Изобретение относится к деревообрабатывающей промышленности, в частности к оборудованию для нанесения клея в линии склеивания деревянных заготовок по толщине.
Цель изобретения - улучшение качества склеивания и повышение производительности.
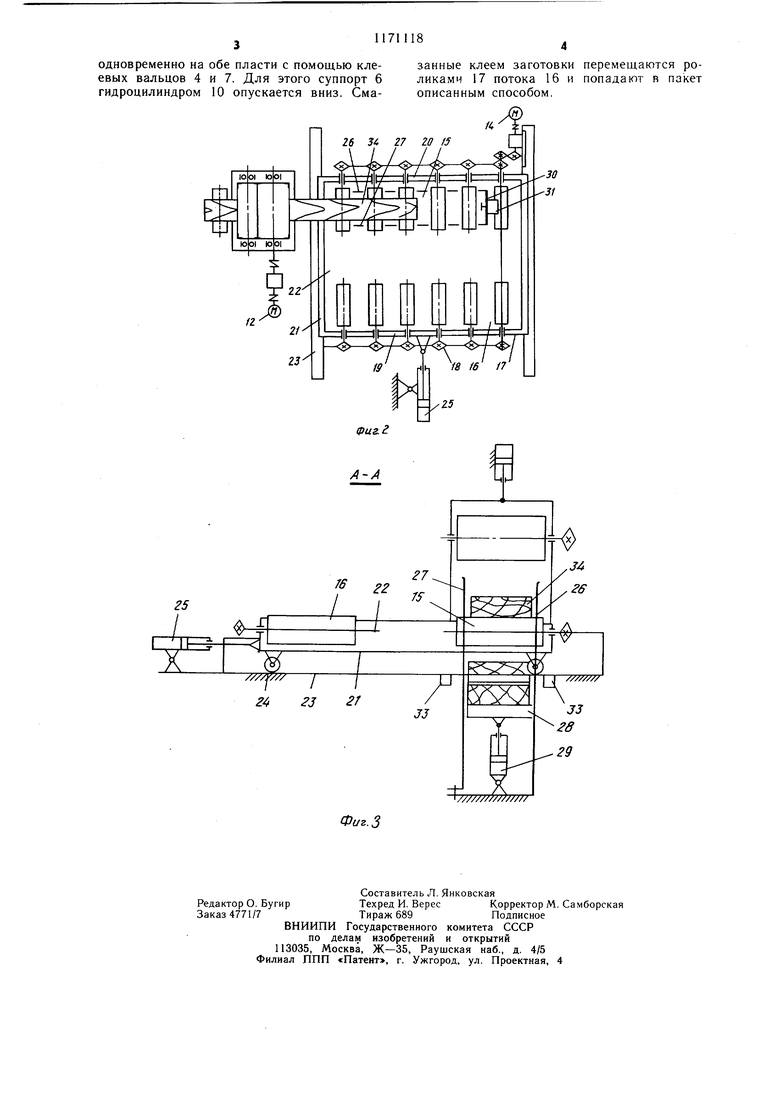
На фиг. 1 схематически изображена предлагаемая установка, обший вид; на фг. 2 - то же, план; на фиг. 3 - разрез А-А на фиг. 1.
Установка содержит станину 1, на которой смонтирован в направляющих 2 клеенаносящий узел 3, в корпусе его смонтирован нижний клеевой валец 4 с дозирующим валиком 5 и суппорт 6 с верхним клеевым вальцом 7 и дозирующим валиком 8. Суппорт установлен в направляющих 9 корпуса клеена носящего узла 3 и соединен с гидроцилиндром 10. Корпус клеенаносящего узла связан с гидроцилиндром 11, закрепленным на станине 1, а клеевые вальцы 4 и 7 соединены с их приводом 12.
За клеенаносящим узлом 3 расположен рольганг 13 с приводом 14. Рольганг выполнен двухпоточным с потоками 15 и 16. Ролики 17 потоков закреплены консольно в подшипниковых опорах 18 на боковых стенках 19 и 20 рамы 21 рольганга, образуя проем 22 между потоками 15 и 16. При этом рама 21 рольганга установлена на поперечных направляющих 23 с помощью роликовых опор 24 и соединена с гидроцилиндром 25, закрепленным на станине.
