со о
00 05
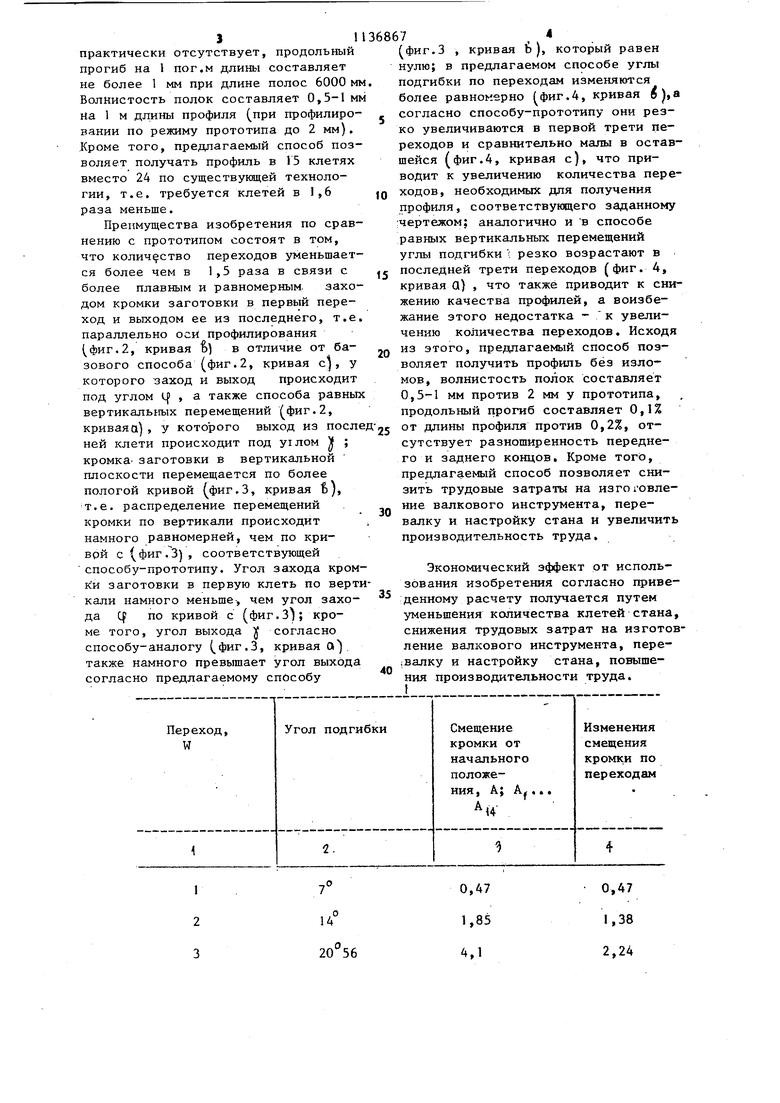
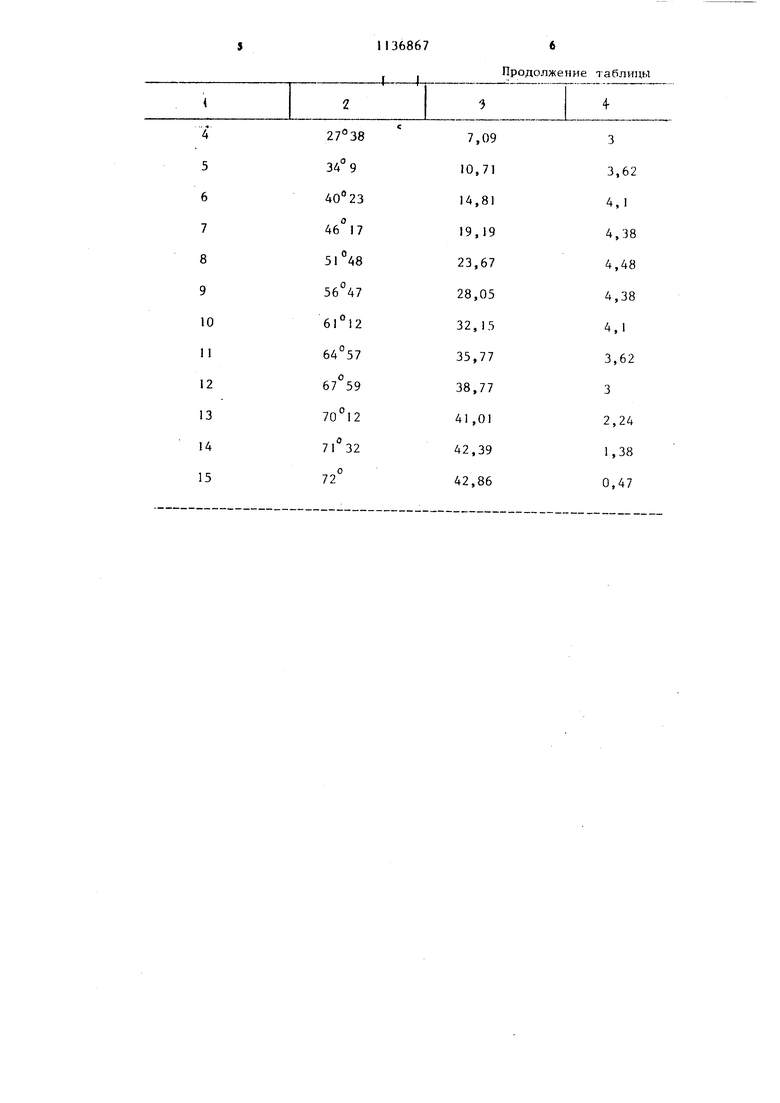
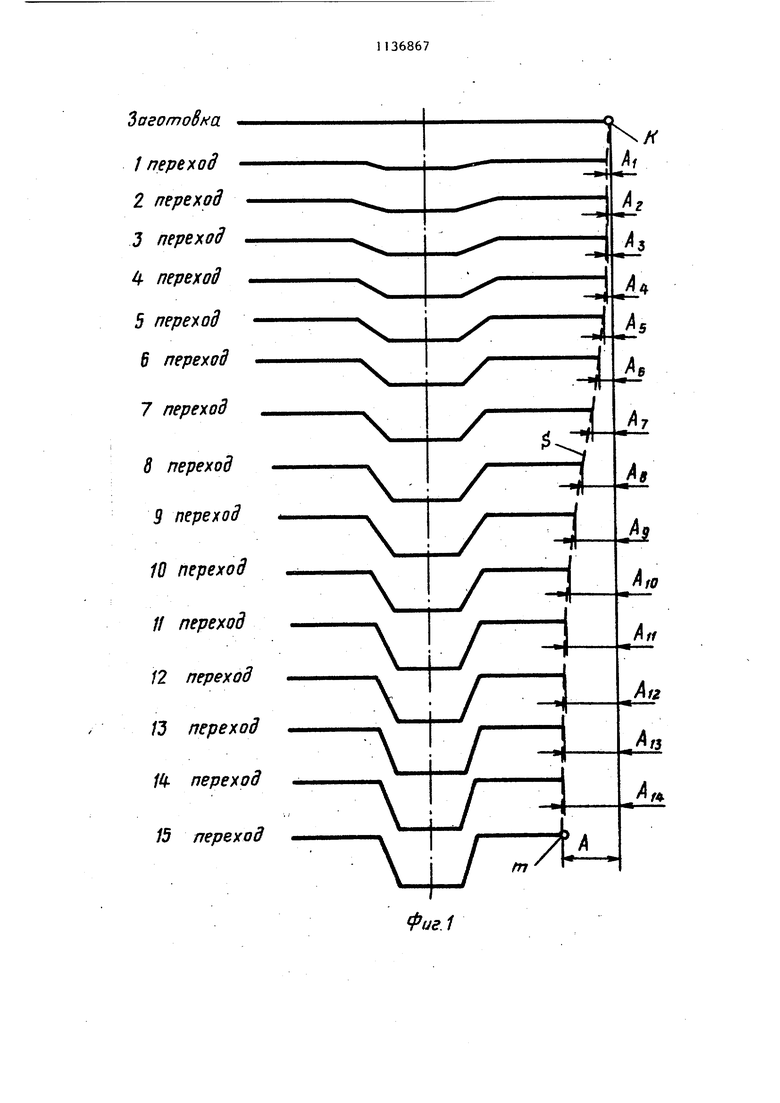
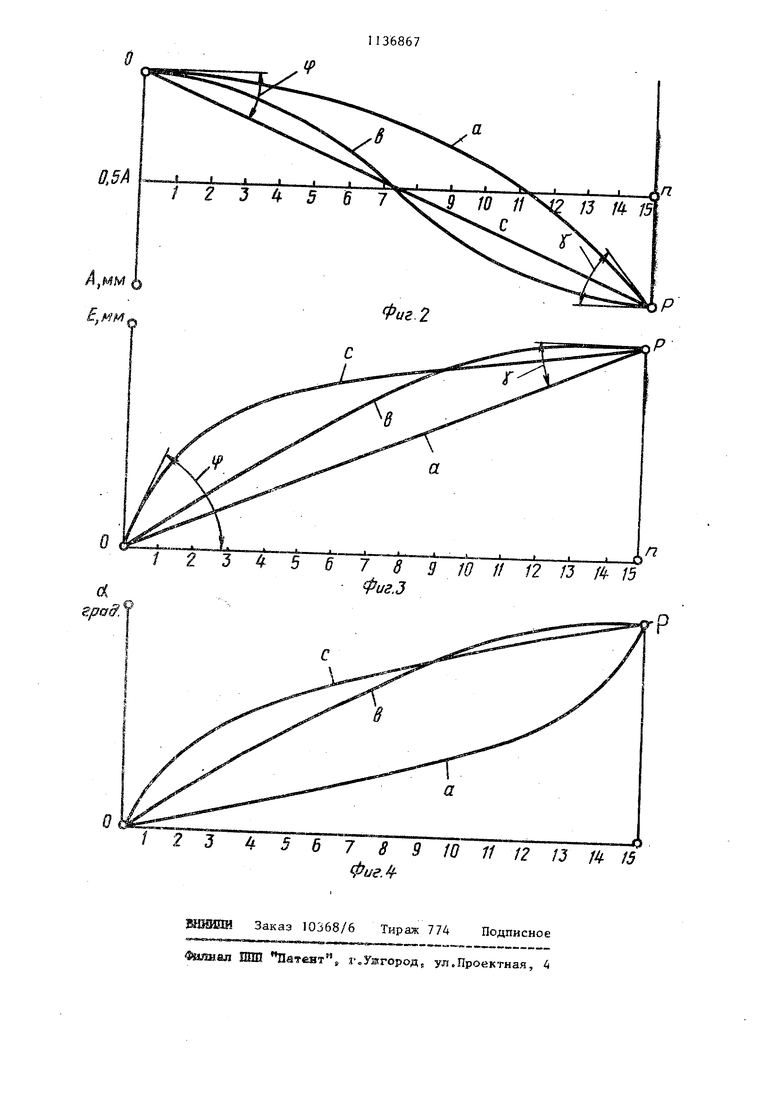
Изобретение относится к обработк дaJЗлeннe 5 листового материала, в частности к способам профилирования листовых заготовок в валках клетей црофилегибочных станов, Извест - н способ производства гну профилей проката путем последов атель- ой по перекодам подгибки элементог. профиля, при котором сметп;ают в горизонтальной плоскости кромки подгибaef-jbDC элементов на рав мые расстояния jlj, Медостатком известного способа я ляетс5 значительное количество пере ходов .рследствие возрастания углов при соблюдении условия рав смещений кр.нмок в горизонтально плоскости 3 а также волнистость кромок и продольный прогиб профилей вследствие значительного по величине угла подгибки профилей в п ер зы :- кле тях о Цель нзобретения - улучшение 5сачества профилей за счет исключени изломов и продольного прогиба, а - -yip сокрап гнил количества переходов , 11г,;:о дг-стихается тек, что соглас но способу производства гнутых про™ ;Ь;лей )оката путем поспедователь™ ::;-; Я ;;арехо;ам подгт-абки элементов ::юфн,;лЯ; при котором з каждом пере одр. ,яю-г в горизонтальной плосУлЭгги кромки подгибае у(ык элементов, смешенка кромок в ка}вдом пе еходе . яроизводят на расстояния, которые изменяют по косинусоидальному закону j а суммарное смещение кромок в кз:.:до1ч1 переходе определяют по ,ей 3 ависимости А 0,3 (1 cos - cjMMapHoe снещегме кромки в переходе; -суммарное горизонтальное смещенке героики подгибаемого элемента в последн еы,пер еходе, мм; -- количество переходов, нео ход1и --5ьгк: для подгибки одно го элемента; -порядковьш номер перехода s. ф1;г, 1 показана схема подгиб;: - КОГО гофра ПС переходам; на . у. - графики траектории: перемещйкъЯ , подгибаемого элемента 3 ггфи:-;о- тапьной плоскости (с - пе г-ои«1: -л ;i :- ;.