Изобретение относится к обработке металлов давлением, может быть применено для намотки лент на трубопроводы и является усовершенствованием устройства по основному авт.св. № 1039605. Цель изобретения - повьшение производительности за счет использования в рабочем режиме, т.е. для намотки лент, обратного хода механизмов станка. На фиг.1 и 2 показан станок, общий вид. Станок имеет привод в виде электродвигателя 1 и двух редукторов 2 и 3, приводящих в движение механизм основного консольного поворота корпуса А и дополнительного консольного корпуса 5, а также механизм перемещения трубчатого изделия 6 в направлении его продольной оси. Механизм поворота корпусов 4 и 5 состоит из двух пар конических шестерен 7 и 8 и вертикального выходного вала 9. Корпуса 4 и 5 одним своим концом .закреплены на вертикальном выходном г.рн помощи регулировочного винтового узла 10, На других свободных концах корпусов 4 И 5 установлены бобины 11 и 12 с армирующей (уплотняющей) лентой 13 и 14 и ван наш 15 и 16 со связующим раствором (веществом через которое пропускают ленты 11 и 12 перед намоткой на Tpy6 чатое изделие 6). Корпуса 4 и 5 закреплены на верти кальном выходном валу 9 на различных уровнях по высоте вала и развернуты один относительно другого в параллельных плоскостях вращения. Такое расположение корпусов 4 и 5 обеспечивает размещение обеих ванн 15 и 16 также на разных уровнях (для намотки снизу вверх с использованием ванны 15, а для намотки сверху вниз с использованием ванны 16). Направля ющие ролики 17 и 18 ориентиробаны дл правой намотки, а направляющие ролики 19 и 20 - для левой намотки. Механизм перемещения трубчатого изделия 6 выполнен зубчато-реечным и содержит зубчатое колесо 21 (копир в виде фасонной прямозубной рейки 22 Рейка 22 жестко связана с держате лем 23 через кронштейн 24 и поперечи ну 25. Направление и фиксация фасонной рейки при движении осуществляются опорным роликом 26 и направляющими роликами 27, которое обкатываются по фасонной направляющей 28, выполненной в соответствии с траекторией движения направляющих роликов 27, т.е. в соответствии с конфигурацией рейки 22. Станок работает следующим образом. Перед включением электродвигателя 1 концы ленты 13 и 14 захватьтаются съемной защелкой (не показана.) . При включении электродвигателя 1 начинает вращаться зубчатое колесо 21 посредством редукторов 2 и 3 и шестерен 7 и 8, а также выходной вал 9. При вращении зубчатого колеса 21 начинает свое перемещение прямозубая рейка 22, устойчивость положения которой создается опорным роликом 26 и направляющими роликами 27, охватывающимися по фасонным направляющим 28. Вместе с фасонной рейкой 22 начинает, свое перемещение в одном с ней направлении поперечина 25 и соединенные с ней кронштейн 24 и держатель 23, удерживающий трубчатое изделие 6. Поскольку форма рейки 22 соответствует форме трубчатого изделия 5, то она совершает поступательное перемещение при зацеплении своих прямолинейных участков с зубчатым колесом 21 и поворотное движение при зацеп- лении с зубчатым колесом 21 своих криволинейных участков. В то время, как закрепленный на валу 9 корпус 4 вращается вместе с валом 9, уплотняющая лента 13, закрепленная своим концом на трубчатом изделии 6 начинает наматываться на него снизу вверх, предварительно пройдя через пропиточную ванну 15 со связующим веществом. При выходе из пропиточной ванны 15 ленточньй армирующий материал 13 необходимо развернуть из горизонтальной плоскости в вертикальную, для чего в ванне устанавливают направляющие планки (не показат1ы), которые осуществляют предварительный разворот ленты на 10-16. Начальная точка намотки и угол намотки подбираются при помощи регулировочного винтового узла 10 на валу 9. После получения одного слоя покрытия конечный выключатель (не показан) останавливает электродвигатель 1. Упрочняющая лента 13 от ванны 15 отрезается. При условии однослойного покрытия трубчатое изделие 6 снимается.
