1
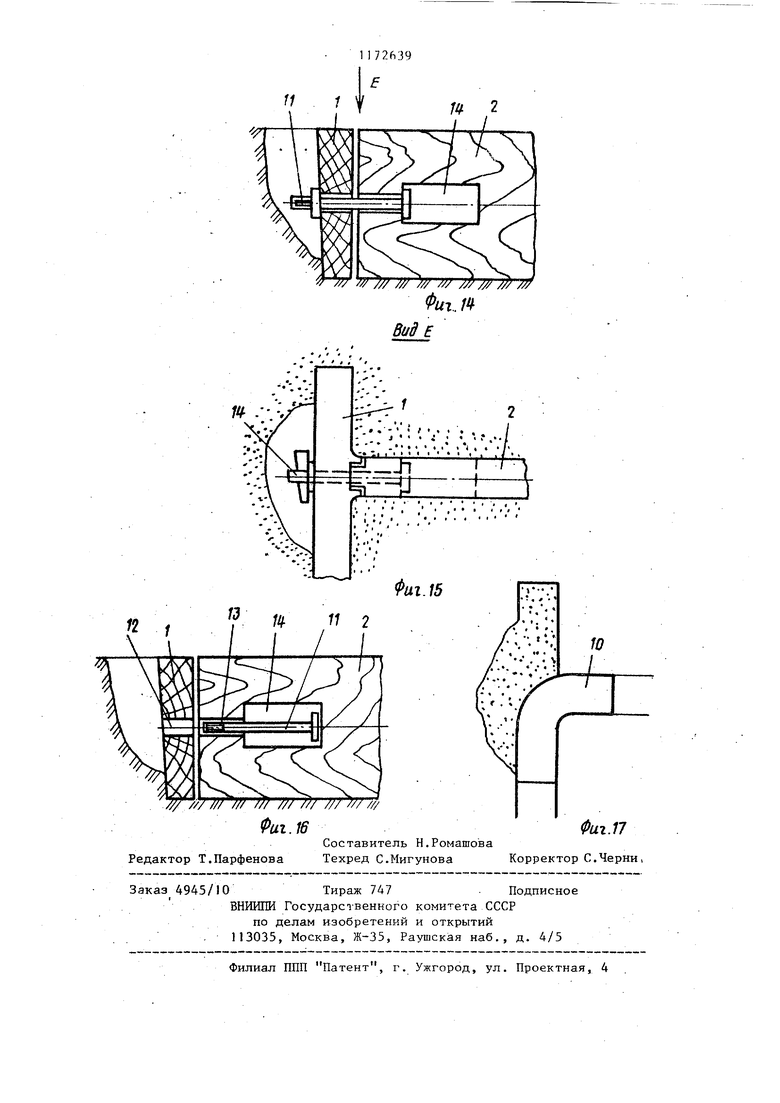
Изобретение относится к линейному производству, в частности к конструкциям сборных моделей, выполняемых из нормализованных элементов, Цель изобретения - расширение технологических возможностей, снижение трудозатрат и сокращение расхода материалов на изготовление модс ли, на фиг, 1-показана модель, обший вид, в сборе; на фиг,2 поперечная, стенка} на фйГ,3 - вид А на фиг,2; на фиг.4 - продольная стенка; ча фиг.5 - вид Б на фиг.4; на фиг.6 - элемент решеткиj на фиг,7 вид В на фиг.6} на фиг,8 - отъемная знаковая .часть модели; на фиг,9 вид Г на фиг,8; на фиг.10 - элемент заправки угла, на фиг.11 - вид Д на фиг.10; на фиг.12 - узел на фиг.1 на фиг.13 - вариант переналадки модели, ча фиг, 14 -часть модели в месте крепления стенок/ на фиг.15 вид Е на фиг, 14, на фиг, 1 6 часть модели в месте крепления стенок (вариант разработки, на фиг,17вариант оформления радиусной части в месте установки поперечной стенки. ,
Модель состоит из корпуса, смонтированной в нем решетки и отъемных знаковых частей.