уо--И: ;-;р;-, использовании 72 способа равных вертикальных перемещений; S - перемещение кромки согласно предлагаемому способу; С - согласно способу равных горизонтальных перемещений на фиг. 3 - графики траекторий перемещения кромки подгибаемого элемента в вертикальной плоскости Е соответственно д.пя способов: а - равных вертикальюмх перемещений; Ъ предлагаемого слособа; С - равных горизонтальных перемещений; на фиг. 4 - графики углов подгибки элементов профиля по переходам 06 также соответственно для трех способов. Согласно предлагаемому способу в процессе профилирования смещают кромки подгибаемых элементов в горизонтальной плоскости на расстояния, которые изменяются по переходам, т.е. от плоской заготовки до получения готового Профиля по косинусоидальному закону. Предлагаемый способ может быть реализован на профилегибошом агрегате, содержащем комплект валков для профилирования листового металла. Так, например, расчет горизонтальных смещений кромки подгибаемых элементов и расчет релечма профилирования производится для стального настила Н60-845 --1,0, ГОСТ 24045-80. Угол наклона стенки гофра длина подгибаемой стенки 62,03 -мм; суммарное горизонтальное перемещение кромки подгибаемого элемента 42,86 пvг. Количество переходов, необходимых для получения готового гофра, 15. Применяя предлагаемую формулу расчета,, определяем величину смещения кромки гофра, например, для третьего перехода Ао, 0,542,86 ( - cos-.1-.) 