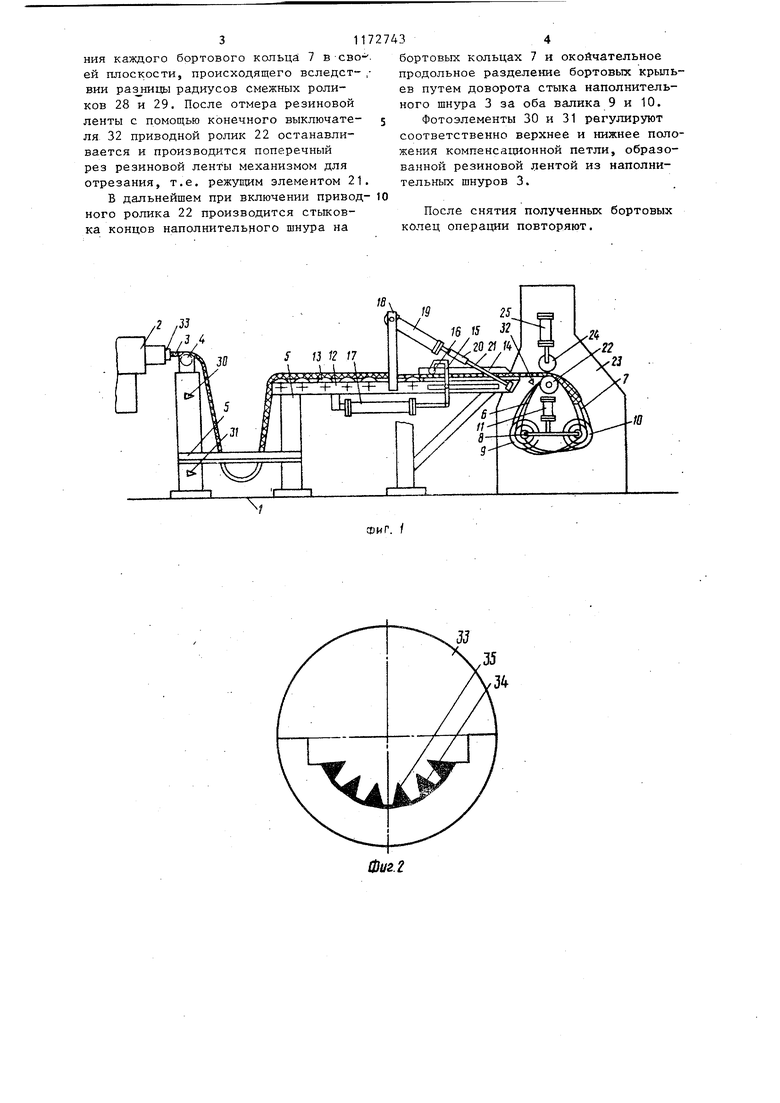
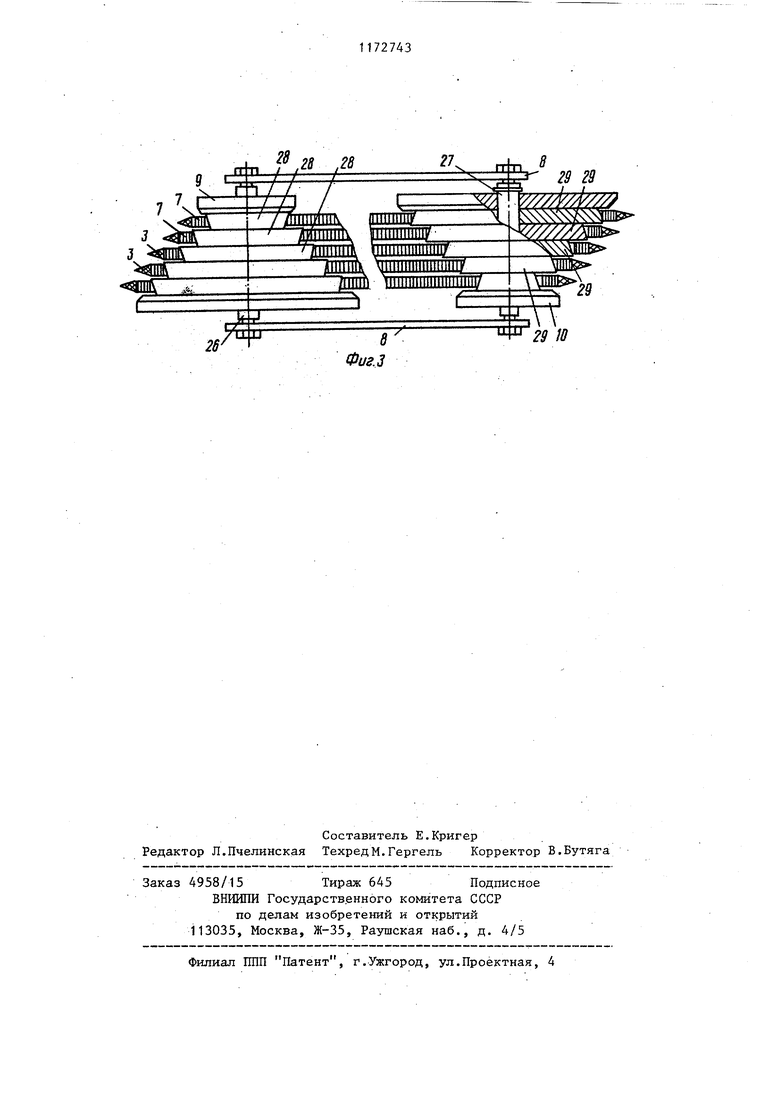
i 1 Изобретение относится к производству пневматических шин и предназначено для изготовления бортовых крыль ев, Цель изобретения - повышение производительности устройства. На фиг. 1 изображено предлагаемое устройство, общий ВИД} на фиг. 2 профильная головка с перегородками; на фиг. 3 - механизм фиксации бортовых колец. Устройство содержит смонтированные на основании 1 питатель в виде шприц-машины 2 для профилирования ленты из нескольких наполнительных шнуров 3, отборочный ролик 4, компен сатор 5, шаблон 6 для сборки бортовых крыльев с механизмом фиксации бортовых колец 7 в виде установленных на общей раме 8 двух валиков 9 и 10 и привода 11 для перемещения рамы 8, механизм для передачи наполнительных шнуров 3 на шаблон 6 в виде смонтированного на раме 12 рольганга 13, подающего лотка 14, прижимной лапки 15 с закрепленным на ней профильньы роликом 16 пневмоцилиндра 17. Последний закреплен на раме 12, а его шток шарнирно связан с лапкой 15. Устройство содержит механизм для отрезания наполнительного шнура, распололсенный под углом 25-30° к раме 12. Механизм выполнен в виде шарнирно закрепленного на стойке 18 силового цилиндра 19, шток которого соединен с рамкой 20, в которой монтируется режущий элемент 21 (например, струна). Устройство содержит механизм для дублирования наполнительного шнура с бортовым кольцом 7 в виде приводного ролика 22, смонтированного на основании крыльевого станка 23. Шаблон 6 также установлен на основанки крыльевого станка 23. Над приводным роликом 22 расположен дублнровочный ролик 24, имеюшлй профиль в поперечном сечении, соответствующий ПРОФ1-ШЮ наполнительного шнура 3. Ролик 24 жестко связан с приводом 25, закрепленным на основании -крыпьевого станка 23. Валики 9 и 10 выполнены в виде набора установленных на осях 26 н 27 свободно вращающихся роликов 28 и 29 Диаметры роликов 28 последовательно уменьшаются, а роликов 29 - увеличиваются. Образукмдие поверхности 32 роликов 28 и 29 имеют наклон в сторону ролика с большим диаметром. Кроме того, для предотвращения перетирания колец друг относительно друга при их вращении разница радиусов смежных роликов составляет не менее высоты бортового кольца (фиг. 3). В нижней и верхней частях компенсатора 5 установлены фотоэлементы 30 и 31, а на основании крыльевого станка 23 имеется конечный выключатель 32. Шприц-машина 2 имеет профильную головку 33 (фиг. 2) с разделительными перегородк,ми 34 и отверстиями 35. Устройство работает следующим образом. Профилированная через шприц-машину 2 резиновая лента из нескольких наполнительных шнуров 3, соединенных между собой то.нкой резиновой перегородкой (не показано), через отборочный ролик 4 и компенсатор 5 подается на рольганг 13 и далее на лоток 14. При поступлении начала резиновой ленты на лоток 14 приводится в действие пневмоцилиндр 17. При этом лапка 15 прижимает резиновую лентз профильным роликом 16 к лотку 14 и подаетее на бортовые кольца 7, предварительно установленные на приводной ролик 22. Количество бортовых колец, устанбзленных на приводном ролике 22, соответствует количеству наполнительных шнуров в резиновой ленте. После подачи начала резиновой ленты на бортовые кольца 7 дублировочный ролик 24 с помощью привода 25 прижимает ее к бортовым кольцам 7, а лапка 15 возвращается в исходное положение . Рама 8 посредством привода 11 опускается, при этом происходит фиксация бортовых колец 7 на роликах 9 и 10. При этом ролики 28. с меньшим дд аметром на одном валике 9 и ролики 29 с большим диаметром на другом валике 10 производят натяжение одного бортового кольца 7. Одновременно с наложением и дублированием наполни- тельного шнура 3 с бортовыми кольцаf-si 7 происходит продольное разделе- ние получаемых бортовых крьшьев в зоне перегородок, соединяюш;их наполнительные шнуры 3, за счет враще311ния каждого бортового кольца 7 в -своей плоскости, происходящего вследст- , ВИИ разницы радиусов смежных роликов 28 и 29. После отмера резиновой ленты с помощью конечного выключателя 32 приводной ролик 22 останавливается и производится поперечный рез резиновой ленты механизмом для отрезания, т.е. режуп м элементом 21. В дальнейшем при включении привод ного ролика 22 производится стыковка концов наполнительного шнура на 34 бортовых кольцах 7 и окойчательное продольное разделение бортовьпс крыльев путем доворота стыка наполнительного шнура 3 за оба валика 9 и 10. Фотоэлементы 30 и 31 регулируют соответственно верхнее и нижнее положения компенсационной петли, образованной резиновой лентой из наполнительных шнуров 3. После снятия полученных бортовых колец операции повторяют.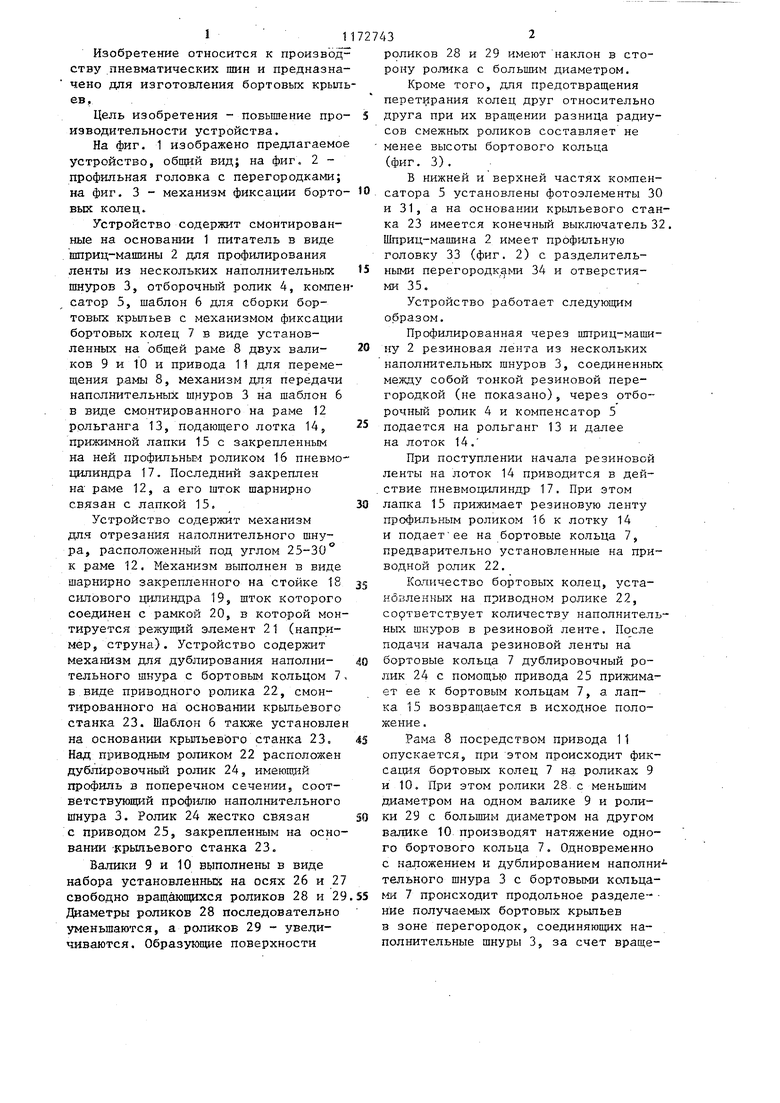
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления бортовых крыльев пневматических шин | 1985 |
|
SU1248847A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРЫЛЬЕВ ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН | 1972 |
|
SU355044A1 |
| Станок для изготовления бортовых крыльев покрышек пневматических шин | 1989 |
|
SU1593972A1 |
| Устройство для наложения наполнительного шнура на бортовые кольца | 1973 |
|
SU533329A3 |
| Устройство для изготовления крыльев покрышек пневматических шин | 1976 |
|
SU716865A1 |
| ШАБЛОН К СТАНКУ ДЛЯ СБОРКИ КРЫЛЬЕВ ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН | 1993 |
|
RU2036107C1 |
| УСТРОЙСТВО ДЛЯ СБОРКИ ПОКРЫШЕК | 1971 |
|
SU303207A1 |
| УСТАНОВКА ДЛЯ СБОРКИ ПОКРЫШЕК | 1963 |
|
SU216245A1 |
| Устройство для наложения полосовой заготовки на цилиндрическую поверхность | 1986 |
|
SU1382662A1 |
| Устройство для изготовления бортовых колец покрышек пневматических шин | 1973 |
|
SU503737A1 |
УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ БОРТОВЫХ КРЫЛЬЕВ ПНЕВМАТИЧЕСКИХ ШИН, содержащее смонтированные на основании питатель для профилирования ленты из нескольких наполнительных шнуров, компенсатор, шаблон для сборки бортовых крыльев с механизмом фиксации бортовьк колец в виде установленных на общей раме двух валиков и привода для перемещения рамы, механизм для передачи наполнительных шнуров на шаблон, механизм для отрезания наполнительного шнура и мехаш-:зм для дублирования наполнительного шнура с бортовым кольцом, о тл и чающее с я тем, что, с целью повьш1ения производительности устройства, валики выполнены в виде I набора установленных на осях свободно вращаюш 1хся роликов, диаметры ко(Л торых на одном из валиков выполнены последовательно уменьшающимися и соответственно на другом из валиков - увеличивающимися, а образующие Поверхности роликов имеют наклон k в сторону ролика с большим диаметDOM. Ю 
JJ
35
| Кипнис Е.Б | |||
| и др | |||
| Оборудование для изготовления крыльев пневматических шин | |||
| М.: ЦИНТИХИМнефтемаш, 1978, с | |||
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
| Рука робота | 1987 |
|
SU1458202A1 |
| Способ восстановления хромовой кислоты, в частности для получения хромовых квасцов | 1921 |
|
SU7A1 |
| Планшайба для точной расточки лекал и выработок | 1922 |
|
SU1976A1 |