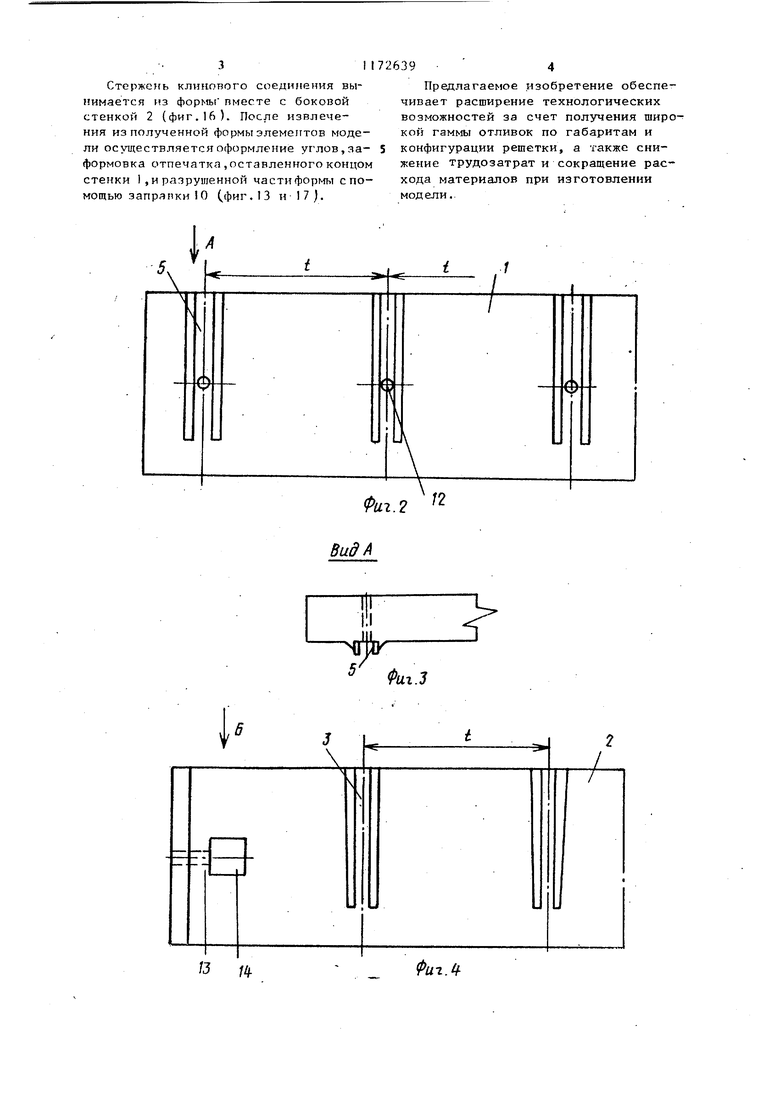
Корпус модели образован соединенными между собой с помощью быстроразъемных приспособлений поперечной стеикй I и двух боковых стенок 2 с пазами 3 и выступами 4, Поперечная стенка 1 выполнена по размеру, равному наибольшему типоразмеру опоки по ширине, и снабжена пазами 5, расположенными друг от друга с шагом кратным наименьшему типоразмеру опоки по ширине.
Боковые стенки 2 при сборке модели устанавливаются выступами 4 в пазах 5 поперечной стенки 1,
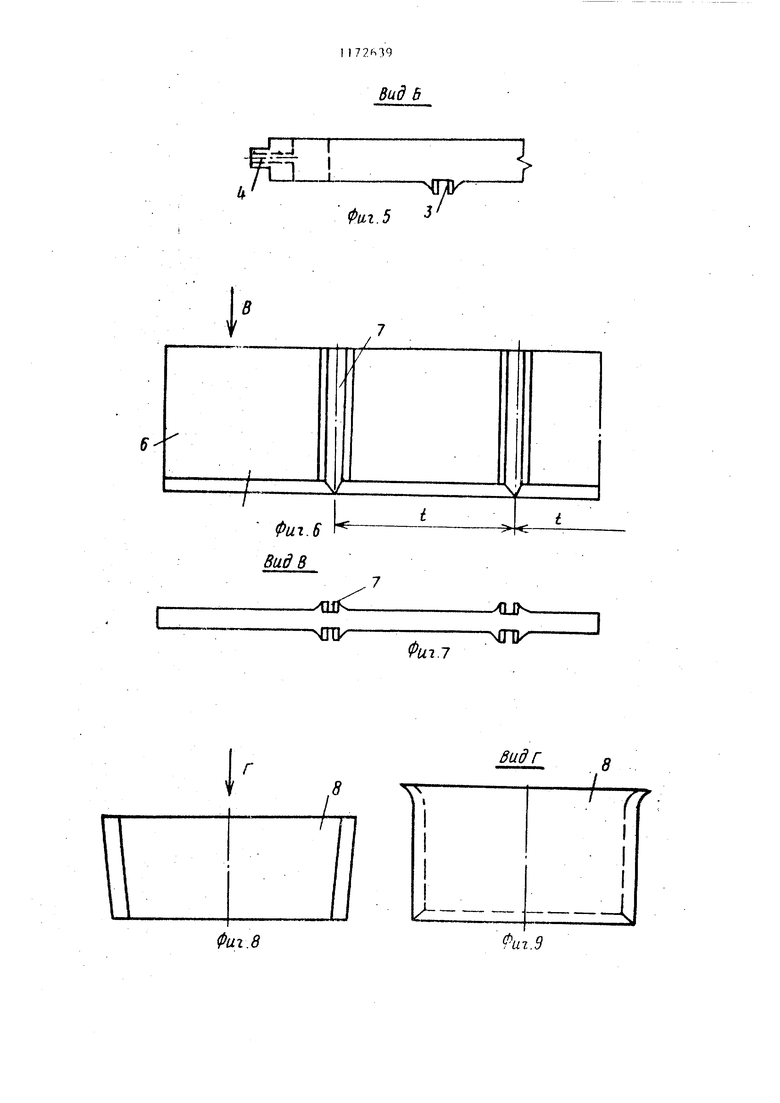
