to
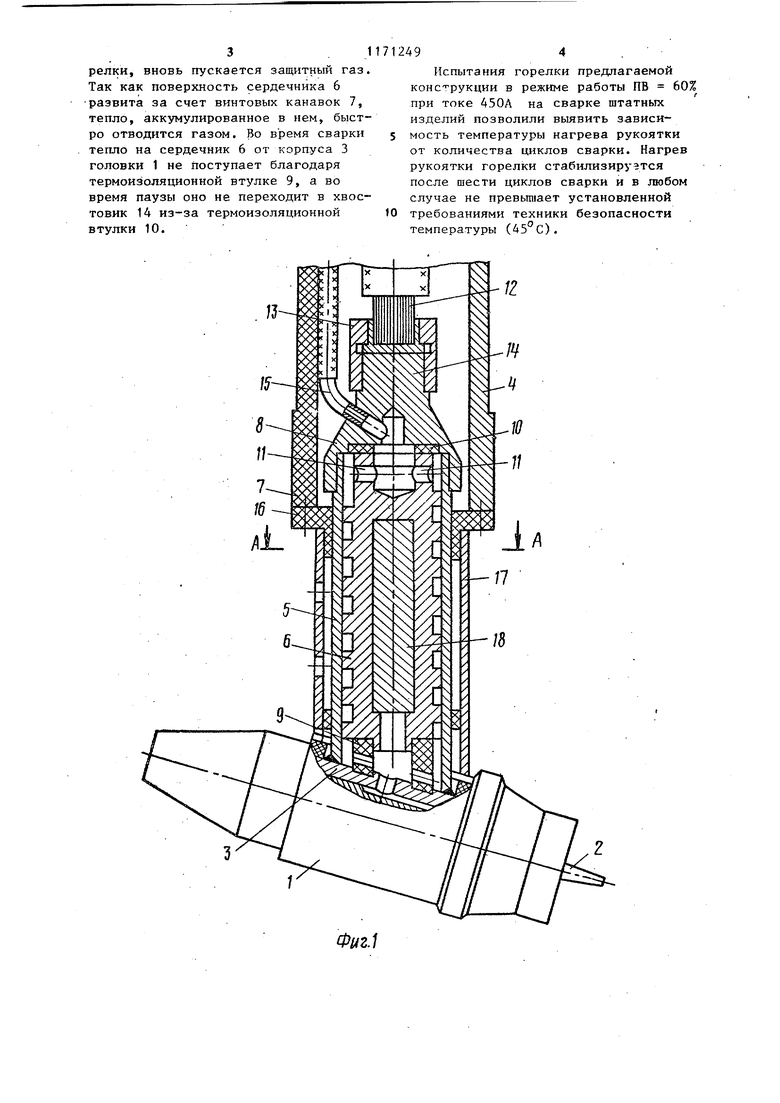
со t11 Изобретение относится к сварочно му оборудованию и предназначено для ручной сварки неплавящимся электродом в защитных газах, преимущественно алюминиевых токопроводов в монтажных условиях. Цель изобретения - уменьшение нагрева рукояти горелки. На фиг. 1 изображена горелка, продольный разрез; на фиг.2 - разрез А-А на фиг.1. Горелка содержит головку 1 с неплавящимся злектродом 2, закрепленным в корпусе 3, и рукоятку 4. Головка 1, корпус 3 и рукоятка 4 соединены между собой газотокоподводящей трубкой 5 из меди, внутри которой расположен цилиндрический сердеч ник 6, выполненный из алюминия, имеющего коэффициент линейного расширения более высокий чем медь, из к торой выполнена трубка 5. На поверхности сердечника 6 выполнены четыре спиральные канавки 7. Трубка 5 одним торцом примыкает к головке 1, а другим - к токоподврдящему узлу 8, Торцы сердечника 6 изолированы от голов ки 1 и токоподводящего узла 8 термозлектроизоляционными втулками 9 и 10 соответственно. Для прохода защитного газа в сердечнике 6 выполнены отверстия 11. Узел 8 подвода тока состоит из электропровода 12, соединенного гайкой 13 с хвостовиком 14, в который вставлена газоподводящая трубка 15. Рукоятка 4 через термоэлектроизоляционную втулйу 16 связан С трубкой 5 и защитным кожухом 17. Внутри сердечника 6 выполнена полост заполненная легкоплавким материалом 18 с температурой плавления большей чем температура нагрева сердечника 6 Горелка работает следующим образом . Защитный газ подается под давле,нием по. трубке 15 в токоподводящий узел 8 и через отверстия 11 и канавки 7 сердечника 6 попадает в головку 1. Через некоторое время, необходимое для вытеснения воздуха из газового тракта горелки, возбуждается дуга и начинается сварка, во время которой рукоятка 4 горелки нагревается незначительно,так как холодный защитный газ интенсивно отводит тепло, приходящее с головки 1 - наиболе нагретой части горелки - на трубку 5. При прекращении сварки поток защи 92 него газа перекрывается. От корпуса . 