31171
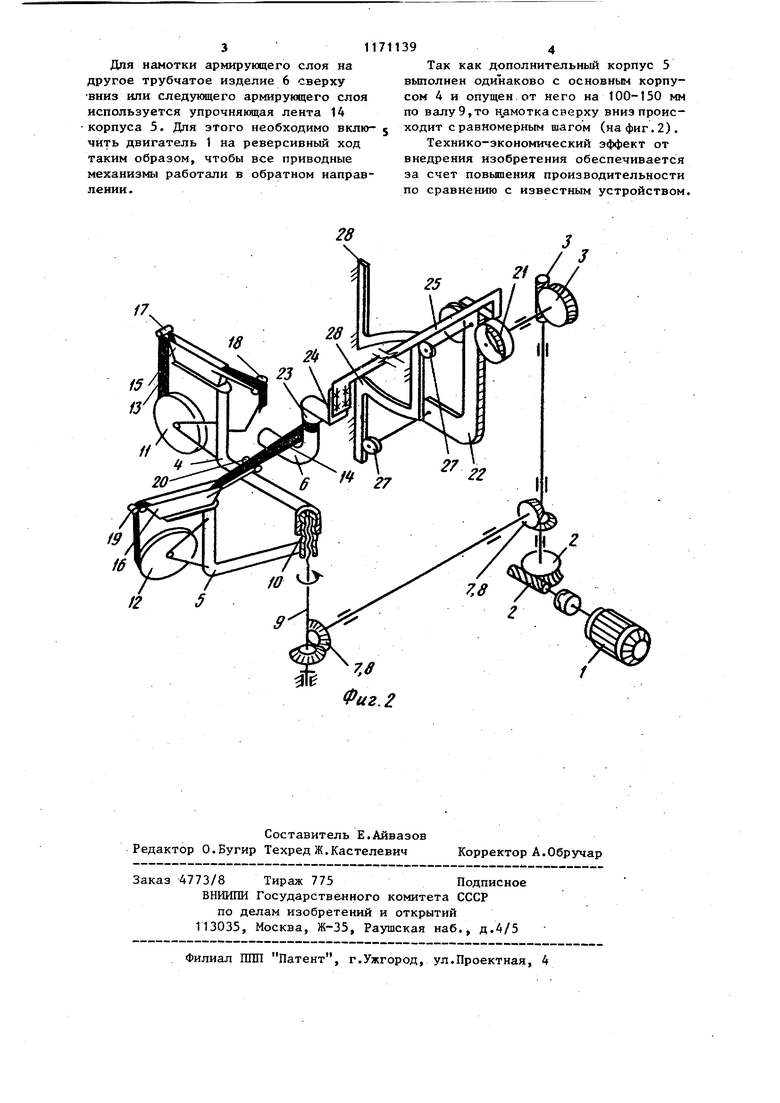
Для намотки армирующего слоя на другое трубчатое изделие 6 сверху вниз или следукицего армирукяцего слоя используется упрочняющая лента 14 корпуса 5. Для этого необходимо вклю- j чить двигатель 1 на реверсивный ход таким образом, чтобы все приводные механизмы работали в обратном направлении.
394
Так как дополнительный корпус 5 вьтолнен одинаково с основным корпусом 4 и опущен от него на 100-150 мм по валу 9,то н.амоткасверху вниз происходит с равномерньгм шагом (на фиг. 2).
Технико-экономический эффект от внедрения изобретения обеспечивается за счет повышения производительности по сравнению с известным устройством.
Фиг. 2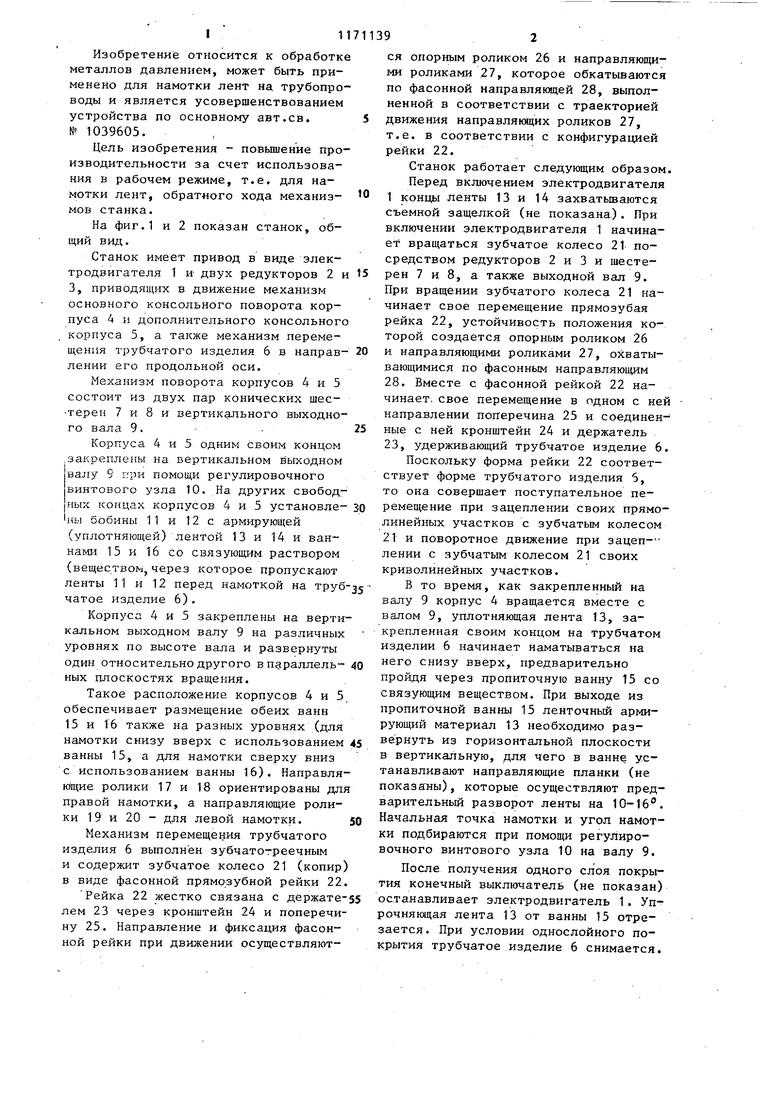
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для намотки лент на криволинейные трубчатые изделия | 1980 |
|
SU1039605A1 |
| Станок для намотки лент на фасонные трубчатые изделия | 1982 |
|
SU1166856A1 |
| Намоточный станок для изготовления стеклопластиковых изделий | 1972 |
|
SU476189A1 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ ТРУБЧАТЫХ ИЗДЕЛИЙ ИЗ АРМИРОВАННЫХ ПЛАСТИКОВ | 1973 |
