Изобретение относится к обработке металлов давлением, а именно к устройствам для подачи жидких смазочных материалов в зону деформации, и может быть применено при дорновании отверстий.
Цель изобретения - автоматизация процесса смазки, достигаемая использованием усилия дорнования для подачи смазки, регулированием количества подаваемой смазки, а также сбором использованной при обработке каждой детали смазки для повторного дорнования.
При этом повышается производительность труда и достигается экономия смазки.
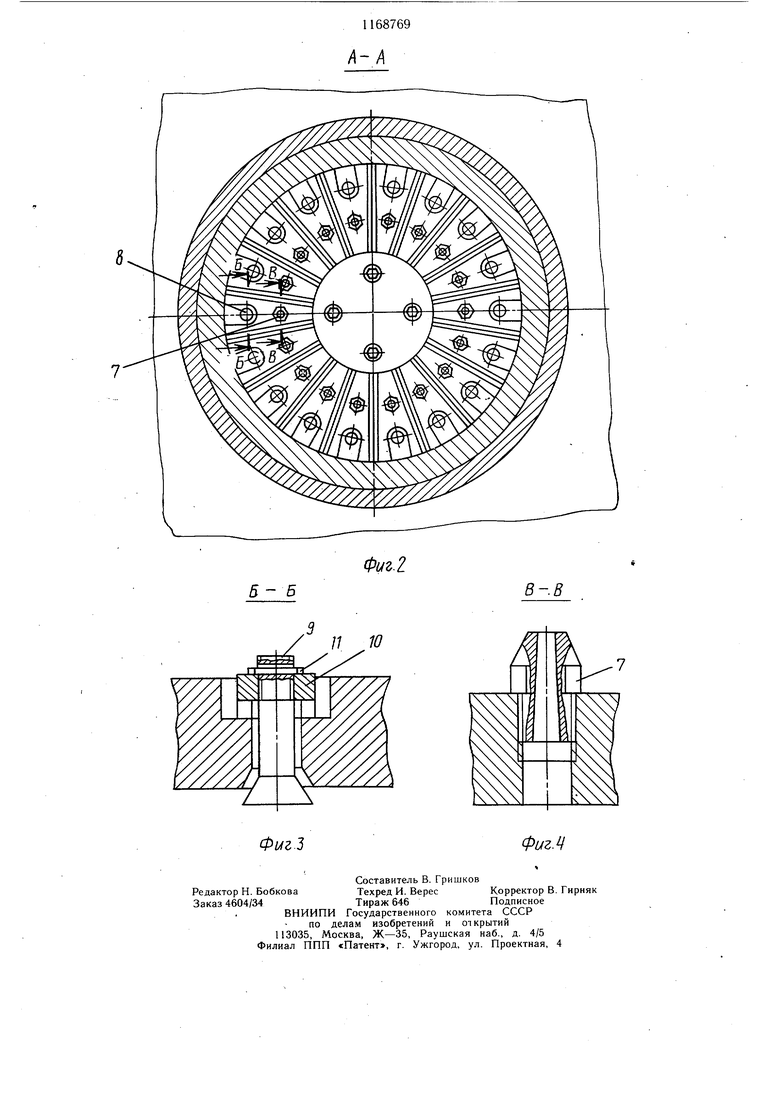
На фиг. 1 показано устройство, общий вид; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 2; на фиг. 4 - разрез на фиг. 2.
Устройство для автоматической смазки отверстий содержит цилиндр I, в котором расположен подвижный поршень 2, выполненный в виде полого цилиндра, на верхнем торце которого установлена обрабатываемая деталь 3. Поршень 2 поджат со стороны смазывающей жидкости 4 пружинами 5. На центральном стержне цилиндра 1 установлен упор 6 для ограничения движения вверх поршня 2. Резервуар для смазывающей жидкости 4 образован днищем поршня 2, днищем и стенками цилиндра 1. В днище порщня 2 расположены каналы 7 подачи для разбрызгивания смазывающей жидкости 4 и обратные клапаны 8 для слива этой жидкости, состоящие из винта 9 с конусной головкой, корончатой гайки 10 и фиксирующего шплинта И. Зазор между поршнем 2 и цилиндром 1 герметизируется уплотнением 12. Для исключения столкновения дорна, после прохождения отверстия детали, с упором 6 на нем установлена демпфирующая прокладка 13, изготовленная, например, из резиньк
Устройство для автоматической смазки отверстий работает следующим образом.