3 горелки тепло поступает в трубку 5, Благодаря прессовой посадке в месте контакта наружной поверхности сердечника 6 и внутренней поверхности трубки 5 отсутствуют окислы металлов, из которых они сделаны, что способствует хорошему переходу части тепла от трубки 5 к-сердечнику 6. При нагреве этих элементов хорошая теплопередача между их поверхностями сохраняется из-за того, что коэффициент линейного расширения материала сердечника 6 больше коэффициента линейного расширения материала газотокоподводящей трубки в 1,1 1,5 раза. Если отношение коэффициентов линейного расширения оказывается меньше 1,1 , то контакт при разогреве и расширении сердечника 6 и трубки 5ухудшается, соответственно ухудшаются и теплопередача между их контактирующими поверхностями. Если отношение коэффициентов ли.нейного расширения оказывается больше 1,5, то это приводит к значительным пластическим деформациям сердечника 6 и трубки 5, что также ухудшает контактирование их поверхностей и теплообмен между ними. 1 Сердечник 6 имеет высокий коэффициент удельной теплоемкости и способен аккумулировать в себе тепло. По мере поступления тепла в сердечник 6его температура повьш ается и в какой-то момент она становится больше температуры плавления материала 18, расположенного в полости сердечника 6. Например, в горелке рассчитанной на ток 450А, в качестве такого материала мОжет быть использован низкотемпературный припой марки ПОС-61, температура.плавления которого составляет , в то .время как сердечник в периоды пауз нагревается до 200 С, а в периоды сварки только до 80 - 90°С. При этом на расплавление этого 1атериала уходит значительно больше тепла, чем его сможет накопить в себе сердечник 6. Таким образом, эффективность отвода тепла от трубки 5 значительно повышается, следовательно, снижается количество тепла, которое поступает на рукоятку 4 и хвостовик 14. После паузы, определяемой заданным режимом работы го31
релки, вновь пускается защитный газ. Так как поверхность сердечника 6 развита за счет винтовых канавок 7, тепло, аккумулированное в нем, быстро отводится газом. Во время сварки тепло на сердечник 6 от корпуса 3 головки 1 не поступает благодаря термоизоляционной втулке 9, а во время паузы оно не переходит в хвостовик 14 из-за термоизоляционной втулки 10.