|
SU378327A1 |
| Устройство для намотки оболочек | 1982 |
|
SU1034917A1 |
| Устройство для намотки трубчатых изделий | 1983 |
|
SU1106667A1 |
| Станок для наложения ленточной изоляции | 1986 |
|
SU1317575A1 |
| СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ДЛИННОМЕРНЫХ МАТЕРИАЛОВ | 1992 |
|
RU2106969C1 |
| СТАНОК ДЛЯ НАМОТКИ КРИВОЛИНЕЙНЫХ ТРУБ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2006 |
|
RU2336168C2 |
| Устройство для намотки жестких катушек | 1981 |
|
SU978276A1 |
СТАНОК ДЛЯ НАМОТКИ ЛЕНТ НА КРИВОЛИНЕЙНЫЕ ТРУБЧАТЫЕ ИЗДЕЛИЯ по авт.св. № 1039605, отличающийся тем, что, с целью повышения производительности, он снабжен дополнительным консольным корпусом с установленными на нем дополнительными пропиточной ванной и бобиной с лентой, при этом дополнительный консольный корпус закреплен на выходном валу механизма поворота основного корпуса перпендикулярно оси указанного вала. & СО со Фиг I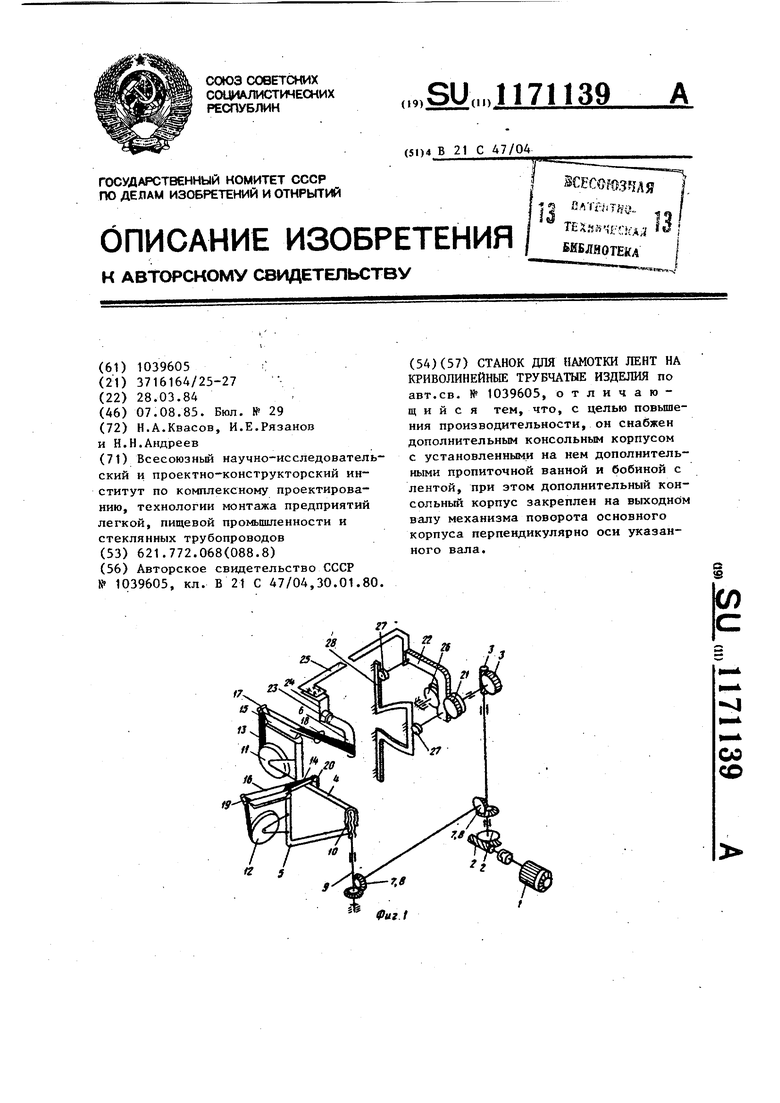
| Станок для намотки лент на криволинейные трубчатые изделия | 1980 |
|
SU1039605A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
| tZ | |||
