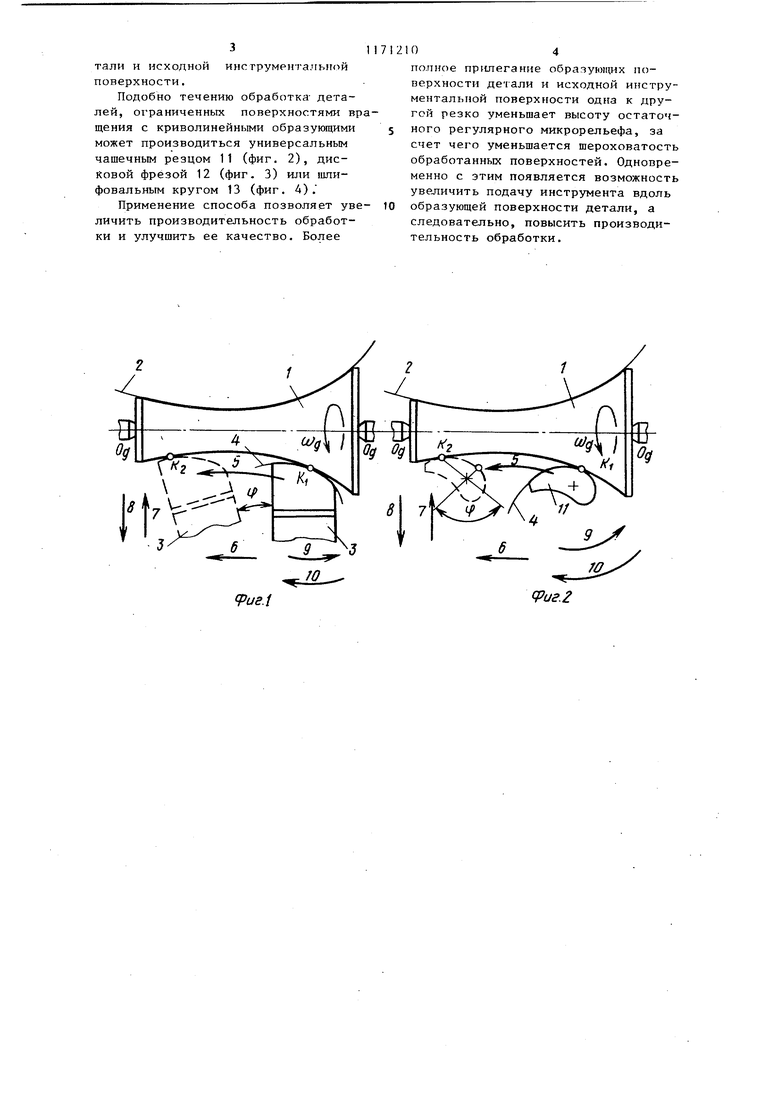
J Изобретение относится к области машиностроения и может быть использовано для обработки деталей, ограниченных поверхностями вращения с криволинейными образую1цими. Целью изобретения является увели чение производительности обработки и улучшение ее качества за счет обеспечения обработки с большими подачами инструмента вдоль оси вращения детали и снижения высоты неровностей, образующихся на обрабатываемой поверхности вследствие образо вания регулярного микрорельефа. На фиг. 1 показана схема способа точения деталей, ограниченных поверхностями вращения с криволинейно образующей, универсальным проходным резцом с криволинейной режущей кром кой, кривизна которой монотонно -изменяется от одного конца к противоположному, на фиг. 2 - схема способа точения деталей чашечным резцом, на фиг. 3 - схема способа обработки деталей дисковой фрезой, на фиг. 4 - схема способа обработки деталей шлифовальным кругом. Согласно способу точения детали 1, ограниченной поверхностью вращения с криволинейной образующей 2, обработка проводится резцом 3 с монотонно изменяющейся кривизной образующей исходной инструментальной поверхности 4. Заготовке 1 придают вращение вокруг оси Of - Ох- с угловой скоростью CJrf- , а инструмент 3 перемещают в осевой плоскости детал 1 (в плоскости чертежа) вдоль ее обращующей 2 в направлении 5 эквидистантном образующей 2. Перемещени резца 3 вдоль образующей 2 детали 1 в направлении 5 может осуществляться путем его перемещения вдоль оси Of - 0 детали 1 в направлении 6 и нормально к этому направлению к оси Otf - Od детали 1 в направлении 7 и обратно, в направлении 8, при этом инструменту 3 придают возвратн поворотное движение ориентации 9-10 которое осуществляют в осевой плоскости детали 1 путем качения со ско жением образующей 4 исходной инстру ментальной поверхности по образующей 2 поверхности детали 1 в направ лении наиболее полного прилегания этих образуюпщх 2 и 4 одна к другой и которое зависит от характера крив 102 линейности обрабатываемой поверхности. Так, при обработке детали с монотонно изменяющейся кривизной образующей инструмент по мере перемещения вдоль образующей поверхности детали поворачивают IOHOTOHHO в одном направлении, т.