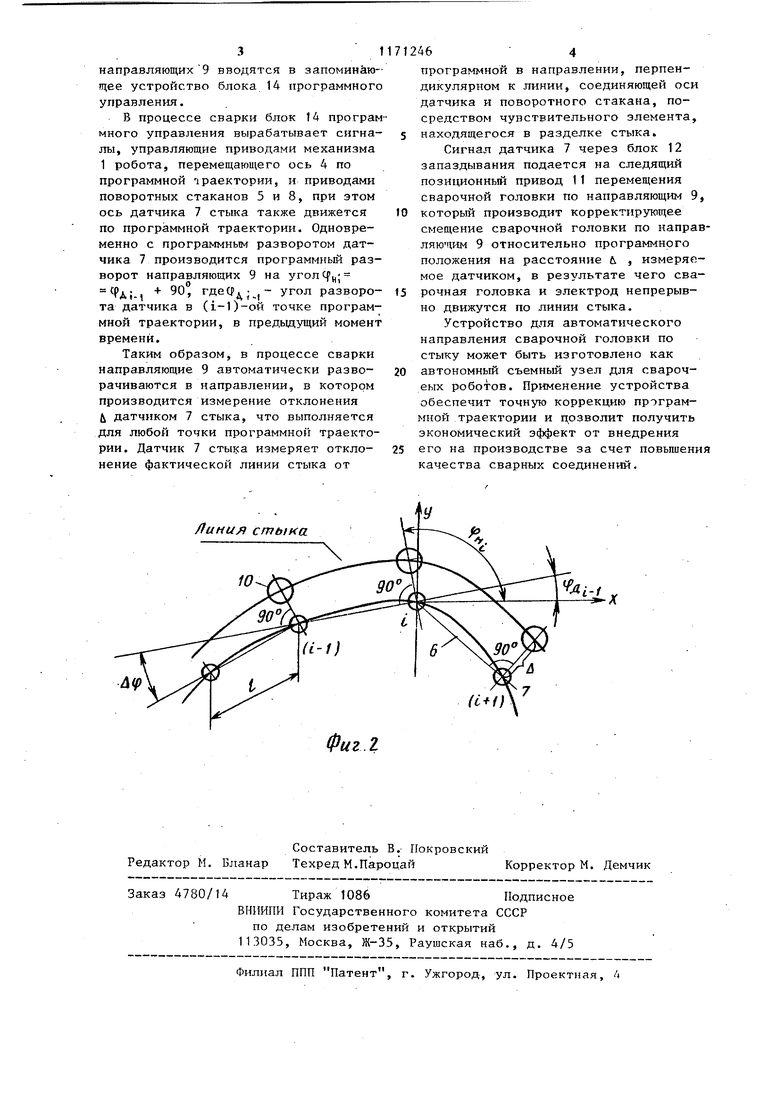
1 Изобретение относится к автомати зации сварочного производства и может быть использовано для коррекции траектории сварочной головки промыш ленного робота. Цель изобретения - повышение точ ности направления сварочной головки по стыку. На фиг. 1 показано устройство, схема; на фиг.2 - расположение голо ки с датчиком относительно стыка, чид сверху. Устройство для автоматического направления сварочной головки по стыку содержит механизм 1 программного перемещения робота (не показан), имеющий суппорт 2, перемещающийся вдоль оси у, и каретку 3, перемео1ающуюся вдоль оси х, установленную на. указанном суппорте, ось 4 «Основного поворотного стакана, подвешенную к механизму 1 программного перемещения посредством жесткого закрепления на каретке. 3, поворотны стакан 5, размещенный на оси 4 с возможностью вращения относительно шее, рычаг 6, жестко соединенный с корпусом поворотного стакана 5, дат чик 7 стыка, корпус которого жестко Закреплен на конце рычага Ь, дополнительный, поворотный стакан 8, расположенный на оси 4 соосно с поворот ным стаканом 5, имеюищй направляющие 9, выполненные в виде паза, расположенные диаметрально в нижней части корпуса дополнительного поворотного стакана 8, сварочную головку 10, установленную в направляющих 9 с возможностью перемещения по ним, при вод 11 перемещения сварочной головки по направляющим 9, подключенный через блок 12 запаздьгоания к выходу датчика 7 стыка, привод 13 вращения дополнительного поворотного стакана 8, подключенный к блоку 14 программного управления, привод 15 вращения основного поворотного стакана 5, раз мещенный на последнем, подключенный к блоку 14 программного управления. Введением направляющих 9 обеспечи вается независимость корректирующего смещения сварочной головки 10 от программного движения корпуса датчик 7 Дополнительный поворотный стакан 8 обеспечивает коррекцию отклонения в том же направлении, в котором прои водилось измерение отклонения А от линии стыка щупом датчика 7. Направ62пяющие 9выпо.пнены п виде рямки, жестко связанной-с корпусом дополнительного поворотного стакана 8, при этом оси последнего и направляющих расположены под прямым углом и пересекаются. Ось корпуса датчика 7 стыка расположена над программной траекторией перемещет1ир сварочной головки 10, а его чугзствитрльный элемент на линии стыка. При необходимости устройство может быть снабжено механизмом вертик1льного перемещения оси 4 в направлении оси Z (программныг-)) и следящим механи.шом вертикального перемещения длтчика стыка. В качестве блока запаздывания может быть использован блок памяти с п - последовательно соединенными регистрами сдвига. В качестве датчика стыка может быть использована фотоголовка или датчики других типов. Устройство работает следующим образом. В процессе программирования обучением сварочная головка последовательно занимает точки расположения датчика, размещенного впереди сварочной головки на некотором расстоянии t определяемом длиной рычага 6. С ручного пульта управления роботом сварочная головка 10 выводится в точку с заданными координатами х и у (при программировании траектории сварочная головка расположена соосно ,с поворотными стаканами 5 и 8 и осью 4), после чего координаты вводятся в блок памяти блока 14 программного управления. Далее производят разворот датчика 7 стыка с рычагом 6 до пересечения его оси с программной траекторией, полученную угловую координату также вводят в блок 14 программного управления, и производят разворот направляющих 9 дополнительного поворота стакана 8 по нормали к рычагу. Координату угла поворота направляющих 9 вводят в блок 14 программного управления совместно с координатами последующего расположения сварочной головки. Таким образом, сварочная головка при программировании методом обучения последовательно занимает