Изобретение относится к литейному производству и может быть использовано при изготовлении различных типоразмеров отливок, преимущественно в автоматических линиях машинной формовки в опоках.
Целью изобретения является расширение технологических возможностей, сокращение времени и трудоемкости процесса выбивки.
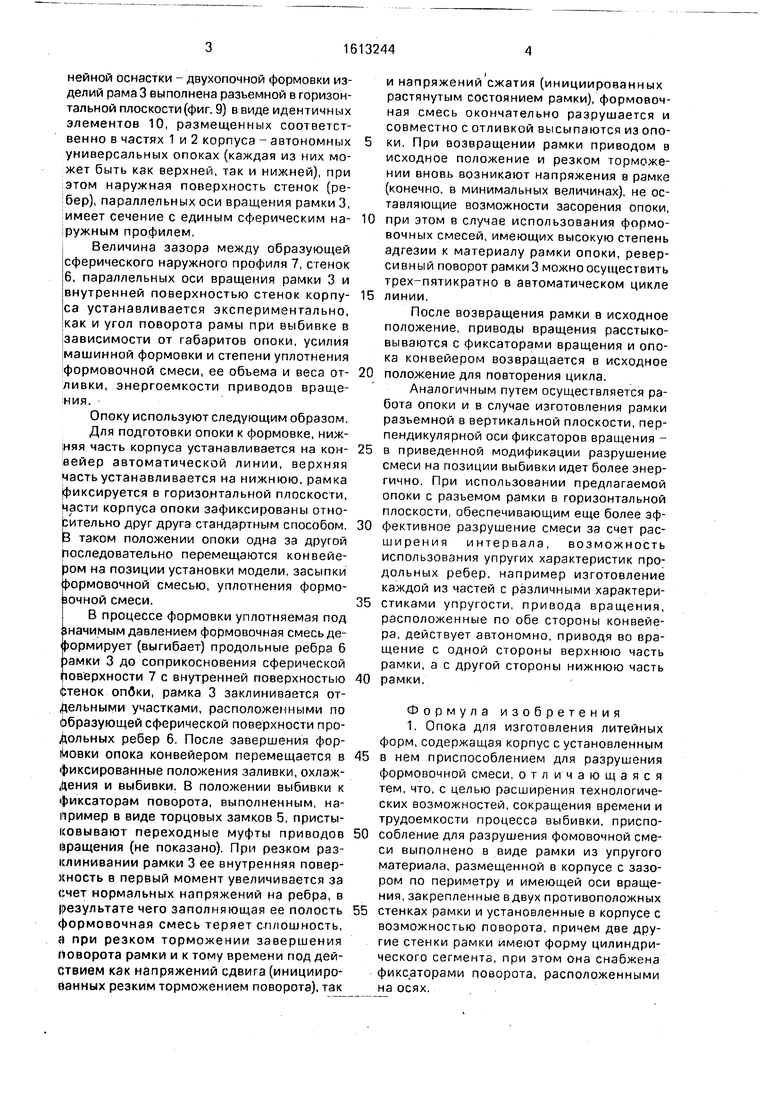
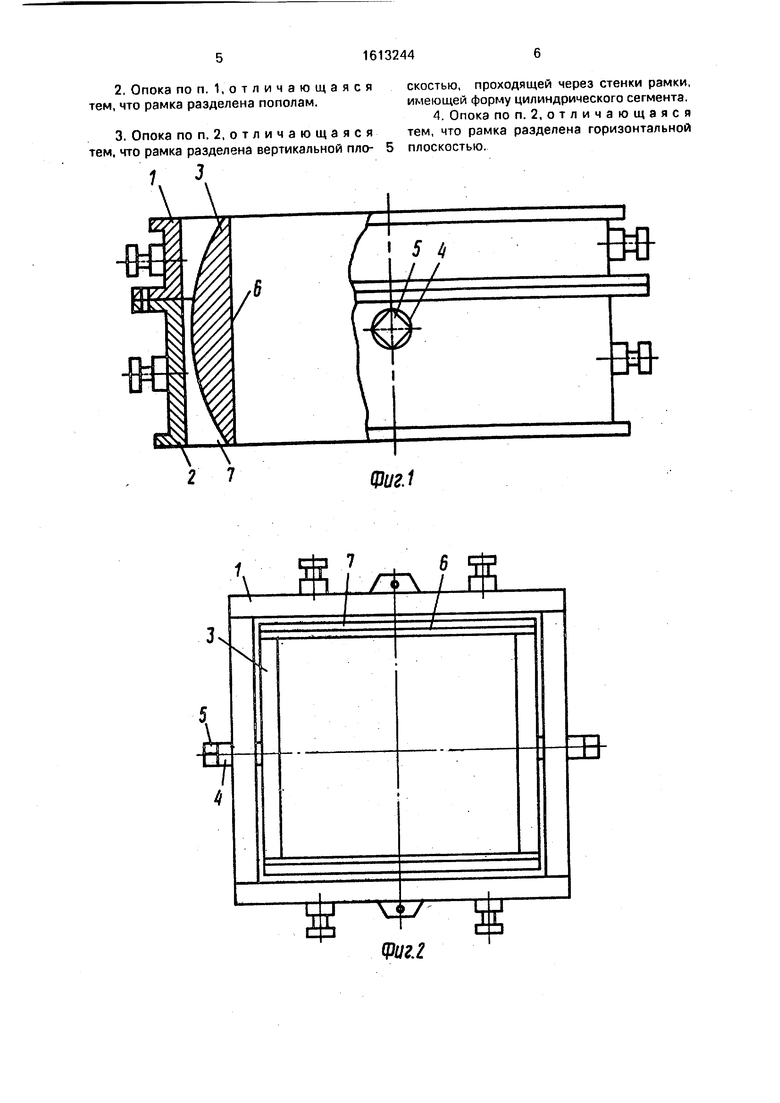
На фиг. 1-3 представлены конструкции опоки, разрез; на фиг. 4 - положение опоки и рамки в исходном заформованном состоянии, фиксированное положение рамки; на фиг. 5 - вывод рамки из корпуса при ограниченном повороте (фиксированное положение рамки) и высвобождение компакта формовочной смеси с отливкой с одновременным увеличением габаритного ра зме- ра рамки в момент формовки (Ri) до размера в начальный момент поворота (R2);