В промежутке между роликами 17 потока 15 на станине смонтированы неподвижные направляющие щины 26 и 27. Шина 27 сделана переставной. Между направляющими шинами расположен подъемный стол 28, соединенный с гидроцилиндром 29. На шинах закреплен упор 30 с конечным выключателем 31. Для управления работой установка снабжена фотоэлектрическими датчика.ми 32 и 33 и программным устройством 34, электрически связанным с датчиками 32 и 33, конечным выключателем 31 и гидроцилиндрами 10, 1 1, 25 и 29. Загрузочное устройство содержит ролик 35 для подачи заготовки 36 к клеенаносящему узлу.
Перед клеенаносящим узлом 3 установлен приводной ролик 35загрузочного устройства.
Установка работает следующим образом.
Пусть программное устройство 34 настроено на попарное склеивание заготовок по толщине, а в пространство между клеевыми вальцами 4 и 7 и их дозировочными валиками 5 и 8 налит клей. Суппорт 6 гидроцилиндром 10 поднимается вверх, чтобы зазормежду клеевыми вальцами 4 и 7 превышал толщину заготовки.
Заготовку 36 с помощью ролика 35 загрузочного устройства подают к клеенаносящему узлу 3. Заготовка перекрывает световой
поток фотоэлектрического датчика 32, и программное устройство 34 подает команду на гидроцилиндры 11 и 25. В результате этого корпус клеенаносящего узла 3 опускается
по направляющим 2 вниз и верхний клеевой валец 7 касается верхней пласти заготовки, а гидроцилиндр 25 передвигает раму 21 рольганга 13 по поперечным направляющим 23 влево (фиг. 3) так, чтобы продольные оси клеенаносящего узла 3 и потока 15 рольганга
совпали. После нанесения клея на верхнюю пласть заготовки 36 последняя поступает на поток 15 рольганга 13 между шинами 26 и 27. Дойдя до упора 30, заготовка нажимает на конечный выключатель 31, который включает гидроцилиндр 25. Рама 21 рольганга 13 перемещается вправо, а заготовка удерживается щиной 26 на месте. Попав в проем 22, заготовка проваливается между шинами 26 и 27 на подъемный стол 28. Рама 21 рольганга 13 останавливается в крайнем правом
0 положении (фиг. 2), и оси клеенаносящего узла 3 и потока 16 рольганга 13 совпадают.
При подаче второй заготовки снова срабатывает фотоэлектрический датчик 32 и программное устройство 34 дает команду
5 гидроцилиндру 11 на подъем клеенаносящего узла 3 в верхнее положение. В результате этого нижний клеевой валец 4 касается нижней пласти заготовки 36. Последняя при выходе из клеенаносящего узла 3 попадает на поток 16 рольганга 13. Конечный выключатель 31 через программное устройство 34 снова дает команду на гидроцилиндр 25. Рама 21 рольганга 13 перемещается по направляющим 23 влево. Заготовка щиной 27 удерживается на месте, а когда ролики 17 потока 16 выходят из-под заготовки, последняя через проем 22 проваливается между шинами 26 и 27 и падает нижней смазанной клеем пластью на верхнюю смазанную клеем пласть предыдущей заготовки. Первый склеиваемый пакет сформирован. На него набирается второй пакет. Для этого подъемный стол 28 с помощью гидроцилиндра 29 по команде фотоэлектрического датчика 33 опускается на толщину следующего пакета. Для того, чтобы заготовки укладывались на подъемном столе 28 на пласть, высота их падения
должна быть меньше ширины заготовки.
При работе установки ролики 17 потока 15 сухие, по ним подаются заготовки с нанесенным клеем только по верхней пласти. Ролики потока 16 мокрые, по ним подаются заготовки с нанесенным клеем по нижней пласти.
