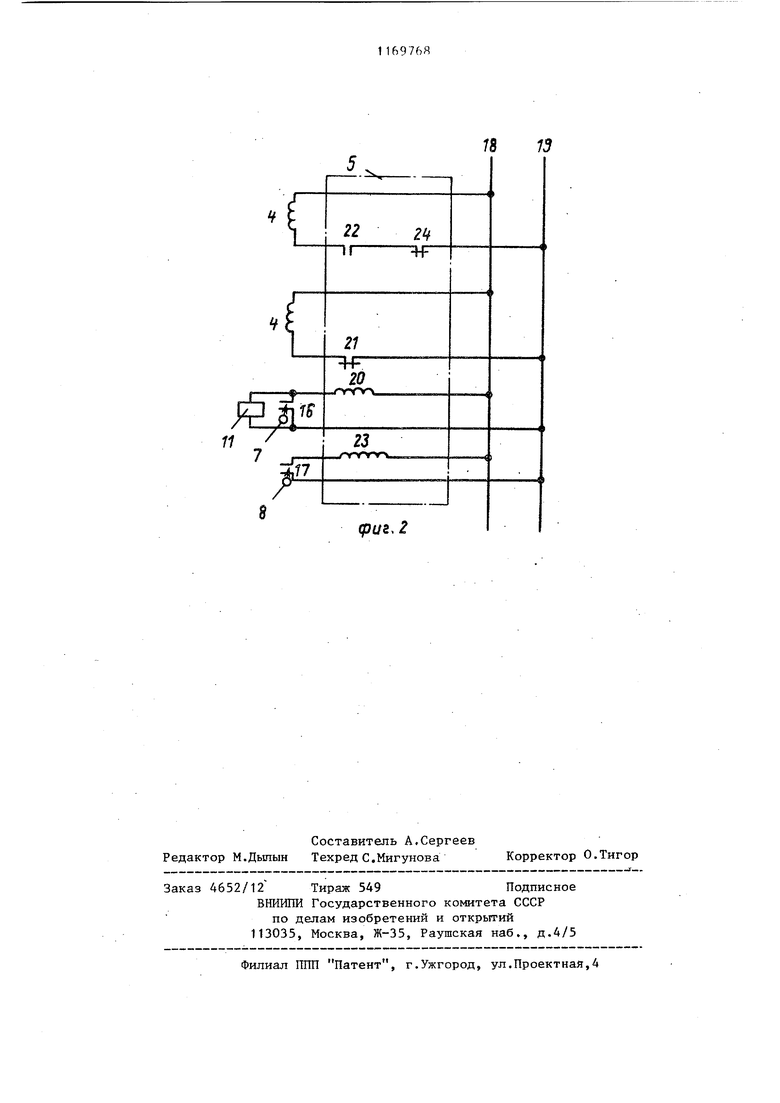
Изобретение относится к прокатному оборудованию и может быть использовано преимущественно в цехах холодной прокатки, где производится задача полосы с охватом валков в клеть. Цель изобретения - повьшение надежности задачи полосы. На фиг. 1 представлена блок-схема устройства для задачи полосы с охватом валков в клеть; на фиг. 2 принципиальная схема блока переключения . Устройство.содержит (фиг. 1) верхний 1 и нижний 2 валки, установленные в клети 3. В валках размещены электромагниты 4, соединенные через блок 5 переключения с источником 6 питания, на нижнем валке 2 установлен датчик 7 угла охвата (ролик с концевым выключателем), а на верхнем валке 1 - датчик 8 угла охвата. Датчики 7 и 8 вьшолнены с возможностью перемещения по радиусу вокруг валков с фиксацией на секторах 9 и 10 соответственно. Датчик 1 усилия прокатки (месдоЗа) соединен с блоко 5 переключения. Полоса про катывания обозначена позицией 12, разматьгеатель - позицией 13, моталк позицией 14. Для предварительного направления полосы в клеть служат ролики 15. Устройство для зацачи полосы с охватом полосы в клеть работает сле дующим образом. С размытвателя 13 по роликам 15 полоса 12 подается к нижнему валку 2 клети 3. Электромагниты 4 валка 2 при этом соединены к источнику 7 пи тания через блок 3 переключения и притягивают передний конец полосы 1 к валку 2. Валок 2, вращаясь, наматывает полосу, передний конец которой доходит до датчика 7 угла охвата валка.2, Датчик 7 угла охвата ер батывает и через блок 5 переключени отключает электромагниты 4 валка 2 и включает электромагниты валка 1. Передний конец полосы притягивается к валку 1, которьй, вращаясь, перемещает полосу до датчика В угла охвата валка 1, датчик 8 угла охвата срабатывает и через люк 5 переключе . ния отключает источник 6 питания от электромагнитов 4 верхнего валка 1, 82 Далее передний конец полосы 12 обычным способом подается на моталку 14. Сектора 9 и 10 служат для изменения положения датчиков 7 и 8 соответственно. Датчик 11 усилия прокатки служит сигнализатором переключения источника питания 6 с электромагнитов 4 нижнего валка 2 на электромагниты верхнего валка 1. При входе переднего конца полосы 12 в межвалковьш зазор усиление прокатки фиксируется датчиком 11, который через блок 5 переключения отключает, источник 6 питания от электромагнитов 4 нижнего валка 2 и подключает его к электромагнитам 4 верхнего валка 1. Блок переключения соединен с датчиками 7 и 8 углов охвата, имеющими контакты 16 и 17, и пганами 18 и 19 питания. Реле 20, имеющее нормально замкнутьш контакт 21 и нормально разомкнутьй контакт 22, и реле 23, имеющее нормально замкнутый контакт 24, образуют блок 5 переключения. Схема блока 5 