е. его движение является поворотньм, а при обработке детали с переменным характером изменения кривизны образующей, по мере перемещения инструмента вдоль образующей поверхности детали, его поворачивают то в одном то в противоположном направлении. Способ осуществляют следующим образом. Деталь 1 с криволинейной поверхностью 2 вращают вокруг оси Og - угловой скоростью cOrf- , а инструмент 3 с монотонно изменяющейся кривизной образующей 4 перемещают вдоль оси детали в направлении 6 и в поперечном направлении 7 и за счет движения ориентации 9-10 поворачивают относительно детали 1. Так. резец при переходе от профилирования точки К образующей 2 детали 1 к профилированию ее точки К поворачивают на угол tp . В (Результате этого каждьш участок профиля образующей 2 поверхности детали 1 будет формообразован участком образующей 4 исходной инструментальной поверхности, кривизна которого близка к кривизне соответствующего участка образующей 2. Поскольку обработка детали производится инструментом с переменной кривизной образующей исходной инструментальной поверхности, то при обработке любого профиля детали на образующей исходной инструментальной поверхности всегда можно выделить участок, кривизна которого минимально отличается от кривизны соответствующего участка образующей поверхности детали. Указанным участком образующей исходной инструментальной поверхности и производится формообразование соответствующего участка поверхности детали, а подвод к участку образующей поверхности детали участка образующей исходной инструментальной поверхности соответствующей кривизны производится ориентирующим движением 9-10 согласно характеру и параметрам образующих поверхности детали и исходной инструмеиталыгой поверхности.
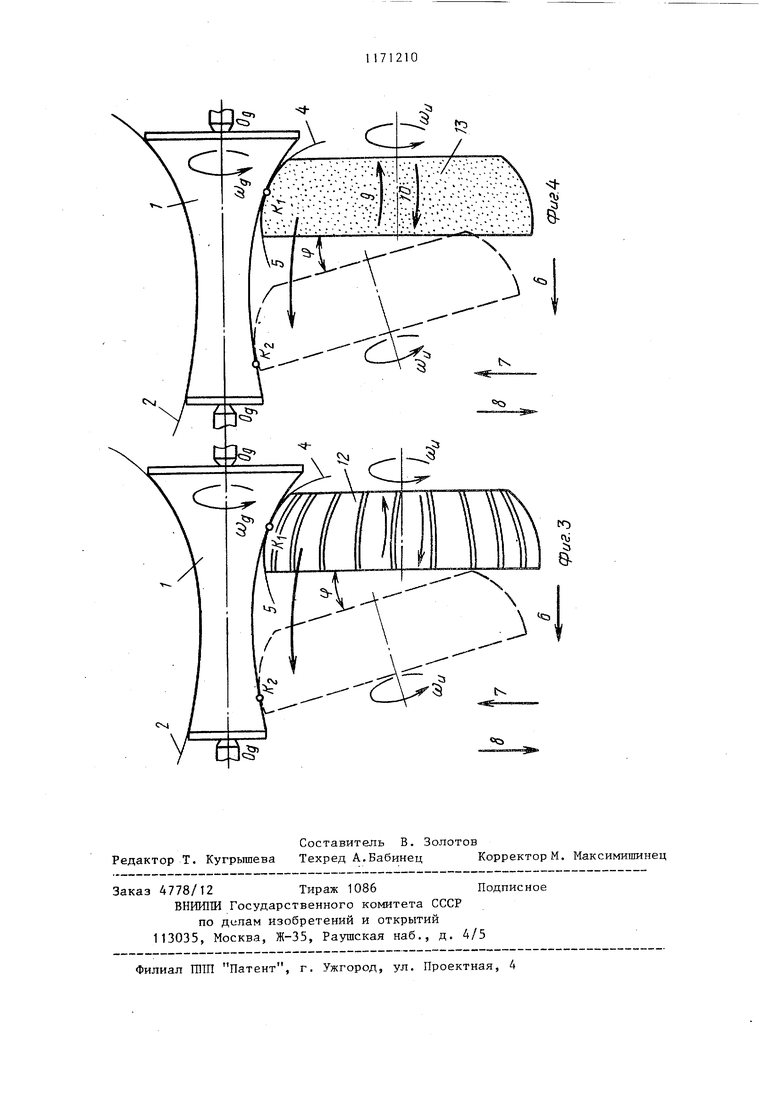
Подобно течению обработка- деталей, ограниченных поверхностями вращения с криволинейными образующими может производиться универсальным чашечным резцом 11 (фиг. 2), дисковой фрезой 12 (фиг. 3) или шлифовальным кругом 13 (фиг. 4).
