11
Изобретение относится к производству изделий из керамических шликеров на термопластической связке методом горячего литья в разъемные металлические формы и может быть использовано в автоматических установках литьевых машин.
Цель изобретения-обеспечение безотходного и бездефектного формования издЛИЙ изпшикера при горячем литье.
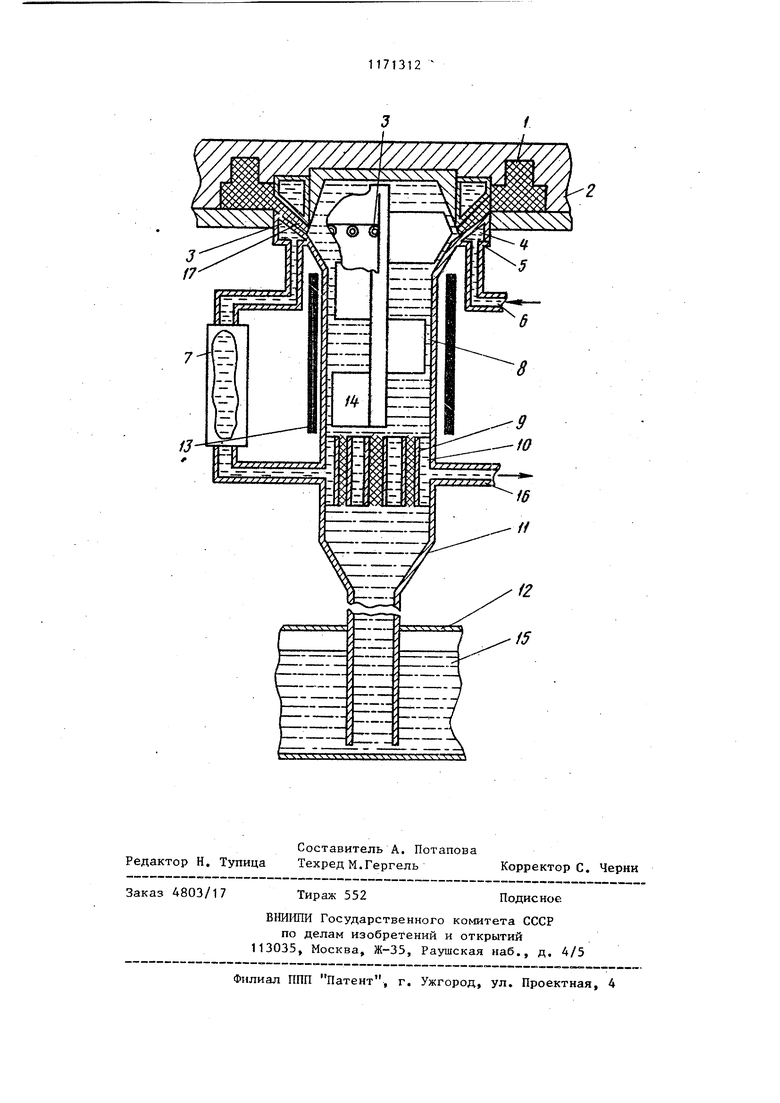
На чертеже схематически доказано устройство для осуществления предлагаемого способа, разрез (состояние участков шликера в фазе окончания цикла формования и перед разъединением формы).
Устройство содержит формуемое изделие 1, форму 2, литниковые каналы 3, нагревающе-охлаждающую среду 4, полость 5, охватывающую литниновые .каналы, входной патрубок б, трубку-радиатор 7, промежуточную камеру 8, вспомогательные каналы 9, полость 10, охватываюшЕую вспомогательные каналы, шликерную трубку 11, емкость 12 с расплавом шликера, нагреватель 13, мешалку 14, расплав 15 шликера, выходной патрубок 16, шликер 17, застывший в каналах 3 и 9.
Способ осуществляют следующим
образом.
«
Перед первым заполнением оформляющих полостей многоместной формы 2 расплавом 15 шликера по входному патрубку 6 через полость 5, трубкурадиатор 7 и полость 10, соединенные последовательно, от системы подачи нагревающе-охлаждающей среды (не показана) подают нагревающую среду 4 и лем самым нагревают каналы 3 и 9 до рабочей температуры. Среду отводя по патрубку 16. Затем в емкости 12 расплав 15 шликера создает давление, под действием которого расплавленный шликер поступает в шликерную трубку 11, через вспомогательные каналы 9 в промежуточную камеру 8, которую постоянно нагревают нагревателем 13 до рабочей температуры шликера, и шликер, находящийся в ней, постоянно перемешивают мешалкой 14,.а из промежуточной камеры 8 - по литниковым каналам 3 в оформляющие полости многоместной формы 2. После заполнения оформляющих полостей Шликером по входному патрубку 6 через полость 5, трубку-радиатор 7 и полость 10 подаю охлаждаю.щую среду 4, охлаждают канал
22
3и9 итем самым переводят находящийся в них шликер в твердое состояние .
