Изобретение относится к области сварки, а именно к конструкции поточной линии для сварки металлоконструкций, преиму1чественно рештаков шахтных конвейеров, содержащей смонтированные на основании сборочные стенды, порталы со сварочными автоматами, расположенный между сборочными стендами кантователь с осью поворота и ложементом для изделия, расположенный вдоль поточной .пинии, снабженный толкателями транспортер, состоящий из двух независимых участков, а также базовые упоры и прижи 4ы 1.
Недостатком известной поточной линии является то, что она не обеспечивает высокого качества сварки, так как затруднен доступ к сварным швам.
Целью изобретения является создание такой поточной линии, которая позволила бы повысить качество сварки благодаря улучшению доступа к сварным швам.
Указанная цель достигается тем, что каждый независимый участок транспортера установлен на промежуточную опору с возможностью поворота от привода в плоскости, перпендикулярной продольной оси поточной линии, а каждая опора установлена на уровне каждого толкателя участков транспортера в плоскости размещения изделий на основном и дополнительном ложементах кантователя, при этом кантователь оснащен дополнительным ложементом для изделия, развернутым относительно основного ложемента кантователя на 180 . Базовые упоры закреплены на портале со сварочными автоматами, а прижимы закреплены на сборочных стендах.
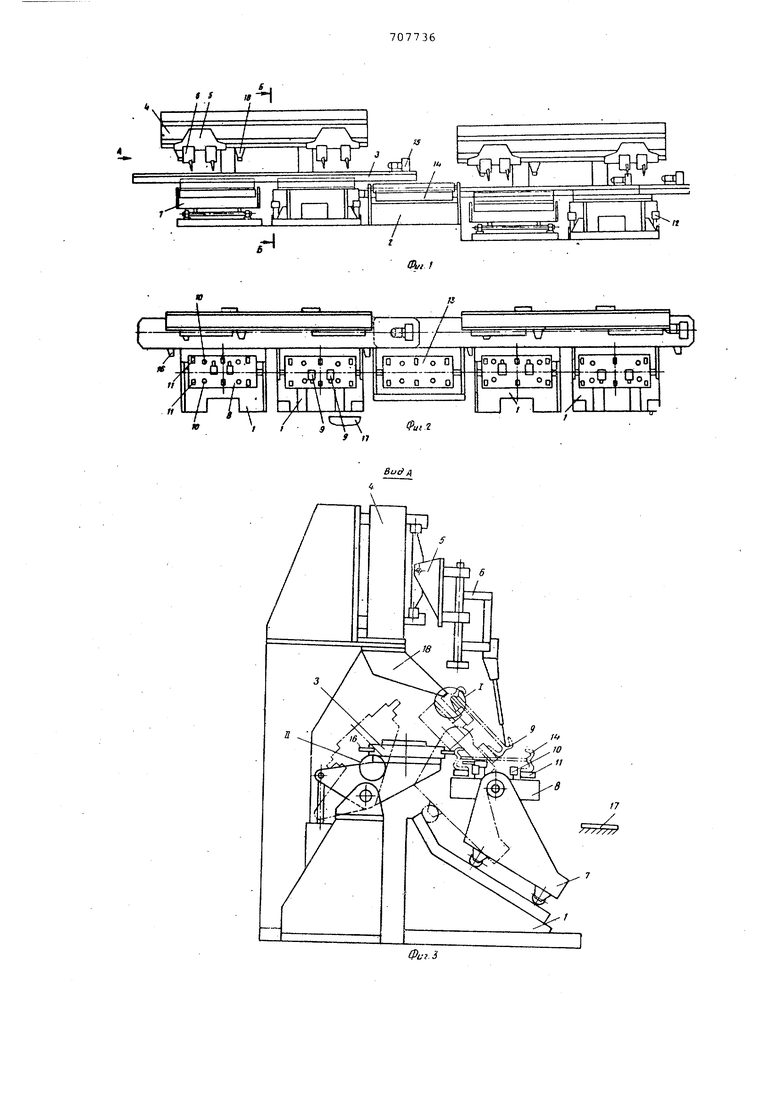
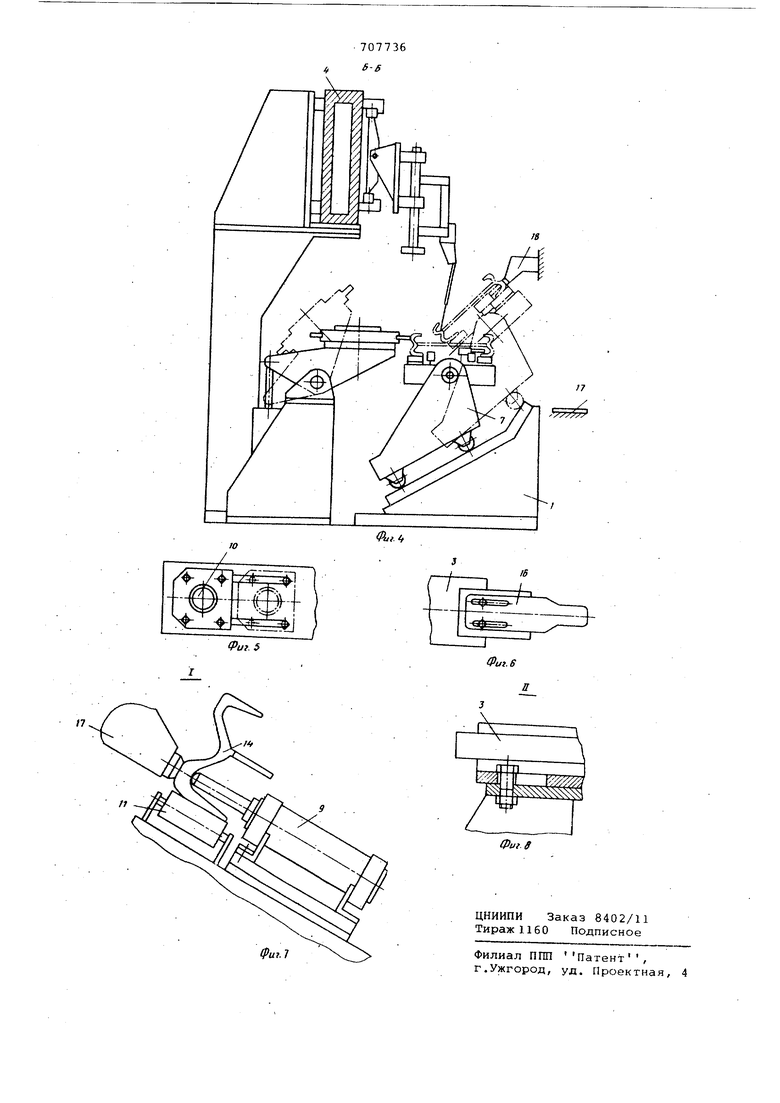
На Лиг,1 изображена поточная линия, вид сбоку; на фиг.2 - То же, вид сверху на фиг.З - вид А; на фиг.4 - разрез Б-Б; на Фиг.З -крепление вертикального направляющего ролика к раме ложемента; на Фиг,6 - крепление толкателя к тяговому органу транспортера; на фиг,7 - узел 1 фиг.З; на Фиг,8 - узел II (Ьиг.З,
Поточная линия содержит четыре одинаковых по конструкции сборочных стенда 1, кантователь 2, транспортер 3 и порталы 4 с подвижными каретками 5, на которых закреплены сварочиые автоматы 6. Сборочные стенды 1
содержат ориентируюиие устройства 7 с подставками 8, на которых закреплены прижимы 9, вертикальные
10и горизонтальные 11 ролики. Ориентирующие устройства 7 снабжены приводом 12. Между сборочными стендами