4,1 мм 5 Аналогично, рассчитав величины сме-щений кромок гофров по переходам, а по ним углы подгибки для всех переходов, получаем режим профилирования. Режим профилирования стального настила Н60-845-1,0 мм представлен в таблице о Как показывают данные замеров профилей, в результате использования предлагаемого способа разноширинность переднего и заднего концов практически отсутствует, продольный прогиб на 1 пог.м длины составляет не более 1 мм при длине полос 6000 м Волнистость полок составляет О,5-1 м на 1 м длины профиля (при профилировании по режиму прототипа до 2 мм). Кроме того, предлагаемый способ позволяет получать профиль в 15 клетях вместо 24 по существующей технологии, т.е. требуется клетей в 1,6 раза меньше. Преимущества изобретения по сравнению с прототипом состоят в том, что количество переходов уменьшается более чем в 1,5 раза в связи с более плавным и равномерным. заходом кромки заготовки в первый переход и выходом ее из последнего, т.е параллельно оси профилирования (фиг.2, кривая S) в отличие от базового способа (фиг.2, кривая с), у которого заход и выход происходит под углом Ц , а также способа равных вертикальных перемещений (фиг.2, криваяа), у которого выход из после ней клети происходит под углом ; кромка- заготовки в вертикальной плоскости перемещается по более пологой кривой (фиг.З, кривая fe), т.е. распределение перемещений кромки по вертикали происходит намного равномерней, чем по кривой с (фиг.З), соответствующей способу-прототипу. Угол захода кромки заготовки в первую клеть по верти кали намного меньше, чем угол захода С| по кривой с (фиг. З) ; кроме того, угол выхода у согласно способу-аналогу (фиг.З, кривая о). также намного превышает угол выхода согласно предлагаемому способу 1 7 (фиг.