Для склеивания .многослойных пакетов, состоящих из трех и более заготовок, настраивается программное устройство 34. Нижняя и верхняя заготовки пакета обрабатываются описанным способом. Для внутренних заготовок пакета клей наносится
одновременно на обе пласти с помощью клеевых вальцов 4 и 7. Для этого суппорт 6 гидроцилиндром 10 опускается вниз. Смазанные клеем заготовки перемещаются роликами 17 потока 16 и попадают в пакет описанным способом.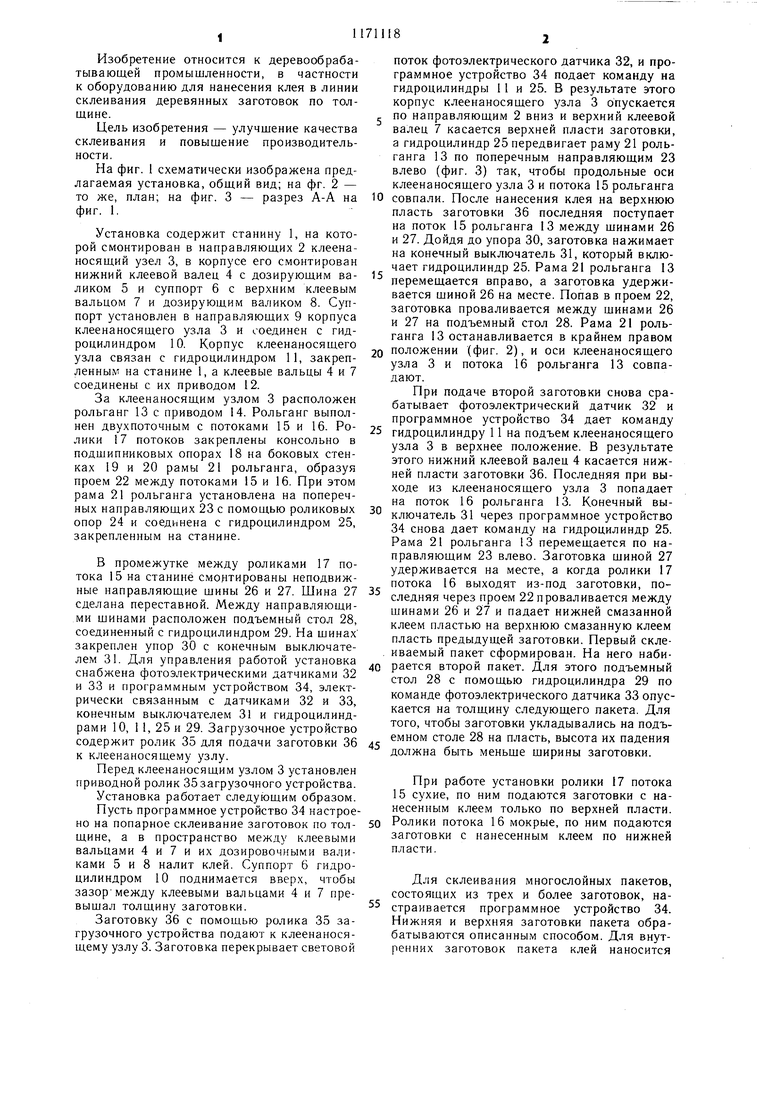
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для нанесения клея на склеиваемые заготовки | 1984 |
|
SU1171119A1 |
| Линия для попарного склеивания деревянных заготовок по толщине | 1984 |
|
SU1230835A1 |
| Линия изготовления комбинированных балок | 1988 |
|
SU1558676A1 |
| Линия сращивания древесины по сечению | 1990 |
|
SU1784456A1 |
| Автоматическая поточная линия сращивания пиломатериалов по длине | 1989 |
|
SU1678611A1 |
| Линия для изготовления щитов | 1984 |
|
SU1177155A1 |
| Линия для изготовления клееных деревянных балок | 1984 |
|
SU1172712A1 |
| Линия для изготовления древесного слоистого материала (и ее варианты) | 1982 |
|
SU1021608A1 |
| Линия склеивания пиломатериалов по длине | 1986 |
|
SU1318405A1 |