Затвердевший в каналах 3 и 9 шликер 17 прерывает подачу находящегося под рабочим давлением в промежуточно камере 8 расплавленного шликера, что дает возможность разъединить форму и удалить отформованные изделия 1. Отрезание литников, т.е. затвердевшего в литниковых каналах 3 шликера от отформованных изделий 1, происходит в самой форме во время ее разъединения посредством вытапкивающе-отрезных втулок (не показаны) по поверности примыкания литниковых каналов к оформляющим полостям формы.
После удаления изделий 1 форму 2 соединяют вторично и в полости 5 и 10 снова подают нагревающую среду, которая, протекая по трубке-радиатор 7, отдает ей тепло до тех пор, пока эта трубка не нагреется до температуры протекающей среды. Вследствие того, что теплоемкость трубки-радиатора 7 больше, чем теплоемкость вспомогательных каналов 9 с находяп имся в них шликером, до тех пор, Пока трубка-радиатор 7 прогреется до температуры нагревающей среды, в полость 10 будет поступать охлажденная среда. В течение этого времени затвердевший шликер 17, находящийся в литниковых каналах 3 расплавляется полностью, а во вспомогательных каналах 9 на чинает прогреваться. Выходщий из каналов 9 под действием давления недостаточно нагретый шликер и шликер, поступающий из шликерной трубки, вытесняет из промежуточной камеры 8 и литниковых каналов 3 уже нагретый до рабочей температуры шликер, которьй поступает в оформляющие полости формы, где формируются качесвенные изделия.
Затем в полости 5 и 10 подают охлаждающую , форму после остывания изделий разъединяют, изделия удаляют и цикл формования повторяют. За время между последующими циклами поступающие в промежуточную камеру 8 из каналов 9 недостаточно нагретые порции шликера 17, равные объему этих каналов, успевают принять требуемую температуру и необходимые литейные свойства за счет перемешивания,ак моменту окончательного заполнения оформляющих полостей в промежуточную камеру 8 поступает шликер рабочих параметров.
| название | год | авторы | номер документа |
|---|---|---|---|
| Пресс-форма для формования заготовок лопаток турбин методом горячего шликерного литья под давлением | 2023 |
|
RU2818884C1 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ ИЗ ВОДНЫХ ШЛИКЕРОВ | 2004 |
|
RU2257293C1 |
| СПОСОБ ЛИТЬЯ ПОД ДАВЛЕНИЕМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2008222C1 |
| ФОРМОВОЙ КОМПЛЕКТ ДЛЯ ЛИТЬЯ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ ИЗ ВОДНЫХ ШЛИКЕРОВ | 2003 |
|
RU2236938C1 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ ИЗ ВОДНЫХ ШЛИКЕРОВ | 2015 |
|
RU2583799C1 |
| ЛИТЬЕВАЯ ФОРМА | 1997 |
|
RU2131807C1 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ ИЗ ВОДНЫХ ШЛИКЕРОВ | 2010 |
|
RU2452618C1 |
| Устройство для формования заготовок из порошка | 1980 |
|
SU908524A1 |
| СПОСОБ ФОРМОВАНИЯ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ | 2002 |
|
RU2215713C1 |
| Устройство для горячего литья плоских керамических изделий | 1973 |
|
SU451526A1 |
1, Способ горячего литья в многоместную форму, включающий подачу в многоместную форму шликера по шликерной трубке, опущенной в емкость с расплавом шликера по литниковым каналам с созданием давления в этой емкости, отличающийс я тем, что, с целью обеспечения безотходного и бездефектного формования изделий, шликер из шликерной трубки в литниковые каналы многоместной формы подают по вспомогательным каналам через промежуточную камеру при температуре, равной .рабочей температуре шликера, который постоянно перемешивают, и после заполнения из оформляюпщх полостей формы участки шликера, находящиеся в литниковых и вспомогательных каналах, переводят в твердое.состояние подачей охлаждакщей среды, при этом давление в емкости со шликером при удалении отформованных изделий оставляют неизменным, затем затвердевший при предьздущем цикле формования шликер в литниковых и вспомогательных каналах поочередно расплавляют, расплавленный в литниковых каналах шликер вместе с поступившим из промежуточной камеры под действием давления используют для очередного формования. 2.Способ по п. 1, о т л и ч аю щ и и с я тем, что для поочередного расплавления затвердевших участков шликера, находящихся в литнико( вых и вспомогательных кана:;ах, используют нагревающую среду. 3.Устройство для .горячего литья в многоместную форму, содержащее емкость с расплавом шликера, шликерную трубку и форму, отличающееся тем, что, с целью обеспечения безотходного и бездефектного формования изделий, оно снабжено промежуточной камерой с мешалкой и нагревателем, присоединенной с одной стороны к шликерной трубке посредством полости с вспомогательными канаг лами, а с другой стороны - к форме посредством второй полости с литниковыми каналами. 4.Устройство по п. 3, о т л ичающееся тем, что полости сообщены трубкой-радиатором.
| Грибовский П.О | |||
| Горячее литье керамических изделий | |||
| Госэнергоиздат, 1961, с | |||
| Способ исправления пайкой сломанных алюминиевых предметов | 1921 |
|
SU223A1 |
| « | |||
