(54) ДОРН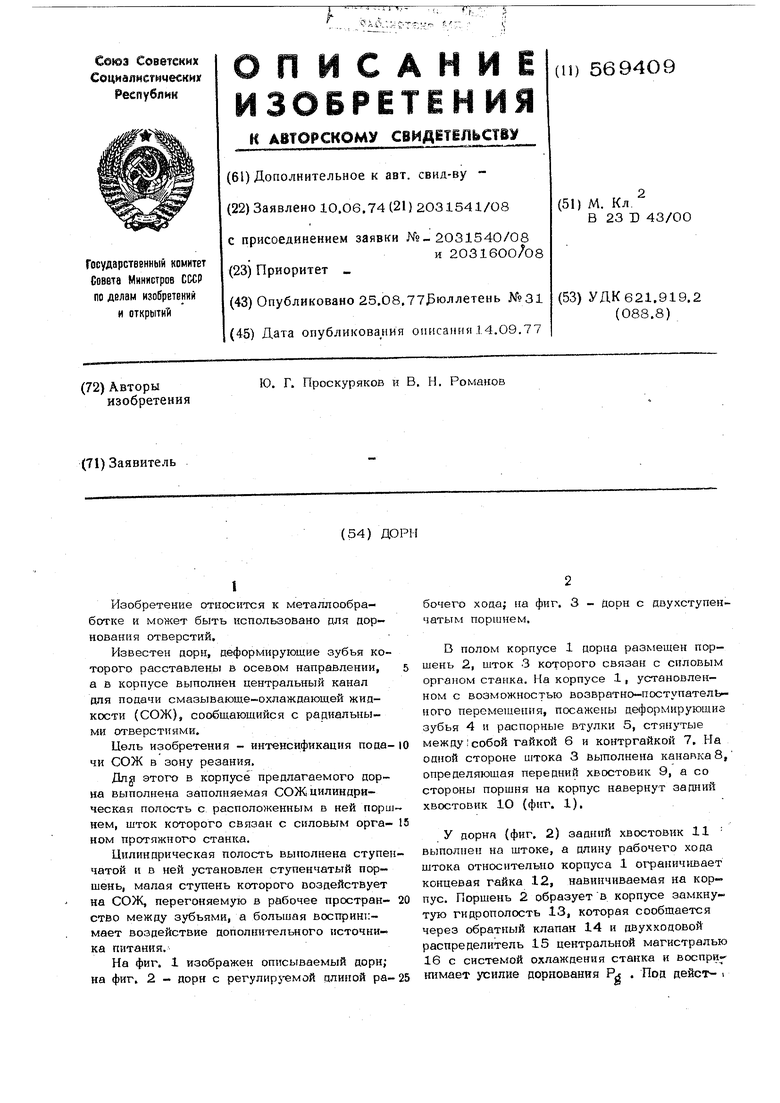
| название | год | авторы | номер документа |
|---|---|---|---|
| Протяжный станок для дорнования | 1978 |
|
SU716729A1 |
| Протяжной станок для дорнования | 1979 |
|
SU772755A1 |
| Устройство для протягивания отверстий (его варианты) | 1984 |
|
SU1235706A1 |
| Протяжной станок для дорнования | 1977 |
|
SU716730A1 |
| Опора протяжного станка конструкции завода "лиепайсельмаш | 1972 |
|
SU553060A1 |
| Способ механической обработки глубоких отверстий | 2021 |
|
RU2765007C1 |
| Дорн | 1980 |
|
SU917972A1 |
| ДОРН | 2013 |
|
RU2533507C1 |
| Дорн для обработки отверстий | 1988 |
|
SU1581567A1 |
| Устройство для подачи смазки в зону деформирования | 1983 |
|
SU1168769A1 |

1
Изобретение относится к металлообработке и может быть использовано для цорнования отверстий.
Известен дорн, деформирующие зубья которого расставлены в осевом направлении, а в корпусе выполнен центральный канал для подачи смазывающе охлаждаюш.ей жидкости (СОЖ), сообщающийся с радиальными отверстиями.