| Линия для изготовления клееных по толщине элементов | 1984 |
|
SU1184682A1 |
УСТАНОВКА ДЛЯ НАНЕСЕНИЯ КЛЕЯ НА СКЛЕИВАЕМЫЕ ЗАГОТОВКИ, содержащая станину, клеенаносящии узел с верхним и нижним клеевыми вальцами и приводом, приводной рольганг, направляющие шины и подъемный стол, отличающаяся тем, что, с целью улучщения качества склеивания и повыщения производительности, рольганг выполнен двухпоточным и снабжен рамой, на боковых стенках которой консольно закреплены ролики потоков, образующие между собой проем, а станина оснащена поперечными направляющими, на которых установлена рама с возможностью перемещения, и гидроцилиндром, соединенным с рамой, при этом направляющие шины расположены между роликами одного из потоков. (Л 00 фиг. 1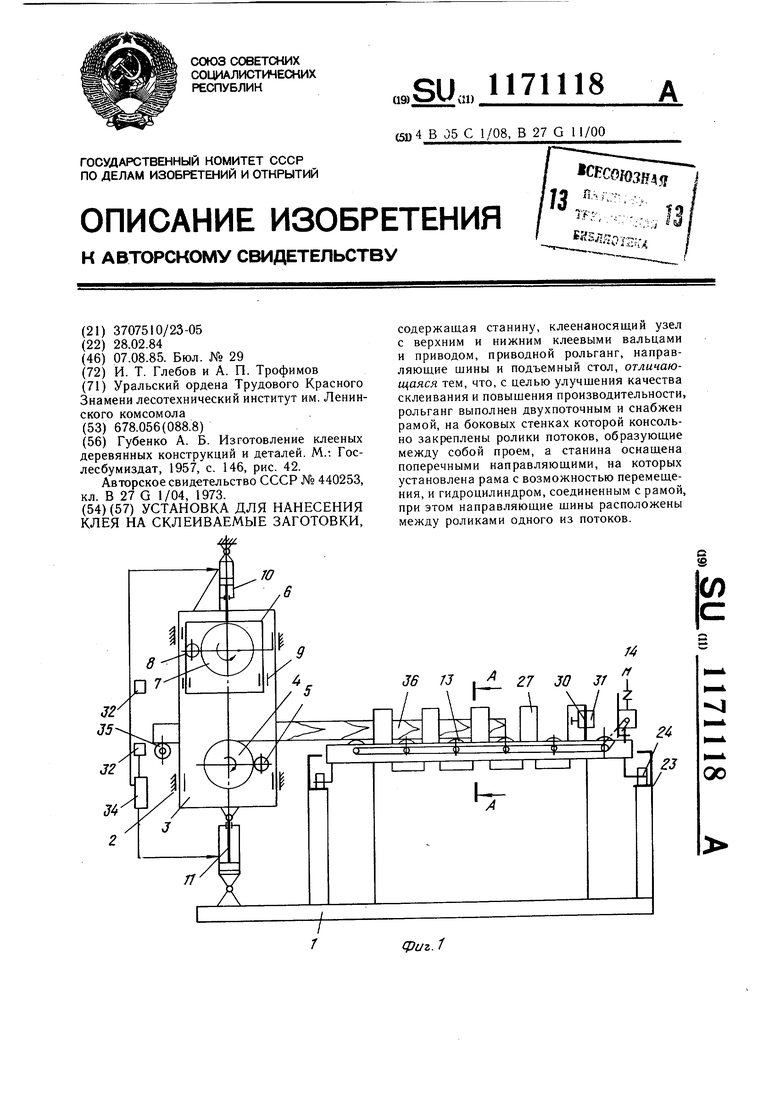
| Губенко А | |||
| Б | |||
| Изготовление клееных деревянных конструкций и деталей | |||
| М.: Гослесбумиздат, 1957, с | |||
| Приспособление, увеличивающее число оборотов движущихся колес паровоза | 1919 |
|
SU146A1 |
| Устройство для усиления микрофонного тока с применением самоиндукции | 1920 |
|
SU42A1 |
| УСТРОЙСТВО ДЛЯ УКЛАДКИ В ПАКЕТ НАМАЗАННЫХКЛЕЕМ И СУХИХ ЛИСТОВ ШПОНАПРИ ИЗГОТОВЛЕНИИ ФАНЕРЫ | 0 |
|
SU440253A1 |
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