Обрабатываемая труба или деталь устанавливается на поршень 2 и центрируется за счет установочных штифтов на торцовой поверхности поршня. Для обработки отверстия детали 3 опускается вниз шток гидроцилиндра пресса с закрепленным на нем дорном до момента -входа первого кольца дорна в отверстие детали 3. При дальнейшем движении дорна в последнем происходит пластическая деформация, которая сопро вождается большим осевым усилием гидропресса. Усилие передается на поршень 2, который опускается вниз и сжимает смазывающую жидкость 4 и пружины 5, при этом закрываются обратные клапаны 8 и смазы5 ваюшая жидкость 4 выбрасывается из каналов 7 подачи, смазывая поверхность дорнуемого отверстия. Причем существует взаимосвязь между осевым усилием гидропресса и количеством выбрасываемой из форсунок смазывающей жидкости: чем больше
0 осевое усилие, тем больше выбрасывается смазывающей жидкости. При прохождении дорна всей поверхности отверстия дорн автоматически отсоединяется от щтока гидроцилиндра пресса и OJTOK при помощи переключения хода возвращается вверх. Под действием пружин 5 поршень 2 поднимается вверх до упора 6. Обратные клапаны 8 открываются под действием силы тяжести и смазывающая жидкость 4, накопившаяся после слива во внутренней полости порщня
0 2, сливается на дно цилиндра 1. Дорн, в конечном нижнем положении, лежит на демпфирующей прокладке 13 во внутренней полости порщня 2. Обработанная деталь перемещается из зоны обработки на дальнейщую операцию, а дорн, захваченный опустившимся штоком гидроцилиндра, поднимается вверх. Цикл операции дорнования отверстия детали закончен. Заливка смазывающей жидкости производится в полость поршня 2 и затем через обратные клапаны 8 она по- -падает в резервуар между основанием поршня 2 и дном цилиндра 1.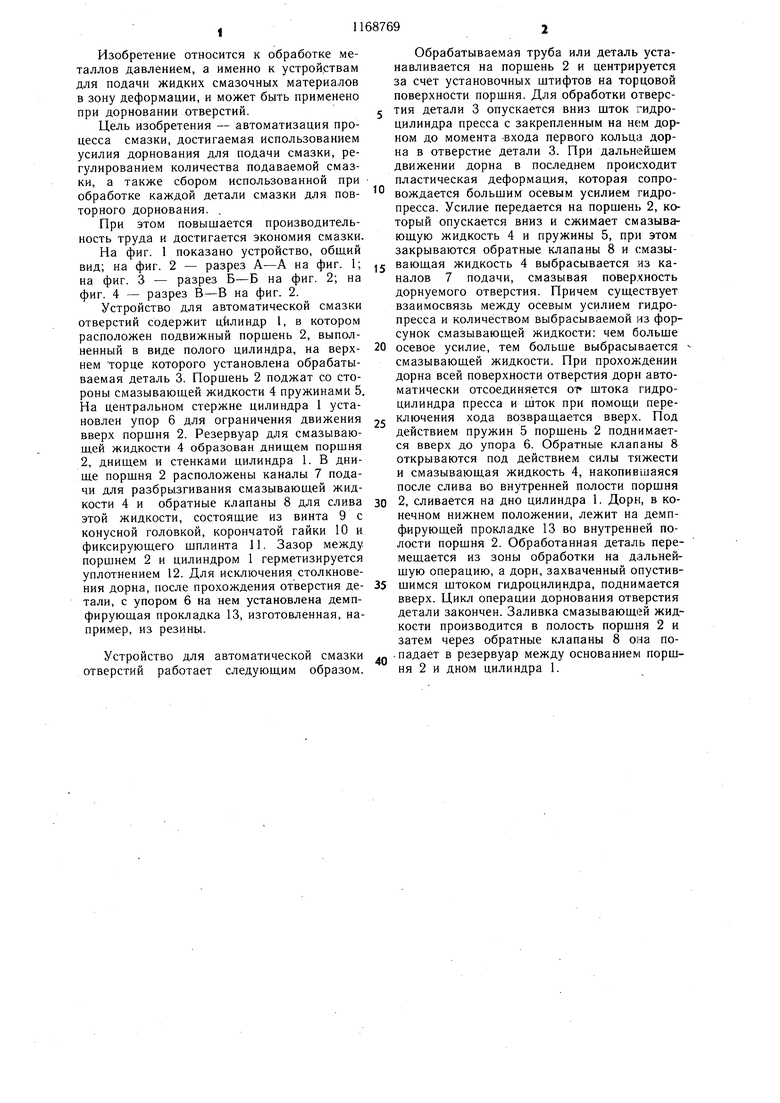
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ДОРНОВАНИЯ ГЛУБОКИХ ОТВЕРСТИЙ | 2015 |