Решетка выполнена в виде комплекса сборно-разборных элементов, представляющих собой постоянный набор ребер 6 разлИч{ой длины, на обеих продольных сторонах которых выполнены пазы 7, расположенные друг от друга на расстоянии шага t. Отъемные знаковые части 8 предназначены для выполнения грузозахватных элементов 9 отливаемг й опоки,
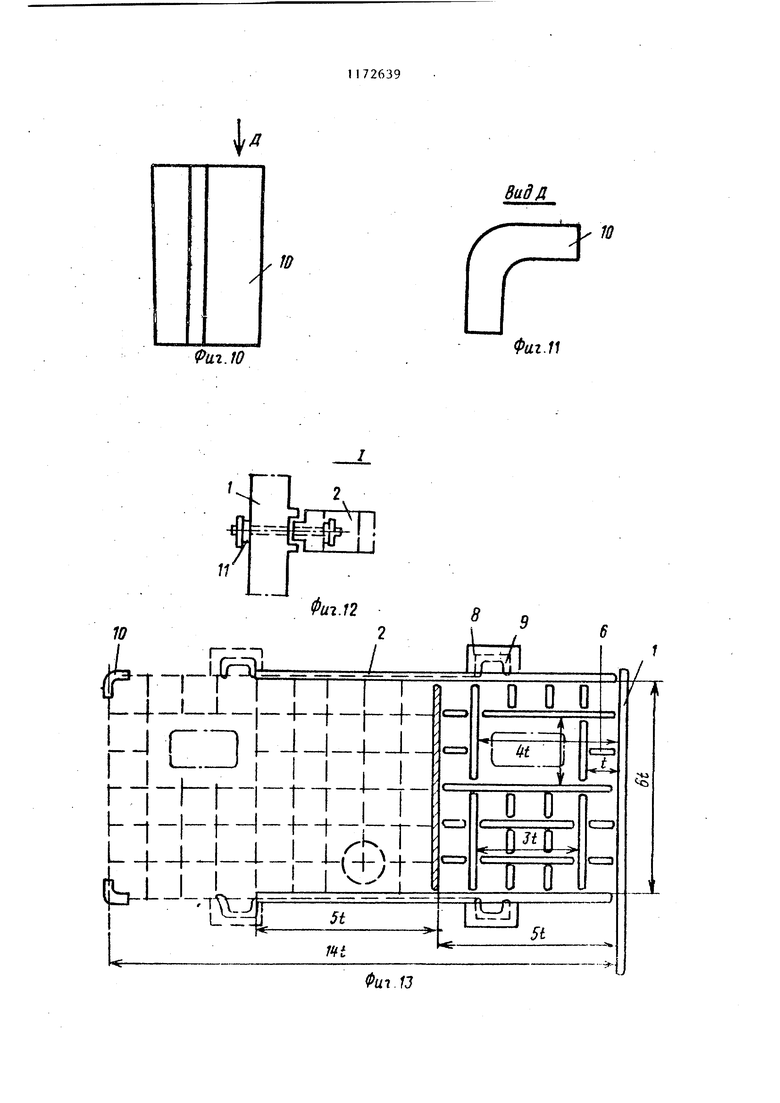
В состав модели входит запр.вка 10 для выполнения наружных ради у ных частей, которые для всех тнпо 2
рязмеров форм опок являются постоян- ными.
