В известных трубогибочных станках гибка одноколейных труб осуществляется на полуавтоматическом режиме. Е случае необходимости гибки следующих колен, перестановку заготовки производят вручную при помощи различных приспособлений.
Целью настоящего изобретения является создание трубогибочной машины, способной работать в полуавтоматическом режиме при многоколенной гибке труб.
Для осуществления поставленной цели в трубогибочном станке-автомате предлагается применять пневматический механизм подачи и поворота трубы, подвергаемой изгибу, что повышает производительность станка и качество гибки.
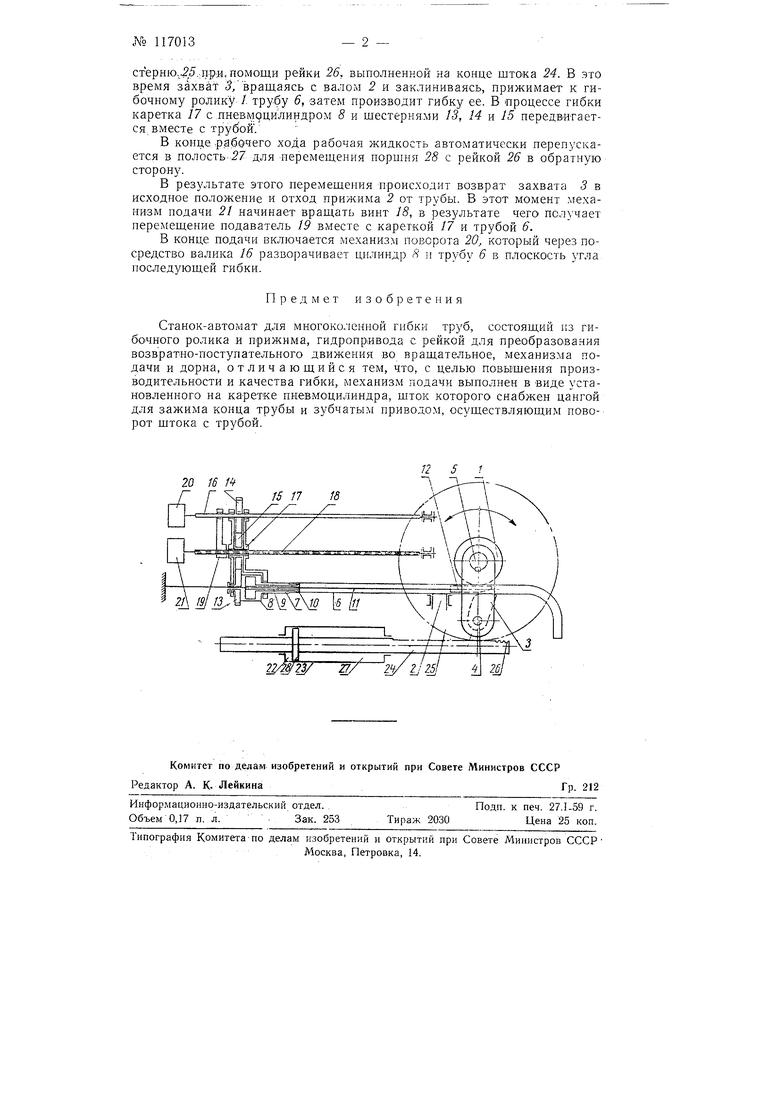
На чертеже показана принципиальная схема станка-автомата.
Рабочий орган станка-автомата выполнен в виде гибочного ролика /, прижима 2 и захвата , эксцентрично посаженного на оси по отношению к ведущему валу 5 и вращаемого вместе с последним.
Конец подвергаемой изгибу трубы 6 насал ивается на цангу, жестко связанную с пневматическим цилиндром 9, шток Р поршня которого заканчивается конусом /О, распирающим цангу 7. Через поршень и -щток 9 цилиндра 8 проходит штанга 11, на конце которой посажен дорн 12, входящий внутрь трубы 6.
На пневмоцилиндре 8 посажена шестерня 13, получающая вращение от ведущей шестерни 14 через паразитную шестерню 15. Шестерня 14 посажена на поворотном валике 16 посредством скользящей шпонки (на схеме не показана). Пневмоцилиндр и шестерни объединены кареткой 77, свободно передвигающейся по валику 16, винту /5 и щта«ге 11На винте /5 навернут подаватель /Р, осуществляющий только поступательное движение.
Поворотный валик /5 получаег привод от механизма поворота 20, а винт /S получает вращение от механизма подачи 7.
При -иоцаче рабочей жидкости к полость 22 рабочего гидроцилиндра -25 шток 24 последнего, перемещаясь, вращает посаженную на валу 5 шестерню.5.:Прй, помощи рейки 26, выполненной на конце штока 24. В это время захват /вращаясь с валом 2 и заклиниваясь, прижимает к гибочному ролику / трубу 6, затем производит гибку ее. В процессе гибки каретка 17 с пневмдцилирдром 8 и шестерня.ми 13, 14 и 15 передвигается вместе с трубой .
В конце .рабочего хода рабочая жидкость автоматически перепускается в полость 57 для перемещения поршня 28 с рейкой 26 в обратную сторону.
В результате этого перемещения происходит возврат захвата 3 в исходное положение и отход прижима 2 от трубы. В этот момент механизм подачи 21 начинает вращать винт 18, в результате чего получает перемещепие подаватель 19 вместе с кареткой 17 и трубой 6.
В конце подачи включается механизм поворота 20, который через посредство валика 16 разворачивает цилиндр 8 и трубу 6 в плоскость угла последующей гибки.
Предмет изобретения
Станок-автомат для многоколейной гибки труб, состоящий из гибочного ролика и прижима, гидропривода с рейкой для преобразования возвратно-поступательного движения во вращательное, механизма подачи и дорна, отличающийся тем, что, с целью повышения производительности и качества гибки, механизм подачи выполнен в виде установленного на каретке пкевмоцилиндра, щток которого снабжен цангой для зажима конца трубы и зубчатым приводом, осуществляющим поворот щтока с трубой.
20 16 1
/2 S 1
| название | год | авторы | номер документа |
|---|---|---|---|
| Трубогибочный автомат | 1986 |
|
SU1526871A1 |
| УСТРОЙСТВО ДЛЯ ГИБКИ ТРУБ | 2010 |
|
RU2434703C1 |
| СПОСОБ ГИБКИ ТРУБ И СТАНОК ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2010 |
|
RU2422229C1 |
| Трубогибочный станок | 1977 |
|
SU764781A1 |
| Универсальный трубогибочный станок | 1952 |
|
SU95465A1 |
| ТРУБОГИБОЧНЫЙ СТАНОК С ПРОГРАММИРУЮЩИМ | 1965 |
|
SU170267A1 |
| Трубогибочный комплекс | 1987 |
|
SU1524957A1 |
| Трубогибочная машина | 1973 |
|
SU467556A1 |
| Способ изготовления теплообменников и стан для его осуществления. Устройство для передачи длинномерных изделий на обработку. Трубогибочная машина | 1981 |
|
SU1011322A1 |
| СПОСОБ ГИБКИ ТРУБ И СТАНОК ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2015 |
|
RU2614975C1 |