|
RU2625364C2 |
| ДОРН | 2013 |
|
RU2533507C1 |
| ГИДРОПРЕСС ДЛЯ ИЗГОТОВЛЕНИЯ ВТУЛОК ИЗ ПОРОШКА | 1973 |
|
SU453322A1 |
| СПОСОБ ДОРНОВАНИЯ ОТВЕРСТИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2342229C1 |
| Опора протяжного станка конструкции завода "лиепайсельмаш | 1972 |
|
SU553060A1 |
| Дорн | 1974 |
|
SU569409A1 |
| Устройство для дорнования пульси-РующиМ уСилиЕМ | 1976 |
|
SU818775A1 |
| СПОСОБ ОБРАБОТКИ ОТВЕРСТИЙ С ИСПОЛЬЗОВАНИЕМ ДАВЛЕНИЯ ТЕКУЧЕЙ СРЕДЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2001 |
|
RU2221665C2 |
| Устройство для дорнования отверстий | 1989 |
|
SU1779561A1 |
| ГОРИЗОНТАЛЬНЫЙ ГИДРАВЛИЧЕСКИЙ ПРЕСС ДЛЯ ДЕФОРМИРОВАНИЯ КОНЦОВ ДЛИННОМЕРНЫХ ТРУБНЫХ ЗАГОТОВОК | 2010 |
|
RU2438822C1 |
1. УСТРОЙСТВО ДЛЯ ПОДАЧИ СМАЗКИ В ЗОНУ ДЕФОРМИРОВАНИЯ содержащее цилиндр со смазочной жидкостью, размещенный в цилиндре порщень, установленный с возможностью перемещения от воздействия деформирующего элемента, и каналы подачи смазки из цилиндра в зону деформирования, отличающееся тем, что, с целью автоматизации процесса смазки, в порщне выполнена внутренняя полость, открытая в сторону деформирующего элемента, при этом каналы подачи смазки расположены в днище поршня, а между порщнем и цилиндром установлена пружина. 2. Устройство по п. 1, отличающееся тем, что, с целью уменьшения расхода смазки за счет ее возврата из внутренней полости поршня в полость цилиндра, в днище поршня установлены обратные клапаны.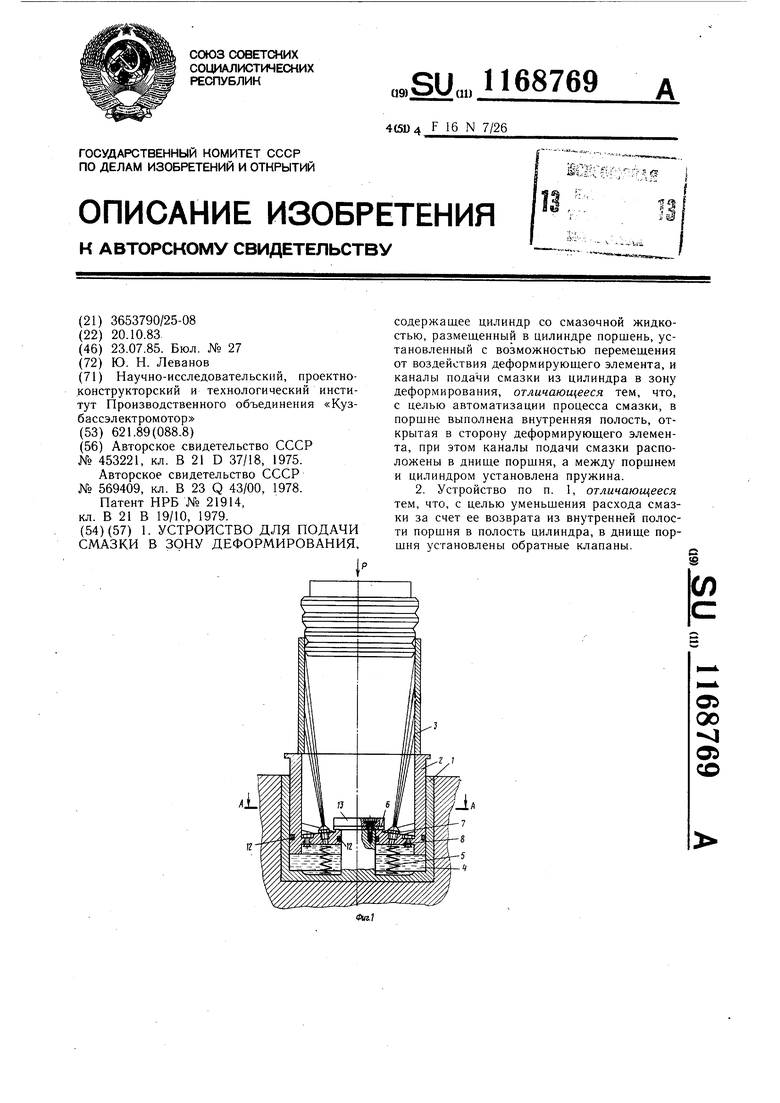
| УСТРОЙСТВО ДЛЯ ПОДАЧИ СМАЗКИ В ЗОНУ ДЕФОРМИРОВАНИЯ | 1972 |
|
SU453221A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Дорн | 1974 |
|
SU569409A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Устройство для выключения цепи электрического освещения в заранее установленное время | 1929 |
|
SU21914A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