Поперечная стенка 1 и боковые стенки 2 фиксируются между собой с помощью быстродействующего соединения 11, например клинового (фиг,12), Для сборки и разборки быстродействующего соединения в пазах 5 поперечной стенки 1 выполнены отверстия 12, а в боковых стенках 2 - отверстия 13 и окна 14,
Сборка модели для изготовления отливок решетчатого типа осуществляется в следующем порядке, Корпус модели формируется соединением поперечной стенки 1 и двух боковых стенок 2, выступы 4 которых фиксируются в пазах 5 поперечной стенки 1 в зависимости от заданного типоразмера опоки по ширине. Затем собирают решетку требуемой конфигурации из сборно-ра.зборных элементов ребер 6, после чего производят скрепление поперечной стенки I и продольных стенок 2 быстродействующим соединением I1,
При сборке рещетки ребра 6 устанавливаются в пазы 3 боковых стенок 2 и пазы 5 поперечной стенки 1, при этом ребра 6 представляют собой постоянный набор элементов различной длины, равной i, 2Ь, 3tH т.д.
Между собой ребра фиксируются при помощи пазов 7, конфигурация которых соогтветствуюет сечению ребер. После формовки Собранной части модели, которая представляет часть формы, кратную по длине шагу t , модель разбирается и производится повторная сборка модели для оставшей- ся части формы, при этом фиксацией н направлением устанавливаемых элементов модели служит уже полученный отпечаток формы фиг,13).
При разборке модели быстродействующее соединение, например клино- вое, демонтируется следующим обраяом.
В месте крепления форма раскапывается так, чтобы можно было выбить и снять клин (фиг.14 и 15), затем стягивающий стержень клинового крепЛС5НИЯ утопляется в птверстие 12 поперечной стенки 1 и в отверстие 13 боконой стенки 2 л тех пор, пока стерчсень не выйдь; i гюлностью из по1п р(чп(11 стенки 1 ч i1;1: 1pcтитcя н
ОКИПУ. 1 А б()КЧНЫ; clfHOK 2.
3II
Стержсяь клинового соединения вынимается из формы пместе с боковой стенкой 2 (фиг.16). После извлечения из полученной формы элементов модели осуществляется оформление углов,заформовка отпечатка,оставленного концом стенки 1,иразрушенной части формы спомощью запряпки10 (фиг.13 и 17).
72639 4
Предлагаемое изобретение обеспечивает расширение технологических возможностей за счет получения широкой гаммы отливок по габаритам и
5 конфигурации решетки, а также снижение трудозатрат и сокращение расхода материалов при изготовлении модели..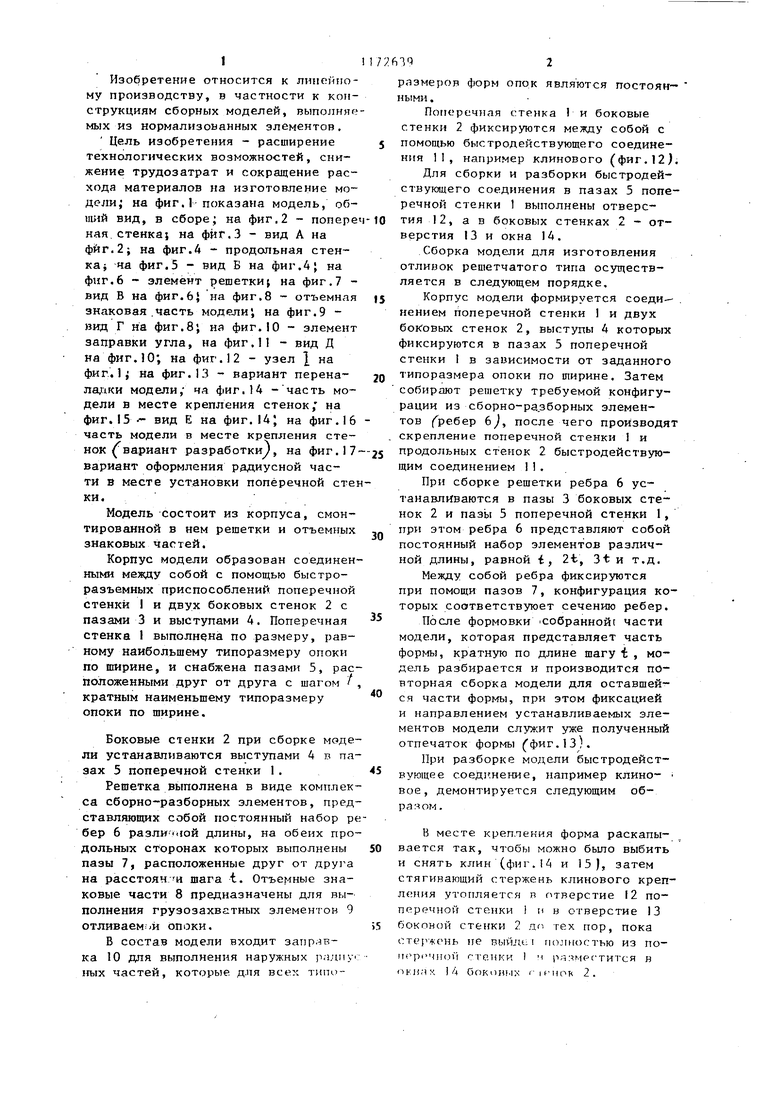