1 установлен кантователь 2, поворотная рама 13 которого выполнена с двумя ложементами. Ложементы расположены на разных уровнях. Основной ложемент развернут относительно дополнительного ложемента на 180°. На каждом ложементе закреплены вертикальные и горизонтальные, ролики, аналогичные установленным на подставках 8. Горизонтальные ролики
11подставок 8 и ложементов кантователя 2 выполняют роль рольганга,
а вертикальные ролики 10 служат для -направления изделия 14 при перемещении. Транспортеры 3 выполнены в виде плоских секций, расположен.ных параллельно одна другой в разных уровнях и снабженных Приводом 15. Тяговым органом транспортера 3 является горизонтально замкнутая цепь, на которой с определенным шагом на специальных звеньях закреплены толкатели 16. Вдоль сборочных стендов 1 установлены порталы 4 и рабочие площадки 17, на которых закреплены неподвижные базовые упоры 18, рабочие поверхности которых выставлены параллельно плоскости перемещения сварочных автоматов. В исходном поположении подставки 8 сборочных стендов 1 находятся в горизонтальной плоскости, транспортеры 3 подняты, благодаря чему пространство в зоне сварки свободно. В момент полной загрузки линии на каждой подставке . и в дополнительном (нижнем) ложементе кантователя находится изделие 14.После включения приводов 12 изделия 14 выносятся в зону сварки, после чего автоматически включаются прижимы 9, прижимающие изделия стенкаг и к неподвижным базовым упорам:17, установленным на порталах 4, и производится сварка четырех швов. По окончании процесса сварки прижимы 9 и подставки 8 возвращаются в исходное положение. Транспортеры 9 занимают горизонтальное положение, после включения привода 15 тя- гового органа изделия 14 с помощьютолкателей 16 перемещаются со стенда на стенд,причем со второго стенда сварки изделие заталкивается в основной ложемент кантователя 2, а из дополнительного ложемента кантователя 2 изделие выталкивается
в третий сборочный стенд. По окончании перемещения изделий 14 производится подъем транспортера 3 и кантовка изделий в кантователе 2 на 180, после чего весь цикл повторяется.
Применение в поточной линии сборочных стендов одной конструкции, разделение транспортера на отдельные секции и вынос его за пределы стендоз упростило конструкцию линии. Использование в качестве базы .неподвижных упоров на порталах, по которнм базируется изделие своей боковой поверхностью, noBtJiiaeT ка чество сварки благодаря улучшению доступа к сварным 1чвам.