Цель изобретения - интенсификация подачи СОЖ в зону резания.
Angi этого в корпусе предлагаемого цор на выполнена заполняемая СОЖ цилиндрическая полость с расположенным в ней поршнем, щток которого связан с силовым органом протяжного станка.
Цилиндрическая полость выполнена ступенчатой и в ней установлен ступенчатый поршень, малая ступень которого воздействует на СОЖ, перегоняемую в рабочее пространство между зубьями, а большая воспринимает воздействие дополни-тельного источника питания.
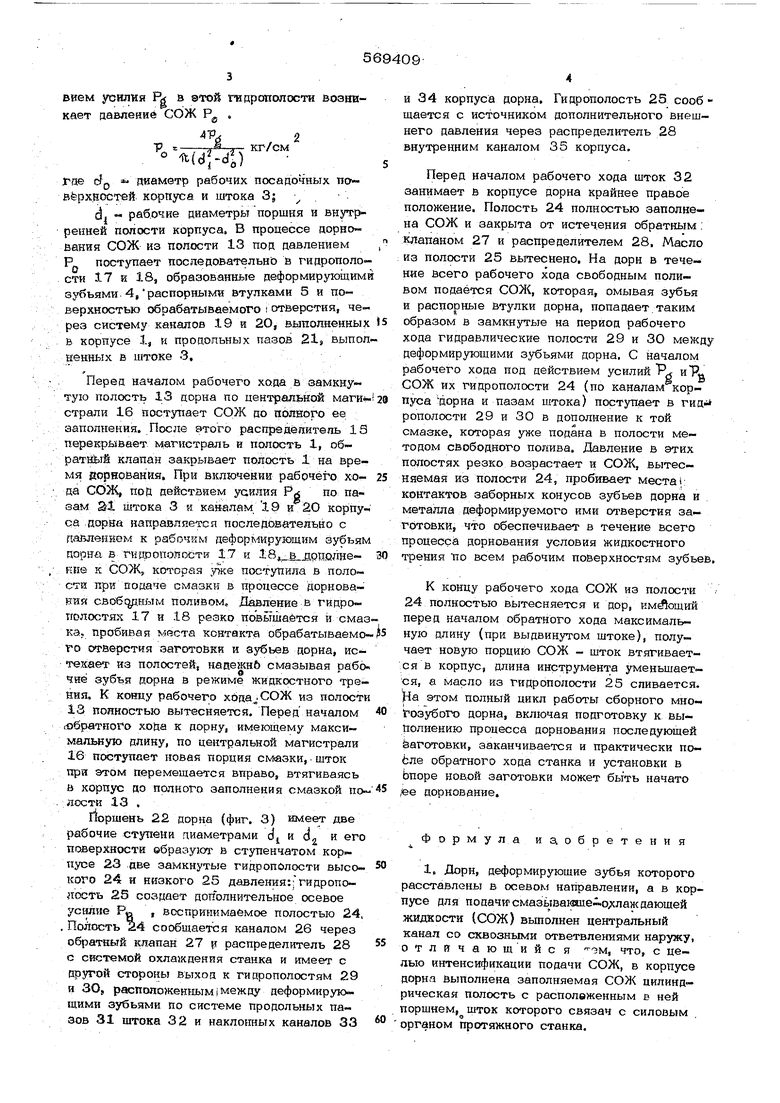
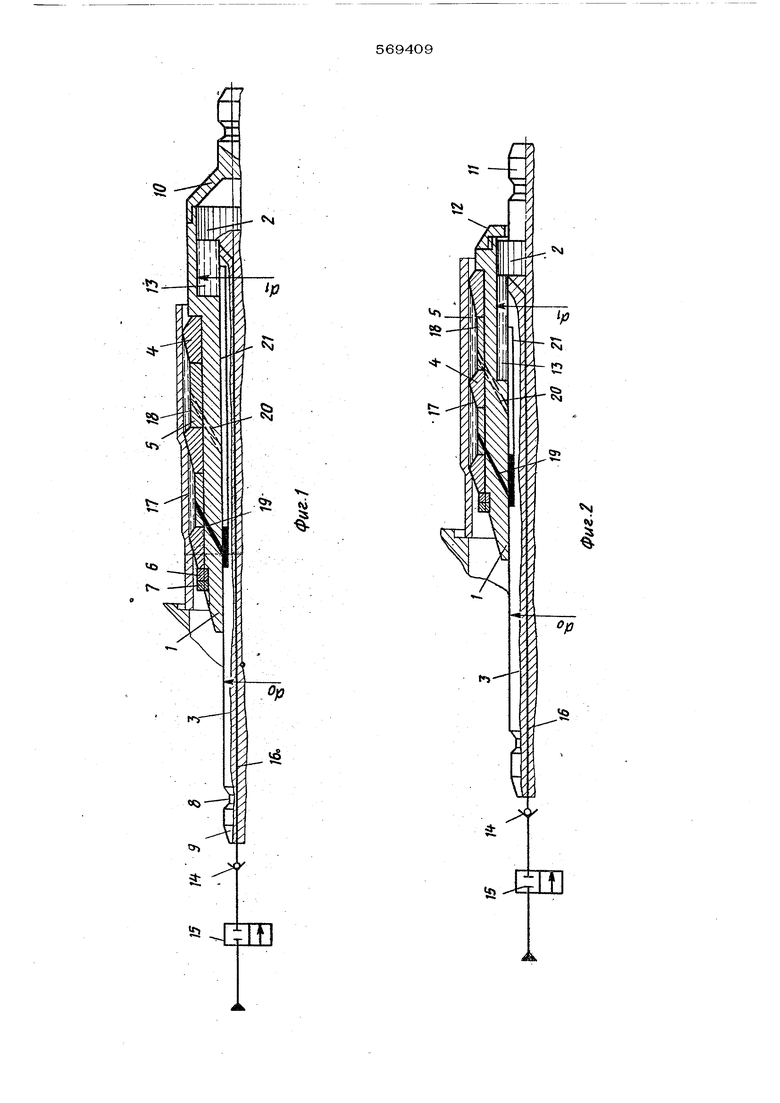
На фиг. 1 изображен описываемый дорн; на фиг. 2 - дорн с регулируемой длиной рабочего хода; на фиг. 3 - Дорн с двухступенчатым поршнем.
В полом корпусе 1 цорна размешен поршень 2, шток 3 которого связан с силовым органом станка. На корпусе 1, установленном с возможностью возвратно-поступательного перомеще 1(1я, посажены деформирующие зубья 4 и распорные втулки 5, стянутые между Особой гайкой 6 и контргайкой 7. На одной стороне штока 3 выполнена канавка 8, определяющая передний хвостовик 9, а со стороны поршня на корпус навернут задний хвостовик Ю (фнг. 1).
У дорня (фиг. 2) задний хвостовик 11 выполнен на штоке, а длину рабочего хода ujTOKa относительно корпуса 1 ограничивает концевая гайка 12, навинчиваемая на корпус. Поршень 2 образует в корпусе замкнутую гидрополость 13, которая сообщается через обратный клапан 14 и двухходовой распределитель 15 центральной магистралью 16 с системой охлаждения станка и восприкимает усилие дорнования Р . Под деист-
вием усилия Pg в этой гидрополости возиикает давление СОЖ Р ,
4Р,
1
кг/см
4-dI-4)
где dp диаметр рабочих посадочных повёрх.ностей корпуса и штока 3| ;, .