Фиг.1
712494
Испытания горелки предлагаемой конс рукции в режиме работы ПВ 60% при токе 450Л на сварке штатных изделий позволили выявить зависимость температуры нагрева рукоятки от количества циклов сварки. Нагрев рукоятки горелки стабилизируется после шести циклов сварки и в любом случае не превьт1ает установленной О требованиями техники безопасности температуры (45с).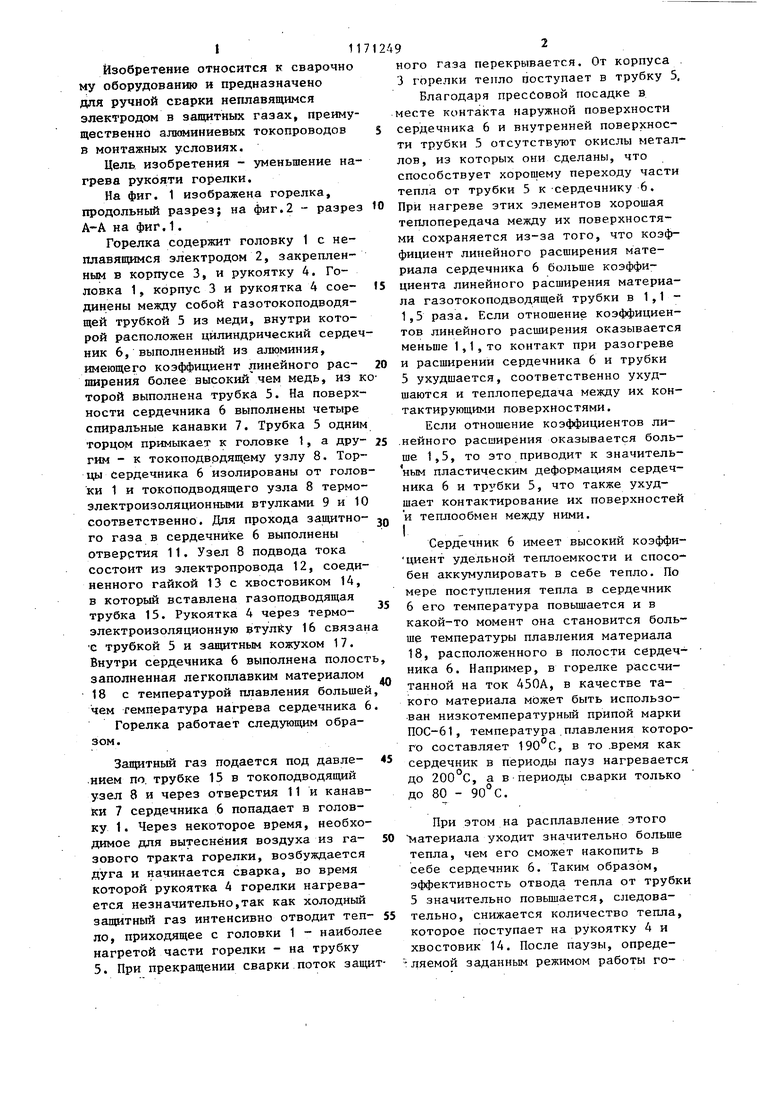
| название | год | авторы | номер документа |
|---|---|---|---|
| Горелка для дуговой сварки | 1983 |
|
SU1113222A1 |
| Горелка для сварки в среде защитных газов | 1990 |
|
SU1745474A1 |
| Горелка для дуговой сварки плавящимся электродом в среде защитных газов | 1980 |
|
SU1058732A1 |
| Горелка для дуговой сварки неплавящимся электродом | 1989 |
|
SU1773630A1 |
| Горелка для дуговой сварки в защитных газах | 1980 |
|
SU919830A1 |
| Горелка для дуговой сварки в среде защитных газов | 1982 |
|
SU1073034A1 |
| Горелка для дуговой сварки в защитных газах | 1977 |
|
SU683869A1 |
| Горелка для дуговой сварки | 1983 |
|
SU1119805A1 |
| Горелка для дуговой сварки в среде защитных газов | 1987 |
|
SU1478525A1 |
| Горелка для дуговой сварки неплавящимся электродом | 1986 |
|
SU1375419A1 |
1, ГОРЕЛКА ДЛЯ ДУГОВОЙ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ в среде защитных газов, содержащая головку, соединенную с рукояткой, токоподводящий элемент и спиральный газопод- водящий канал, отличающаяс я тем, что, с целью уменьшения нагрева рукоятки горелки, она снабжена теплопроводящнм цилиндрическим сердечником, выполненным со спиральными канавками на его поверхности, токоведущий элемент выполнен в виде трубки, сердечник и трубка выполнены из материалов с соотношением коэффициентов линейного расширения , равным 1,1-1,5, а спиральный газо3 ПОДВОДЯ1ДИЙ канал образован внутренней поверхностью трубки спиральными канавками сердечника, который запрессован в трубке. 2. Горелка по п. 1, о т л ичающаяся тем, что сердечник выполнен с полостью, заполненной легкоплавким материалом.
| Евсеев Р.Б | |||
| и др | |||
| Сварка при производстве электромонтажных работ | |||
| Л., Энергия, 1978, с | |||
| Устройство для выпрямления многофазного тока | 1923 |
|
SU50A1 |
| Патент США № 3703622, 219-75, опублик | |||
| Контрольный висячий замок в разъемном футляре | 1922 |
|
SU1972A1 |
| Горелка для дуговой сварки | 1983 |
|
SU1113222A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