З , кривая 6), который равен нулю; в предлагаемом способе углы подгибки по переходам изменяются более равномерно (фиг.4, кривая о)а согласно способу-прототипу они резко увеличиваются в первой трети переходов и сравнительно малы в оставшейся (фиг.4, кривая с), что приводит к увеличению количества переходов, необходимых для получения профиля, соответствуняцего заданному ;чертежом: аналогично и в способе равных вертикальных перемещений углы подгибки ; резко возрастают в последней трети переходов (фиг. 4, кривая Q) , что также приводит к снижению качества профилей, а воизбежание этого недостатка - к увеличению количества переходов. Исходя из этого, предлагаемый способ позволяет получить профиль без изломов, волнистость полок составляет 0,5-1 мм против 2 мм у прототипа, продольный прогиб составляет 0,1% от длины профиля против 0,2%, отсутствует разноширенность переднего и заднего концов. Кроме того, предлага.емый способ позволяет снизить трудовые затраты на изготовление валкового инструмента, перевалку и настройку стана и увеличить производительность труда. Экономический эффект от использования изобретения согласно приведенному расчету получается путем уменьшения количества клетей стана, снижения трудовых затрат на изготовление валкового инструмента, пере;валку и настройку стана, повышения производительности труда.
27°38
34° 9
51°48
56°47
61°12
64°57
67°59
70°12
7132
72
Продолжение таблицы
43
3,62
4.1
4,38
4,48
4,38
4,1
3,62
3
2,24
1,38
0,47
Фиг.1
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ производства гнутых профилей | 1978 |
|
SU727263A1 |
| Способ производства гнутых профилей | 1980 |
|
SU919779A1 |
| Способ изготовления коробчатых профилей с продольным гофром на горизонтальной стенке | 1990 |