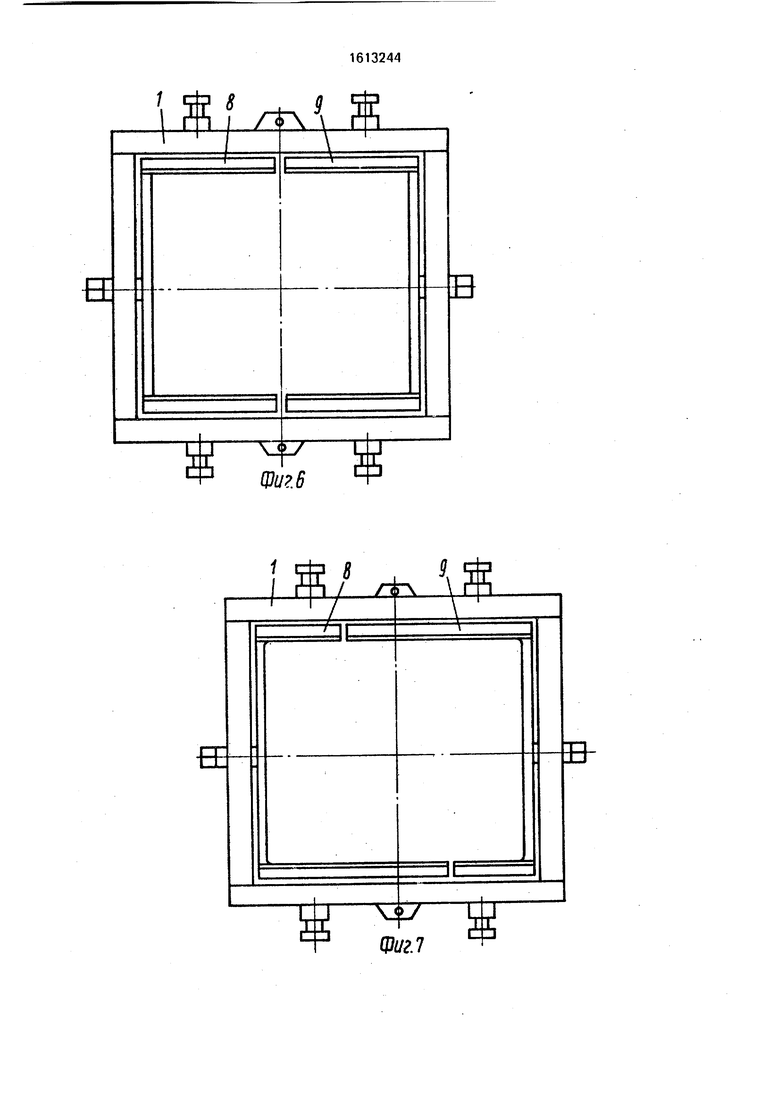
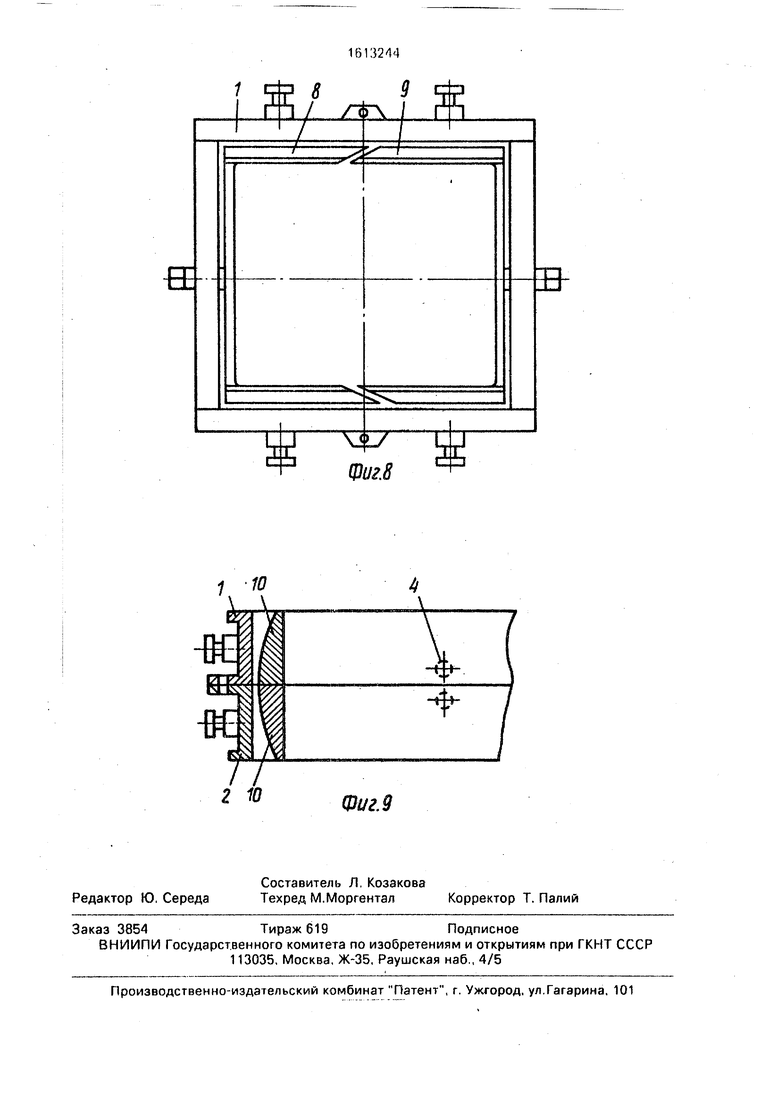
на фиг. 6-8 - модификации выполнения разъемной рамки в вертикальной плоскости, разделенной на две половины; на фиг. 9 - модификация опоки в виде универсальной оснастки.
Опока содержит корпус, состоящий из верхней 1 и нижней 2 частей, в полости которого с зазором по периметру корпуса установлено устройство для разрушения формовочной смеси в виде упругой рамки 3 с возможностью поворота на установленных в его стенках осях 4. Оси 4 снабжены фиксаторами 5 поворота рамки 3, а параллельные осям 4 вращения стенки (ребра) 6 имеют поперечное сечение со сферическим наружным профилем 7. Рамка 3 по стенкам 6 со сферическим наружным профилем 7 может быть выполнена разъемной в вертикальной плоскости и разделенной на две половины 8 и 9. В виде универсальной линейной оснастки двухопочной формовки изделий рама 3 выполнена разъемной в горизонтальной плоскости (фиг. 9) в виде идентичн ых элементов 10, размещенных соответственно в частях 1 и 2 корпуса - автономных универсальных опоках (каждая из них может быть как верхнем, так и нижней), при ;Этом наружная поверхность стенок (ре- ;бер), параллельных оси вращения рамки 3, ;имеет сечение с единым сферическим на- дружным профилем,
I Величина зазора между образующей сферического наружного профиля 7, стенок 6, параллельных оси вращения рамки 3 и внутренней поверхностью стенок корпу- са устанавливается экспериментально, |как и угол поворота рамы при выбивке в |зависимости от габаритов опоки, усилия |машинной формовки и степени уплотнения {формовочной смеси, ее объема и веса от- ливки, энергоемкости приводов враще- ния.
Опоку используют следующим образом. Для подготовки опоки к формовке, нижняя часть корпуса устанавливается на кон- ;вейер автоматической линии, верхняя часть устанавливается на нижнюю, рамка фиксируется в горизонтальной плоскости, Цасти корпуса опоки зафиксированы отно- Ьительно друг друга стандартным способом. В таком положении опоки одна за другой Последовательно перемещаются конвейе- оом на позиции установки модели, засыпки формовочной смесью, уплотнения формо- зочной смеси.
В процессе формовки уплотняемая под ;}начимым давлением формовочная смесь де- формирует (выгибает) продольные ребра 6 рамки 3 до соприкосновения сферической поверхности 7 с внутренней поверхностью Утенок опбки, рамка 3 заклинивается от- ельными участками, расположенными по Образующей сферической поверхности про- ольных ребер 6. После завершения фор- |11овки опока конвейером перемещается в фиксированные положения заливки, охлаждения и выбивки. В положении выбивки к фиксаторам поворота, выполненным, например в виде торцовых замков 5, пристыковывают переходные муфты приводов (вращения (не показано). При резком раз- |(линивании рамки 3 ее внутренняя поверхность в первый момент увеличивается за счет нормальных напряжений на ребра, в результате чего заполняющая ее полость формовочная смесь теряет сплошность, е| при резком торможении завершения поворота рамки и к тому времени под действием как напряжений сдвига (инициированных резким торможением поворота), так
и напряжений сжатия (инициированных растянутым состоянием рамки), формовочная смесь окончательно разрушается и совместно с отливкой высыпаются из опоки. При возвращении рамки приводом в исходное положение и резком торможении вновь возникают напряжения в рамка (конечно, в минимальных величинах), не оставляющие возможности засорения опоки, при этом в случае использования формовочных смесей, имеющих высокую степень адгезии к материалу рамки опоки, реверсивный поворот рамки 3 можно осуществить трех-пятикратно в автоматическом цикле линии.
После возвращения рамки в исходное положение, приводы вращения расстыковываются с фиксаторами вращения и опока конвейером возвращается в исходное положение для повторения цикла.
Аналогичным путем осуществляется работа опоки и в случае изготовления рамки разъемной в вертикальной плоскости, перпендикулярной оси фиксаторов вращения - в приведенной модификации разрушение смеси на позиции выбивки идет более энергично. При использовании предлагаемой опоки с разъемом рамки в горизонтальной плоскости, обеспечивающим еще более эффективное разрушение смеси за счет расширения интервала, возможность использования упругих характеристик продольных ребер, например изготовление каждой из частей с различными характеристиками упругости, привода вращения, расположенные по обе стороны конвейера, действует автономно, приводя во вращение с одной стороны верхнюю часть рамки, ас другой стороны нижнюю часть рамки.
Формула изобретения 1. Опока для изготовления литейных форм, содержащая корпус с установленным в нем приспособлением для разрушения формовочной смеси, отличающаяся тем, что, с целью расширения технологических возможностей, сокращения времени и трудоемкости процесса выбивки, приспособление для разрушения фомовочной смеси выполнено в виде рамки из упругого материала, размещенной в корпусе с зазором по периметру и имеющей оси вращения, закрепленные в двух противоположных стенках рамки и установленные в корпусе с возможностью поворота, причем две другие стенки рамки имеют форму цилиндрического сегмента, при этом она снабжена фиксаторами поворота, расположенными на осях.
2,Опока по п. 1,отличающаяся тем, что рамка разделена пополам.
3.Опока по п, 2, отличающаяся
тем. что рамка разделена вертикальной пло-
скостью, проходящей через стенки рамки,
имеющей форму цилиндрического сегмента.