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ КРУПНОГАБАРИТНОЙ ОТЛИВКИ С ВНУТРЕННИМИ ПОЛОСТЯМИ СЛОЖНОЙ КОНФИГУРАЦИИ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2002 |
|
RU2231414C2 |
| ЛОТОК ВОДООТВОДНОЙ СБОРНЫЙ (ВАРИАНТЫ) | 2008 |
|
RU2375515C2 |
| Способ простановки стержней в литейную форму и комплект кондукторов для осуществления способа | 2017 |
|
RU2725927C2 |
| ОСНАСТКА ДЛЯ ВАКУУМНОЙ ФОРМОВКИ НА КОНВЕЙЕРЕ | 1991 |
|
RU2044592C1 |
| Литейная форма для получения отливок по газифицируемым моделям | 1979 |
|
SU880610A1 |
| Опока для изготовления литейных форм | 1989 |
|
SU1613244A1 |
| Способ вакуумно-пленочной формовки в трех и более опоках | 1990 |
|
SU1792790A1 |
| Вертикальная разъемная изложница для отливки слитков | 1976 |
|
SU599913A1 |
| Способ вакуумной формовки и оснастка для его осуществления | 1986 |
|
SU1435372A1 |
| МОЗАИЧНАЯ ПАНЕЛЬ | 2021 |
|
RU2789077C1 |
МОДЕЛЬ ДЛЯ ИЗГОТОВЛЕНИЯ ОТЛИВОК РЕШЕТЧАТОГО ТИПА, преимущественно опок ручной формовки, содержащая корпус, образованный соединенными между собой поперечной и двумя боковыми стенками, равными половиСЕСОГОЗ гУЯ 13 ,::::, ЛИОТЕКА не наибольшего типоразмера опоки по длине, и смонтированную в корпусе , решетку, состоящую изотдельных сборно-разборных элементов с фиксаторами-пазами и выступами и отъемными знаковыми частями, отличающаяся тем, что, с целью расширения технологических возмошюстей, снижения трудозатрат и сокращения расхода материалов на изготовление модели, размер поперечной стенки выполнен равным наибольшему типоразмеру опоки по ширине, при этом в поперечной стенке выполнены пазы и i отверстия, расположенные друг от друга с шагом, кратным наименьшему (Л типоразмеру модели, а сборно-разбор-ные элементы решетки представляют собой набор длиной, кратной шагу, принятому для данной модели. Ч IND О5 со со
Вид А
13 11
Фиг.
I II
Фиг.З
Фиг Л
ВидД
Ю
/
аг.Ю
lArn
11 Фи1.12 П-ПЛ т-|-Н I .II -t-t-- -h j r i--i-j 4-J- I I Vi- I M Г I I Г1-Г IIIIIIь+|Н-ч-ь:)Т
Фиг.11 „„
U7./J ifn: 0 D 0 от ЛРО OIJ 5}
| Видоизменение прибора для получения стереоскопических впечатлений от двух изображений различного масштаба | 1919 |
|
SU54A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Нестеров Б.А | |||
| Типовые технологические процессы изготовления отливок | |||
| Машгиз, 1963, с | |||
| Приспособление для останова мюля Dobson аnd Barlow при отработке съема | 1919 |
|
SU108A1 |