рабочие диаметры поршня и внутрренней полости корпуса. В процессе дорнования СОЖ из полости 13 под давлением Р поступает последовательно в гидрополости 17 и 18, образованные деформирующими 35 6ьями. 4,распорными втулками 5 и поверхностью обрабатываемого i отверстия, через систему каналов 19 и 2О, выполненных в корпусе 1, и продольных пазов 21 выполценных в штоке 3,
Перед началом рабочего хода в замкнутую полость 13 цорна по центральной маги страли 16 поступает СОЖ цо полйого ее заполнения. После этого распределитель 13 перекрь5Вает магистраль и полость 1, обратНЬй клапан закрывает полость 1 на время йорнрвания. При включении рабочего хода , пой действием усилия Рх по пазам 21 штока 3 я каналам 19 и 20 корпуса дорна направляется последовательно с давлением к pa6o4KNS деформирующим зубьям дорнй в гиррополости 17 и 18,й дрГ швДение к СОЖ, которая уже поступила в полости при подаче смазкн в процессе дорноваяия свобсу:(ным поливом. Давление в гидрополостях 17 и 18 резко повышается и смазка, пробивая места контакта обрабатываемого отверстия заготовки и зубьев дорна, истекает из полостей, наденснб смазывая рабо. чт зубья дорна в режиме жидкостного трейня. к кониу рабочего ходаj СОЖ из полости 13 полностью вытесняется. Перед началом (Обратного хода к дорву, имеющему максимальную длину, по центральной магистрали 16 поступает новая порция смазки, щток пря этом перемещается вправо, втягиваясь в корпус до потного заполнения смазкой по..лести 13 .
Йоршень 22 дорна (фиг. 3) имеет две рабочие ступени аиаметрами d и d, и его поверхности образуют в стзттенчатом корпусе 23 .две замкнутые гидрополости высокого 24 и низкого 25 давления:;гидропопость 25 создает допЪлнительное осевое усшие Рц , воспринимаемое полостью 24. . Полость 24 сообщается каналом 26 через обратный клапан 27 р распределитель 28 с системой охлаждения станка и имеет с другой стороны выход к гиарополостям 29 и ЗО, расположенным между деформирующими зубьями по системе продольных паэов 31 штока 32 и наклонных каналов 33
и 34 корпуса дорна. Гидрополость 25 сооб щается с источником дополнительного внешнего давления через распределитель 28 внутренним каналом 35 корпуса.
Перед началом рабочего хода щток 32 занимает в корпусе дорна крайнее правое положение. Полость 24 полностью заполнена СОЖ и закрыта от истечения обратным: клапаном 27 и распределителем 28. Масло из полости 25 вытеснено. На дорн в течение всего рабочего хода свободным поливом подаётся СОЖ, которая, омывая зубья и распорные втулки дорна, попадает/таким образом в замкнутые на период рабочего хода гидравлические полости 29 и 30 межд деформирующими зубьями дорна, С началом рабочего хода под действием усилий P.J иР СОЖ их гидрополости 24 (по каналам корпусадорна и пазам щтока) поступает в гид рополости 29 и 30 в дополнение к той смазке, которая уже подана в полости методом свободного по7гава. Давление в этих полостях резко возрастает и СОЖ, вытесняемая из полости 24, пробивает места : контактов заборных конусов зубьев дорна и металла деформируемого ими отверстия заготовки, что обеспечивает в течение всего процесса дорнования условия жидкостного трения тто всем рабочим поверхностям зубье
К концу рабочего хода СОЖ из полости 24 полностью вытесняется и дор, имЛощий перед началом обратного хода максимальную длину (при выдвинутом штоке), получает новую порцию СОЖ - шток втягивается в корпус, длина инструмента з меньшается, а масло из гидрополости 25 спивается. |На этом полный цикл работы сборного мноГозубого дорна, включая подготовку к выполнению процесса дорнования последующей ёаготовки, заканчивается и практически побле обратного хода станка и установки в Ьпоре новой заготовки может быть начато jee дорновйние.
Формула изобретения
большая воспринимает воздействие дополнительного источника питания.
Источники информации, принятые во вяямание при экспертизе:
. 1. Авторское свидетельство № 247752, кл, В 23 D 43/ОО, 1968.
ч
o
taCi
un
J
«V
«SJ
«Л
3:
