Изобретение относится к производству пневматических шин и предназначено для изготовления бортовых крыльев.
Целью изобретения является улучшение качества бортовых крыльев.
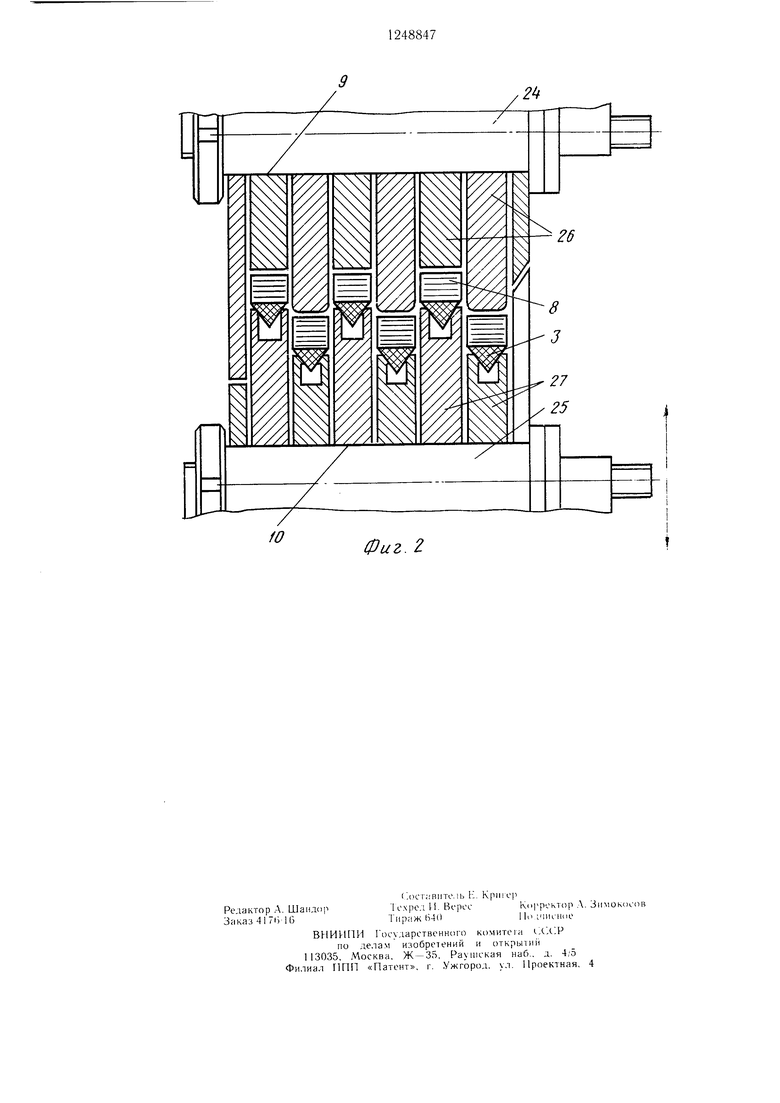
На фиг. 1 изображено устройство, обн;ий вид; на фиг. 2 - механизм фиксации бортовых колец.
Устройство содержит смонтированные на основании 1 питатель в виде шприц-.маши- ны 2 для профилирования лепты из несколь- ких наполнитель}1ых шнуров 3, отборочный ролик 4, ко.мпенсатор 5, шаблон 6 для сборки бортовых крыльев с механизмом 7 фиксации бортовых колец 8 в виде установленных в одной плоскости пеподвижного и подвижного валиков 9 и 10, механизм для не- редачи наполнител.ьных шнуров 3 на шаблон 6 в виде смонтированного на раме 11 рольганга 12, гюдаюшего лотка 13, прижимной лапки 14 с закрепленным на ней профильным роликом 15. Прижимная лапка 14 связана с цневмоцилиндро.м 16. Последний закреплен на раме 11, а его шток гнарнирно связан с лапкой 14.
Устройство содержит .механизм для отрезания наполнительного шнура, расположенный под углом 25-30° к раме 11. Me- ханизм выполнен в виде шарнирно закрен- ленного на стойке 17 силового цилиндра 18, шток которого соединен с рамой 19, в которой смонтирован режуший элемент 20 (например, струна, на фиг. не показана).
