Изобретение относится к текстильной промышленности, в частности к изготовлению ворсовых изделий. Цель изобретения - расширение ассортимента при одновременном повышеНИИ качества изделий. На фиг. 1 изображена схама осуществления способа согласно изобретению; на фиг. 2 - вид А на фиг. 1. Согласно приведенной схеме петли ворса 2 формируют и удерживают до окончания процесса изготовления изде лия на несущих ветвях 3 и 4 петлеобразующего элемента. Это обеспечивает получение и сохранение нужной формы и ориентации петель 1. Несущие ветви 3 и А располагают по винтовым охватывающим одна другую линиям, а ворс 2 навивают на ветви 3 и 4 под углом к ним, причем угол наклона петель ворса к ветвям петлеобразующего элемента выбирают в пределах двойного угла подъема витков ветвей петлеобразующего элемента. Полученна лента уже не наматывается и не транспортируется, что исключает смещение петель 1 относительно ветвей 3 и 4. .Предварительно придавая ветвям 3 и форму винтовых линий, исключают нам тывание петельной ленты на оправку и тем самым смещение ее с наклонных участков оправки. Для перегибания ворса 2 через внешнюю ветвь 3 служи направляющая 5. Концы петель 1 на внешней 3 или внутренней 4 винтовых ветвях скрепляют с основой, клеевым или другим способом. Ветви 3 и 4 пр необходимости могут удалить, разрезая на скрепленные концы петель 1 и вывинчивая их из петель 1. Ветви 3 и 4 изготавливают из материала, который способен сохранять придаваемую им спиральную форму. Это могут быть текстильные нити или жгуты из натуральных или искусственных волокон, пропитанные полимерным связующим, которое отверждается и обеспечивает неизменность заданной формы. Кроме того, они могут быть выполнены из проволоки. Обе -ветви или одна из них в зависимости от назначения изделия могут оставаться на основе изделия. Ворс навивают на ветви под углом к ним, чтобы организовать и обеспечить движение бобины с материалом для ворса за пределами объема, ограниченного винтовыми линиями ветвей. В этом случае межвитковые промежутки не ограничивают размеры бобин, их вращение обеспечивается с помощью простых технических средств таким образом, чтобы получить ворс заданной плотности структуры и качества. Экспериментально установлено, что наиболее благоприятным является соответствие угла навивки ворса удвоенной величине угла подъема витков внешней ветви петлеобразующего элемента. Использование изобретения позволяет расширить ассортимент и улучшить качество изделия, так как достигается возможность изготовления ворсовых изделий с наклонными и криволинейными в сечении по продольной оси изделия поверхностями, исключается спутывание петель, обеспечивается плотное и равномерное распределение их в изделии.
/
. дидА
X
Фиг г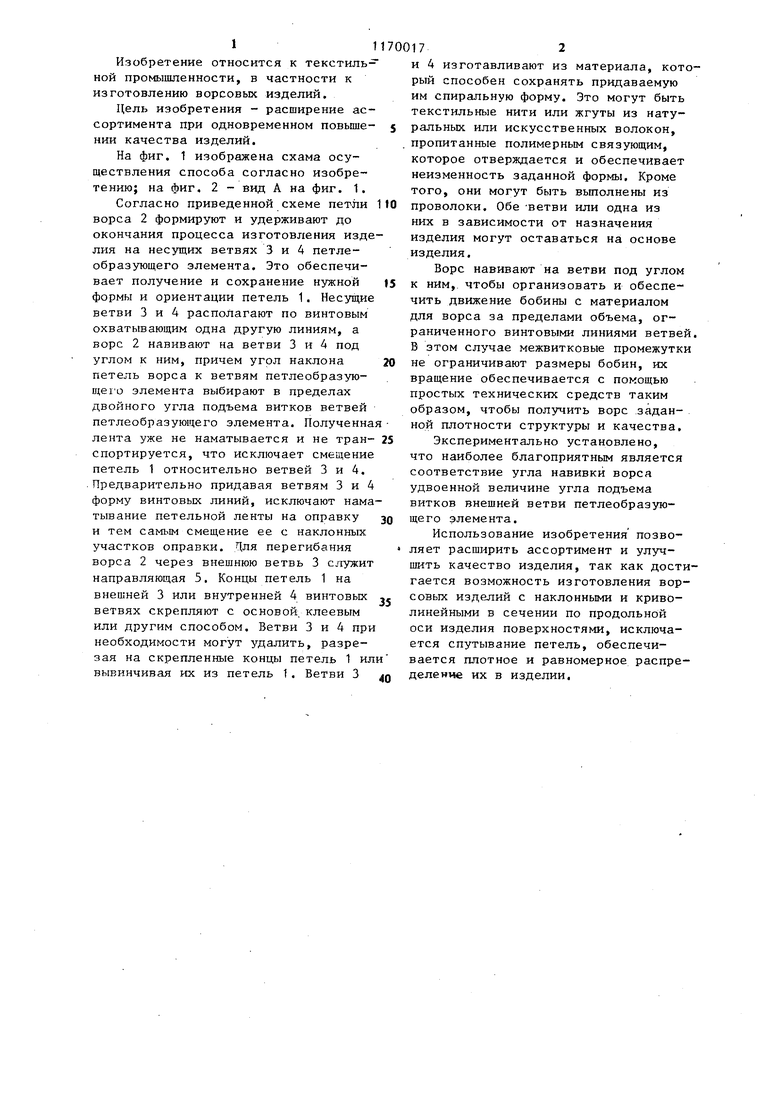
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления ворсового нетканого изделия | 1990 |
|
SU1784690A1 |
| Способ изготовления ворсового нетканого материала и устройство для его осуществления | 1991 |
|
SU1768685A1 |
| Способ изготовления нетканого ворсового изделия | 1990 |
|
SU1784691A1 |
| Устройство для изготовления ворсового нетканого изделия | 1990 |
|
SU1784689A1 |
| Способ изготовления эластичной оболочки с ворсовым покрытием | 2023 |
|
RU2819057C1 |
| Устройство для изготовления нетканого ворсового материала и устройство для его осуществления | 1985 |
|
SU1293257A1 |
| Способ изготовления нетканого ворсового материала | 1990 |
|
SU1744156A1 |
| Устройство для изготовления ворсового нетканого изделия | 1987 |
|
SU1476020A1 |
| Устройство для изготовления щеток | 1989 |
|
SU1664266A1 |
| СПОСОБ И ИНСТРУМЕНТ ДЛЯ ИЗГОТОВЛЕНИЯ САМОЗАТЯГИВАЮЩИХСЯ СТРОПОВ ИЗ КОЛЬЦЕВОГО ЖГУТА | 1994 |
|
RU2101118C1 |
СПОСОБ ИЗГОТОВЛЕНИЯ ВОРСОВОГО НЕТКАНОГО ИЗДЕЛИЯ, при котором осуществляют навивку петель ворса на две непрерывно перемещаемые несущие ветви петлеобразующего элемента с последующим прикреплением петель /V ворса к основе, отличающийс я тем, чтб, с целью расширения ассортимента лри одновременном повышении качества изделий, несущие ветви петлеобразующего элемента предварительно располагают по винтовым, охватывакнцим одна другую линиям, а навивку петель ворса производят на ветви петлеобразующего элемента и под углом к последним, причем угол навивки петель ворса на ветви петлеобразующего элемента выбирают в пределах двойного угла подъема витков внешней ветви петлеобразующего элемента. (Л 
| 1978 |
|
SU825727A1 | |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