Формула изобретения
1, Поточная линия для сварки металлоконструкций, преимущественно рештаков шахтных конвейеров, содержащая смонтированные на основании сборочные стенды,порталы со сварочными автоматами,расположенный между cбopo ныI и стендами кантователь с осью поворота и ложементом для изделия, расположенный вдоль поточной линии и снабженный толкателями
0 транспортер, состоя 1лй из двух независимых участков, а также базовые упоры и прижимы, отличающаяся тем, что, с целью повышения качества сварки путем
5 улучшения доступа к сварным швам, каждый независимый участок транспортера установлен на промежуточную опору с возможностью поворота от привода в плоскости, перпендикуQ ляркой продольной оси поточной линии, а. каждая опора установлена на уровне каждого толкателя участков транспортера в плоскости размещения изделий на основном и дополнительном ложементах кантователя, при этом
5 кантователь оснащен дополнительным ложементом для изделие, развернутым относительно основного ложемента кантователя на 180.
Q 2. Поточная линия по п.1, отличающаяся тем, что базовые упоры закреплены на портале со сварочными автоматами, а прижимл закреплены на сборочных стендах. Источники информации.
принятые во внимание при экспертизе
1. Куркин С.А. Технология изготовления сварных конструкций. Атлас чертежей. М.,Мш11Гиз 1962, с. 137, ФИГ.1Х-14 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Поточная линия для изготовления сварных конструкций | 1978 |
|
SU770715A1 |
| Поточная линия для изготовления сварных конструкций балочного типа | 1977 |
|
SU738808A1 |
| Поточная линия для изготовления сварных конструкций | 1977 |
|
SU694339A1 |
| Поточная линия для изготовления сварных балок | 1978 |
|
SU749607A1 |
| Поточная механизированная линия для изготовления балок коробчатого сечения | 1975 |
|
SU650761A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БОКОВЫХ СТЕН ГРУЗОВЫХ ВАГОНОВ И УСТРОЙСТВО ЕГО ОСУЩЕСТВЛЕНИЯ | 2013 |
|
RU2575112C2 |
| Поточная линия для изготовления пространственных сварных конструкций | 1978 |
|
SU770714A1 |
| Поточная линия для сборки и сварки рамных металлоконструкций | 1975 |
|
SU919842A1 |
| Стенд для сборки под сварку метал-лОКОНСТРуКций | 1978 |
|
SU795833A1 |
| Механизированная поточная линия для изготовления секций из листов и ребер жесткости | 1981 |
|
SU975335A1 |
Фи.З