положение датчика, размещенного впереди сварочной головки на некотором расстоянии 1, при этом координаты точек и углы поворота датчика 7 и 3 направляющих9 вводятся в запоминаю- щее устройство блока 14 программного управления. В процессе сварки блок 14 програм много управления вырабатывает сигналы, управляющие приводами механизма 1 робота, перемещающего ось 4 по программной чраектории, и приводами поворотных стаканов 5 и 8, при этом ось датчика 7 стыка также движется по программной траектории. Одновременно с программным разворотом датчика 7 производится программный разворот направляющих 9 на yronCj j PAJ-I Угоп разворо та датчика в (1-1)-ой точке программной траектории, в предыдущий момент времени. Таким образом, в процессе сварки направляющие 9 автоматически разворачиваются в направлении, в котором производится измерение отклонения (i датчиком 7 стыка, что выполняется для любой точки программной траектории. Датчик 7 стыка измеряет отклонение фактической линии стыка от Линия стыка
Фиг. 2 46 4 програм шой в направлении, перпендикулярном к линии, соединяющей оси датчика и поворотного стакана, посредством чувствительного элемента, находящегося в разделке стыка. Сигнал датчика 7 через блок 12 запаздывания подается на следящий позиционный привод 11 перемещения сварочной головки по направляющим 9, который производит корректирующее смещение сварочной головки по направляюцим 9 относительно программного положения на расстояние & , измеряемое датчиком, в результате чего сваречная головка и электрод непрерывно движутся по линии стыка. Устройство для автоматического направления сварочной головки по стыку может быть изготовлено как автономный съемный узел для сварочеых роботов. Применение устройства обеспечит точную коррекцию программной траектории и дозволит получить экономический эффект от внедрения его на производстве за счет повьшения качества сварных соединений. 
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ сварки и устройство для его осуществления | 1987 |
|
SU1555080A1 |
| Устройство для копирования линии стыка | 1979 |
|
SU772762A1 |
| Устройство для автоматического направления сварочной головки по стыку | 1982 |
|
SU1199516A1 |
| Устройство для сварки | 1987 |
|
SU1558598A1 |
| Устройство для адаптивного управления движением сварочной головки по стыку | 1985 |
|
SU1311885A1 |
| Способ сварки и устройство для его осуществления | 1987 |
|
SU1493408A1 |
| Устройство для сварки | 1987 |
|
SU1563916A1 |
| Способ наведения оси сварочной головки на стык при сварке пространственных изделий | 1976 |
|
SU648360A1 |
| Устройство для адаптивного управления движением сварочной головки по стыку | 1985 |
|
SU1348108A1 |
| Устройство для автоматической сварки угловых швов | 1989 |
|
SU1701461A1 |
УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОГО НАПРАВЛЕНИЯ СВАРОЧНОЙ ГОЛОВКИ ПО СТЫКУ,содержащее датчик стыка, закрепленный на конце рычага, установленного на поворотном стакане, подключенный к выходу блока програмMHoio управления, причем ось поворотного стакана закреплена на механизме программного перемещения, о тличающееся тем, что, с целью повышения точности направленияголовки по стыку, устройство дополнительно снабжено вторым поворотным стаканом с направляющими, на которых установлена сварочная головка, приводами перемещения сварочной головки и вращения второго поворотного стакана, причем управляющий вход привода перемещения сварочной головки подключен к выходу датчика стыка, а привод вращения второго поворотного стакана - к выходу блока программного управления, при этом ось второго по-воротного стакана совпадает с осью пеового поворотного стакана.
| Патент США № 4255643, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Устройство для копирования линии стыка | 1979 |
|
SU772762A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