|
SU1731349A1 |
| Способ изготовления полузамкнутых профилей | 1990 |
|
SU1750777A1 |
| Способ производства гофрированных профилей | 1986 |
|
SU1344457A1 |
| Способ изготовления гофрированных гнутых профилей | 1979 |
|
SU889194A1 |
| Способ производства гофрированных профилей | 1990 |
|
SU1750775A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТЫХ ПРОФИЛЕЙ С ГОФРАМИ ЖЕСТКОСТИ В ДОННОЙ ЧАСТИ | 2001 |
|
RU2220802C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТЫХ ГОФРИРОВАННЫХ ПРОФИЛЕЙ | 1992 |
|
RU2030943C1 |
| СПОСОБ М.Е. ДОКТОРОВА ИЗГОТОВЛЕНИЯ ГНУТЫХ ГОФРИРОВАННЫХ ПРОФИЛЕЙ С ДОПОЛНИТЕЛЬНЫМИ ГОФРАМИ НА ГОРИЗОНТАЛЬНЫХ СТЕНКАХ ОСНОВНЫХ ГОФРОВ И НА ГОРИЗОНТАЛЬНЫХ МЕЖГОФРОВЫХ УЧАСТКАХ | 1992 |
|
RU2048226C1 |
СПОСОБ ПРОИЗВОДСТВА ГНУТЫХ ПРОФИЛЕЙ ПРОКАТА путем последовательной по переходам подгибки элементов профиля, при котором в каждом переходе смещают в горизонтальной плоскости кромки подгибаемых элементов, о тличающийся тем, что, с целью улучшения качества профилей за счет исключения изломов и продольного прогиба, а также сокращения количества переходов, смещение кромок в каждом переходе производят на расстояния, -которые изменяют по косинусоидальному закону, а суммарное смещение кромок в каждом переходе определяют по следующей зависимости A, 0,5ft l-coel V где А суммарное смещение кроьгки в ц -м переходе; А суммарное горизонтапьное смещение кромки подгибаес 9 мого элемента в последнем переходе, мм; (Л W количество переходов, необходимых для подгибки одного элемента;; п порядковый номер перехода.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| СПОСОБ ИЗГОТОВ.ЛЕНИЯ ГНУТБ1Х ПРОФИЛЕЙ | 0 |
|
SU309761A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
