где R - радиус дуги окружности рабочей поверхности инструмента, R - центральный радиус образующей рабочей поверхности инструмента, для периферийных радиусов Z b - TJRl -(х-а)2 + R - , где Rj - периферийный радиус образующей рабочей поверхности (Л инструмента, а, b - величины смещения центров периферийных дуг образующей, а границы между центральной и периферийными частями рабочей поверхности инструмента удовлетворяют условиюg (Ц а X i(} 00 «2 ел
| Пуансон для формования стеклоизделий | 1980 |
|
SU962222A2 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Роус Б | |||
| Стекло в электронике | |||
| М., Советское радио, 1969, с | |||
| УСТАНОВКА ДЛЯ ИСПЫТАНИЯ ТРУБОПРОВОДНОЙ АРМАТУРЫ | 0 |
|
SU317319A1 |
| . | |||
