Изобретение относится к переработке полимерных материалов, в частности к установке для литьевого прессования полимерных материалов, и может быть использовано для восстановления изношенных деталей машин, например коренных и шатунных шеек коленчатых валов.
Известна пресс-форма для изготовления изделий с арматурой типа круглых стержней, содержашая полуформы, в одной из которых в местах фиксации арматуры выполнены V-образные пазы, а другая имеет плоскую фиксирующую поверхность 1.
Однако в такой пресс-форме невозможно нанести покрытие на посадочные места такой сложной детали как коленчатый вал.
Наиболее близкой к изобретению является установка для литьевого прессования полимерных материалов, содержащая прессформу с подвижной и неподвижной полуформами, снабженную загрузочной камерой, обогреваемой совместно с полуформами, и устройство для подачи материала в пресс-форму под давлением 2.
Данная установка также не обеспечивает нанесение полимерного материала на детали сложного профиля, например детали типа коленчатого вала, так как невозможно одновременно нанести покрытия на все посадочные места коленчатого вала, что снижает качество изделия и удлиняет время получения готового изделия.
Целью изобретения является повышение производительности и качества при восстановлении коленчатого вала путем одновременного нанесения покрытия на все посадочные места коленчатого вала.
Поставленная цель достигается тем, что установка, содержащая пресс-форму с подвижной и неподвижной полуформами, снабженную загрузочной камерой, обогреваемой совместно с полуформами, и устройство для подачи материала в пресс-форму под давлением, снабжена двумя дополнительными пресс-формами, а полуформы каждой пресс-формы соединены между собой шарнирно, причем крайние пресс-формы выполнены с горизонтальным разъемом полуформ, одна из которых связана с приводом ее перемещения, и снабжены призмами для центрирования коленчатого вала и фиксатором его углового положения, а средняя прессформа выполнена с вертикальным разъемом полуформ, которые щарнирно связаны тягами, имеющими одинаковую длину, со штоком привода их перемещения.
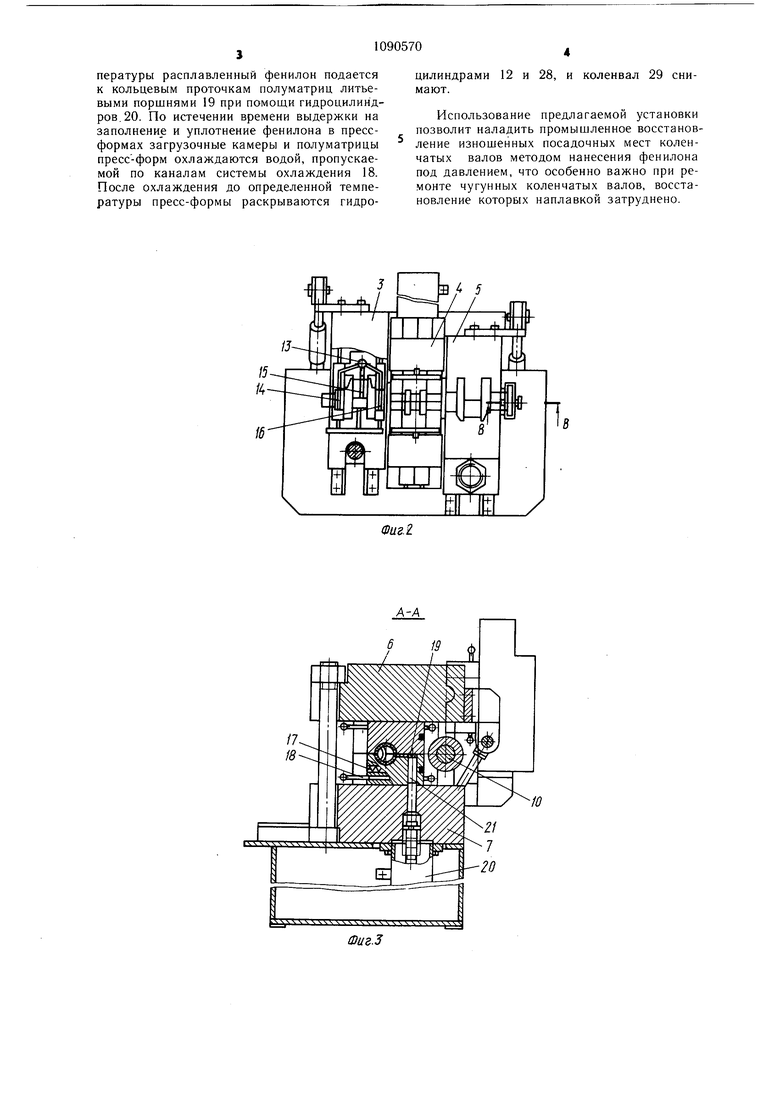
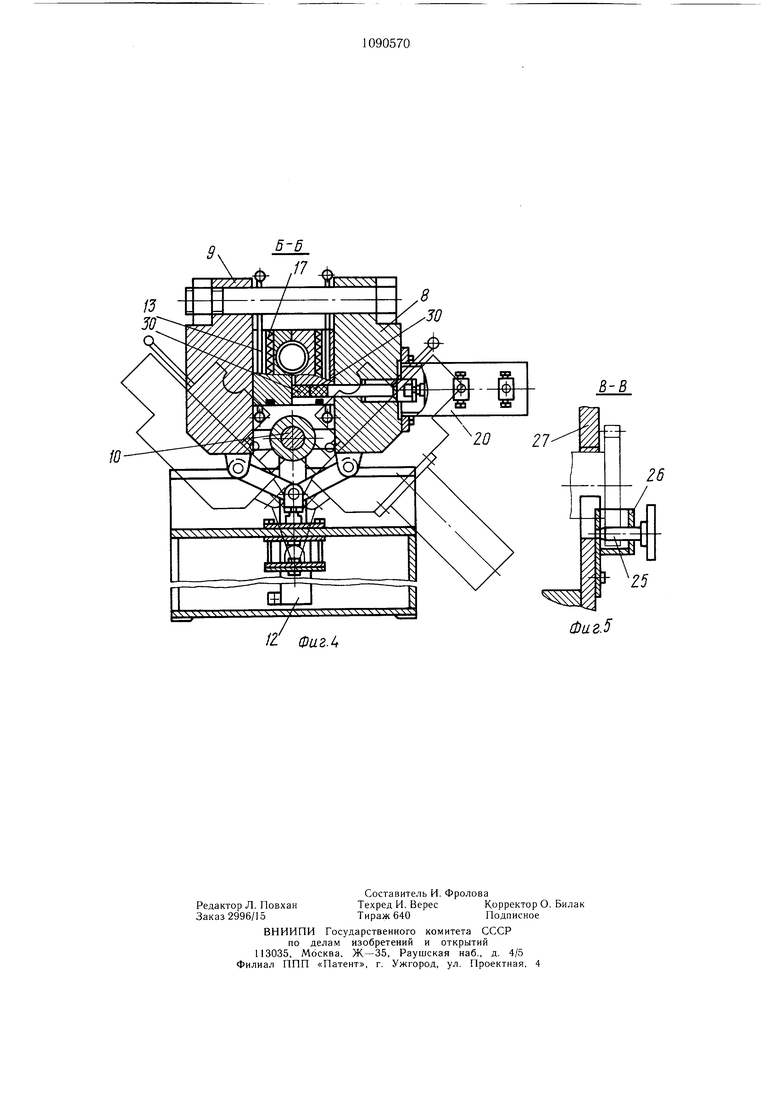
На фиг. 1 дана установка, общий вид спереди; на фиг. 2 - то же, вид сверху; на фиг. 3 - разрез А-А на фиг. 1 по крайней пресс-форме; на фиг. 4 - разрез Б-Б по средней пресс-форме на фиг. 1; на фиг. 5 - разрез В-В на фиг. 2 по оси коленчатого вала.
Установка восстановления коленчатых валов полимерным материалом, например фенилоном, состоит из станины 1 с установленным на ней устройством 2 для нанесения фенилона (фиг. 1) и гидростанции (не показана), из пресс-форм 3, 4 и 5 (фиг. 2), причем крайние пресс-формы 3 и 5 состоят из полуформ 6 и 7, имеющих разъем в горизонтальной плоскости, а средняя прессформа 4 - из полуформ 8 и 9, имеющих