переключения показана, в исходном состоянии. При этом электромагниты 4 валка 2 подключены через контакт 21 к источнику питания (шинами 18 и 19) и притягивают полосу к нижнему валку 2. Полоса, перемещаясь вместе с валком, доходит до датчика 7 угла охвата, воздействует на него, замыкая контакт 16, которьй подает питание на обмотку реле 20, контакт 21 которого размыкается и электромагниты валка 2 отключаются, а контакт 22 реле 20 замыкается, включая электромагниты 4 валка 1. Полоса притягивается к верхнему валку 1 . Вместе с верхним валком полоса перемещается до датчика 8 угла охвата и, воздействуя на него, замыкает контакт 17, которьй включает реле 23. При включении 23 реле размыкается его контакт 24 и электромагниты 4 валка 1 отключаются от питания. Роль датчика 7 угла охвата,включающего реле 20, может вьшолнять датчик 11 давления. Указанные датчики работать могут как одновременно, так и раздельно. Предложенное устройство позволяет сократить время задачи полосы до 1 мин.
18
13
| название | год | авторы | номер документа |
|---|---|---|---|
| Непрерывный стан холодной прокатки | 1980 |
|
SU900885A1 |
| Устройство подачи технологической смазки | 1983 |
|
SU1138200A2 |
| Система программного управления прокаткой концов полос | 1975 |
|
SU562327A1 |
| Проводка полосового прокатного стана | 1982 |
|
SU1063498A1 |
| Способ горячей прокатки полос | 1984 |
|
SU1201011A1 |
| Стан холодной прокатки | 1986 |
|
SU1398936A1 |
| Способ производства полос | 1987 |
|
SU1530276A1 |
| Устройство для автоматического поддержания постоянной толщины проката | 1980 |
|
SU908456A1 |
| Устройство регулирования натяжения полосы в межклетевых промежутках непрерывного прокатного стана | 1987 |
|
SU1519806A1 |
| Профилегибочный стан | 1992 |
|
SU1819171A3 |
УСТРОЙСТВО ДЛЯ ЗАДАЧИ ПОЛОСЫ С ОХВАТОМ ВАЛКОВ В КЛЕТЬ, содержащее направляюще узлы, прокатные 13 валки с размещенными в них и параллельно включенными электромагнитами, источник питания, отличающееся тем, что,, с целью повышения надежности задачи полосы, оно дополнительно содержит датчик усилия прокатки, два датчика угла охвата и блок переключения, причем выходы датчиков углов охвата и усилия прокатки соединены с первым, вторым и третьим входами блока переключения, четвертьй вход которого соединен с одним из выходов источника питания, другой выход которого соединен с о S одним из зажимов электромагнитов, другие зажимы которых соединены с (Л С двумя выходами блока переключения. С35 со О5 00 iput.i
| Устройство для охвата полосой валка в прокатной клети | 1981 |
|
SU948477A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Электромагнитный ролик устройства для подачи листов | 1980 |
|
SU1002063A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