Устройство содержит механизм для дуб- лирования наполнительного шнура с бортовым кольцом в виде приводного дублиро- вочного ролика 21, установленного над ша-б- лоном 6. Дублировочный ролик 21 с.монти- рован на станине крыльевого станка 22 и имеет профиль в поперечно.м сечении, соот- зетствуюший нрофилю наполнительного шнура 3. Ролик 21 жестко связан с приводом 23, закрепленным на основании крыльевого станка 22. Валики 8 и 9 (фиг. 2) выполнены Б виде набора установленных на осях 24 и 25 свободно врашаюшихся роликов 26 и 27 с последовательным чередованием роликов меньшего и большего диаметров, причем ролики большего диаметра неподвижного валика 9 располагаются против роликов меньшего диа.метра подвижного ва- лика 10, а образуюшие поверхности роликов 27 подвижного валика 10 имеют профиль соответствуюп1.ий профилю наполнительного шнура.
0
5
5
О 5 5
0
В нижней и верхней части компенсатора 5 установлены фотоэлементы 28 и 29. а на основании крыльевого станка 22 установлен конечный выключатель 30.
Устройство работает следуюшим обра- зо м.
Профилированная через шприц-машину 2 резиновая лента из нескольких наполнительных шнуров 3, соединенных между собой тонкой резиновой перегородкой (не показана) через отборочный ролик 4 и компенсатор 5 подается на рольганг 12 и далее на лоток 13. При поступлении начала резиновой ленты на лоток 13 приводится в действие пнев.мо- цилиндр 16. При этом лапка 14 прижимает резиновую ленту профильным роликом 15 к лотку 13 и подает ее на бортовые кольца, предварительно установленные на шаблоне 6. Количество бортовых колец, установленных на шаблоне 6, соответствует количеству наполнительных шпуров в резиновой ленте.
После подачи нача. ш резиновой ленты на бортовые кольца дублировочный ролик 21 с по.мошью привода 23 прижи.мает ее к бортовым кольцам, а подающий лоток 13 возвращается в исходное положение. Подвижный валик 10 гтосредством привода приводится в контакт с неподвижны.м валико.м 9, фиксируя тем са.мым бортовые кольца. Одновременно с наложением и дублированием наполнительного шнура 3 с бортовыми кольцами происходит продольное разделение получаемых бортовых крыльев в зоне перегородок, соединяющих наполнительные ры, за счет вращения соседних бортовых колец в своей плоскости, происходящего вследствие разницы радиусов смежных роликов.
После отмера резиновой ленты с помощью конечного выключателя 30 шаблон 6 останавливается и производится поперечный рез резиновой леьгты механизмом для отрезания, т.е. режущим элементом 20.
В дальнейшем при включении приводного ролика производится стыковка концов наполнительного шнура на бортовых кольцах и окончательное продольное разделение бортовых крыльев путем доворота стыка паполнительного HJHypa за валики 9 и 10.
Фотоэле.менты 28 и 29 соответственно верхнее и нижнее ноложения ко.м- пенсационной петли, образованной резиновой лентой из наполнительных нжуров. После снятия готовых бортовых крыльев операция повторяется.
Фиг. г
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления бортовых крыльев пневматических шин | 1984 |
|
SU1172743A1 |
| Устройство для наложения полосовой заготовки на цилиндрическую поверхность | 1986 |
|
SU1382662A1 |
| Станок для изготовления бортовых крыльев покрышек пневматических шин | 1989 |
|
SU1593972A1 |
| Устройство для изготовления слоев каркаса покрышек пневматических шин | 1988 |
|
SU1659224A1 |
| Установка для изготовления слоев каркаса покрышек пневматических шин | 1991 |
|
SU1812130A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРЫЛЬЕВ ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН | 1972 |
|
SU355044A1 |
| Механизм заделки борта автопокрышки при сборке | 1955 |
|
SU106486A1 |
| Устройство для наложения наполнительного шнура на бортовые кольца | 1973 |
|
SU533329A3 |
| УСТРОЙСТВО для ПОДАЧИ РУЛОННЫХ РЕЗИНОВЫХ | 1973 |
|
SU374199A1 |
| ШАБЛОН К СТАНКУ ДЛЯ СБОРКИ КРЫЛЬЕВ ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН | 1993 |
|
RU2036107C1 |

Редактор Л. Шандор Зг1каз 41 7i) 16
ВНИИПИ Государственного KOMHTCia
по делам изобретений и открытий
113035, Москва, Ж-35, Раушская наб., д, 4;5
Фи,тиа,1 ГШП «Патент, г. Ужгород, у,п. Проектная, 4
.()Ст; В11то,1ь Н. Кршх р 1схред И. Вересl cipp T P Зимокосов
Тираж 640
II
| Рука робота | 1987 |
|
SU1458202A1 |
| Способ восстановления хромовой кислоты, в частности для получения хромовых квасцов | 1921 |
|
SU7A1 |
| Устройство для изготовления бортовых крыльев пневматических шин | 1984 |
|
SU1172743A1 |
| Разборный с внутренней печью кипятильник | 1922 |
|
SU9A1 |