Применение способа позволяет увеличить производительность обработки и улучшить ее качество. Более
104
полное прилегание образунмцих поверхности детали и исходной инструментальной поверхности одна к другой резко уменьшает высоту остаточнего регулярного микрорельефа, за счет чего уменьшается шероховатость обработанных поверхностей. Одновременно с этим появляется возможность увеличить подачу инструмента вдоль образующей поверхности детали, а следовательно, повысить производительность обработки.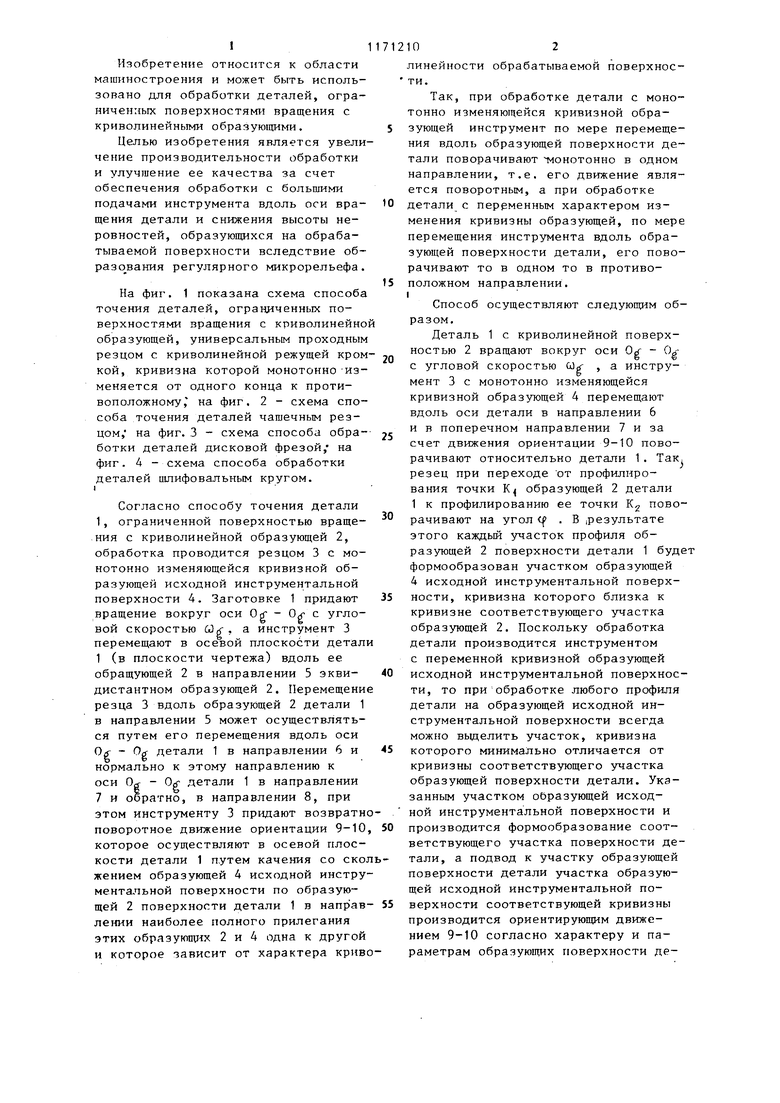
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ точения | 1984 |
|
SU1232375A2 |
| Инструмент для упрочнения деталей,ограниченных поверхностями сложной формы | 1986 |
|
SU1428563A1 |
| Способ точения некруглых в поперечном сечении тел | 1986 |
|
SU1364396A1 |
| Резец для ротационного точения | 2018 |
|
RU2685824C1 |
| СПОСОБ РЕМОНТА ОПОРНОЙ ШЕЙКИ РОТОРА ТУРБОАГРЕГАТА | 2000 |
|
RU2171528C1 |
| Сменная многогранная пластина из инструментальной керамики для точения никелевых сплавов | 2021 |
|
RU2795971C1 |
| Способ обработки некруглых деталей | 1981 |
|
SU1009612A1 |
| РЕЖУЩАЯ ПЛАСТИНА | 2000 |
|
RU2198767C2 |
| СПОСОБ ЛЕЗВИЙНО-АБРАЗИВНОЙ ОБРАБОТКИ | 2001 |
|
RU2199417C2 |
| СПОСОБ ФОРМИРОВАНИЯ МИКРОРЕЛЬЕФА НА ПОВЕРХНОСТИ ДЕТАЛИ | 2005 |
|
RU2297314C2 |
1. СПОСОБ ТОЧЕНИЯ деталей, ограниченных поверхностями вращегшя с криволинейными образующими, согласно которому заготовке сообщают вращение вокруг своей оси, а инструмент с криволинейной режущей кромкой перемещают вдоль обрабатываемой поверхности и поворачивают в осевой плоскости детали, о т л и ч а ющ и и с я тем, что, с целью увеличения производительности обработки и улучшения ее качества, обработку проводят инструментом с монотонно изменяющейся кривизной образующей исходной инструментальной поверхнос- . ти, а поворот инструмента осуществляют по образующей детали в направлении наиболее полного прилегания образующих одна к другой. 2. Способ по п. 1, отличающийся тем, что точение проводят вращающимся инструментом. о
| Способ механического копирования желоба переменного радиусного профиля на деталях типа валков прокатных станов | 1968 |
|
SU538823A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