4. Опока по п. 2, отличающаяся
тем, что рамка разделена горизонтальной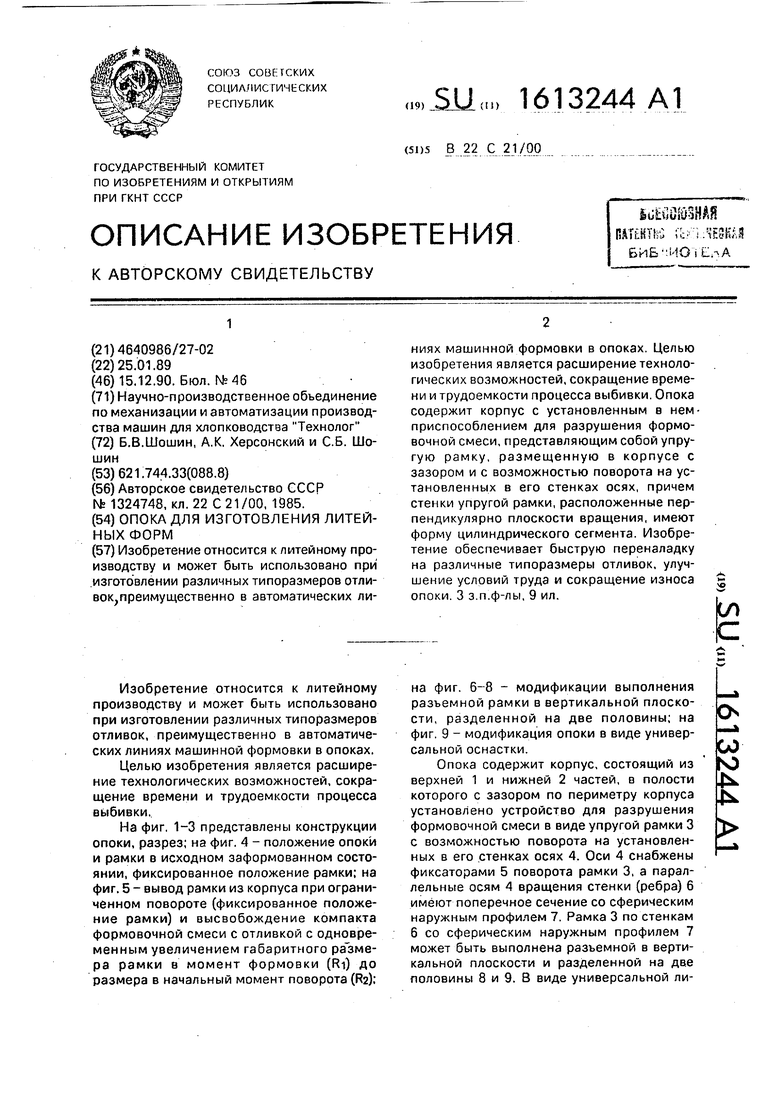
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая литейная линия изготовления отливок вакуумной формовкой | 1987 |
|
SU1581472A1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ ВЫБИВКИ ЛИТЕЙНЫХ ФОРМ И УСТАНОВКА ДЛЯ ВЫБИВКИ ЛИТЕЙНЫХ ФОРМ | 1990 |
|
RU2015836C1 |
| Выбивное устройство | 1980 |
|
SU921673A1 |
| Установка для выбивки литейных форм | 1980 |
|
SU865516A1 |
| Автоматическая линия вакуумной формовки | 1982 |
|
SU1096033A1 |
| Автоматическая литейная линия | 1985 |
|
SU1416269A1 |
| Установка для поточного литьяпО ВАКууМ-пРОцЕССу | 1979 |
|
SU852445A1 |
| Способ изготовления литейных форм вакуумной формовкой и оснастка для его осуществления | 1981 |
|
SU980927A1 |
| УСТАНОВКА ДЛЯ ВЫБИВКИ ЛИТЕЙНЫХ ФОРМ И ВИБРАЦИОННОЕ ВЫБИВНОЕ УСТРОЙСТВО | 1990 |
|
RU2015840C1 |
| Установка для выбивки литейных форм | 1980 |
|
SU899265A1 |
Изобретение относится к литейному производству и может быть использовано при изготовлении различных типоразмеров отливок преимущественно в автоматических линиях машинной формовки в опоках. Целью изобретения является расширение технологических возможностей, сокращение времени и трудоемкости процесса выбивки. Опока содержит корпус с установленным в нем приспособлением для разрушения формовочной смеси, представляющим собой упругую рамку, размещенную в корпусе с зазором и с возможностью поворота на установленных в его стенках осях, причем стенки упругой рамки, расположенные перпендикулярно плоскости вращения, имеют форму цилиндрического сегмента. Изобретение обеспечивает быструю переналадку на различные типоразмеры отливок, улучшение условий труда и сокращение износа опоки. 3 з.п. ф-лы, 9 ил.
Фиг.1
ГаВаритный размер рам/(и В процессе срормов и
Гаёаритньн размер 6 HQtfOJfbHbiu момент поборота
Фиг.
i - 9
Фиг 6
В
Фиг,9
| Опока | 1985 |
|
SU1324748A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