разъем в вертикальной плоскости. Полуформы каждой пресс-формы соединены шарнирами 10 и в закрытом состоянии фиксируются с помощью болтов 11, устанавливаемых в прорезях полуформ. Полуформы 8 и 9 средней пресс-формы соединены щарнирно тягами, имеющими одинаковую длину с гидроцилиндром 12.
Каждая пресс-форма охватывает три шейки коленвала и снабжена загрузочной камерой 13, соединенной литниковыми каналами с кольцевыми проточками 14, 15 и 16 полуматриц. Полуматрицы и загрузочные камеры пресс-форм снабжены системами электроподогрева 17 и водяного охлаждения 18 (фиг. 3 и 4). Для подачи расплавленного фенилона из загрузочных камер 13 в последних установлены литьевые порщни 19, приводимые от силовых гидроцилиндров 20, закрепленных на пресс-формах 3-5.
Крайние пресс-формы снабжены электроизолированными от пресс-форм призмами 21 и 22 (фиг. 1) для базирования коленвала, обеспечивающими одновременно токоподвод посредством щин 23 и 24 для нагрева коленвала до температуры прессования фенилона. На призму 22 крепится фиксатор (фиг. 5) углового положения коленвала, представляющий собой стержень 25, вставляемый при фиксации в отверстие коленвала, перемещающийся в направляющей 26. Для обеспечения лучшего контакта коленвала с базирующими призмами 21 и 22
и для фиксации коленвала от осевого перемещения на пресс-формах предусмотрены электроизолированные прижимы 27 (фиг. 5). Для перемещения полуформ пресс-форм 3 и 5 служат гидроцилиндры 28.
, Работа установки происходит в следующей последовательности.
При раскрытых пресс-формах коленвал 29 устанавливается на базирующие призмы 21 и 22 и фиксируется от углового перемещения с помощью фиксатора. В загрузоч0 ные камеры 13 пресс-форм вкладываются брикеты фенилона 30, пресс-формы закрываются с помощью гидроцилиндров 12 и 28 и фиксируются в закрытом положении болтами 11, при этом коленвал 29 прижимается к базирующим призмам 21 и 22 и прижимам 27. Затем включают систему электроподогрева загрузочных камер и полуматриц пресс-форм и разогревают их до рабочей температуры. При достижении заданной температуры расплавленный фенилон подается к кольцевым проточкам полуматриц литьевыми поршнями 19 при помощи гидроцилиндров. 20. По истечении времени выдержки на заполнени е и уплотнение фенилона в прессформах загрузочные камеры и полуматрицы пресс-форм охлаждаются водой, пропускаемой по каналам системы охлаждения 18. После охлаждения до определенной температуры пресс-формы раскрываются гидроцилиндрами 12 и 28, и коленвал 29 снимают.
Использование предлагаемой установки позволит наладить промышленное восстановление изношенных посадочных мест коленчатых валов методом нанесения фенилона под давлением, что особенно важно при ремонте чугунных коленчатых валов, восстановление которых наплавкой затруднено.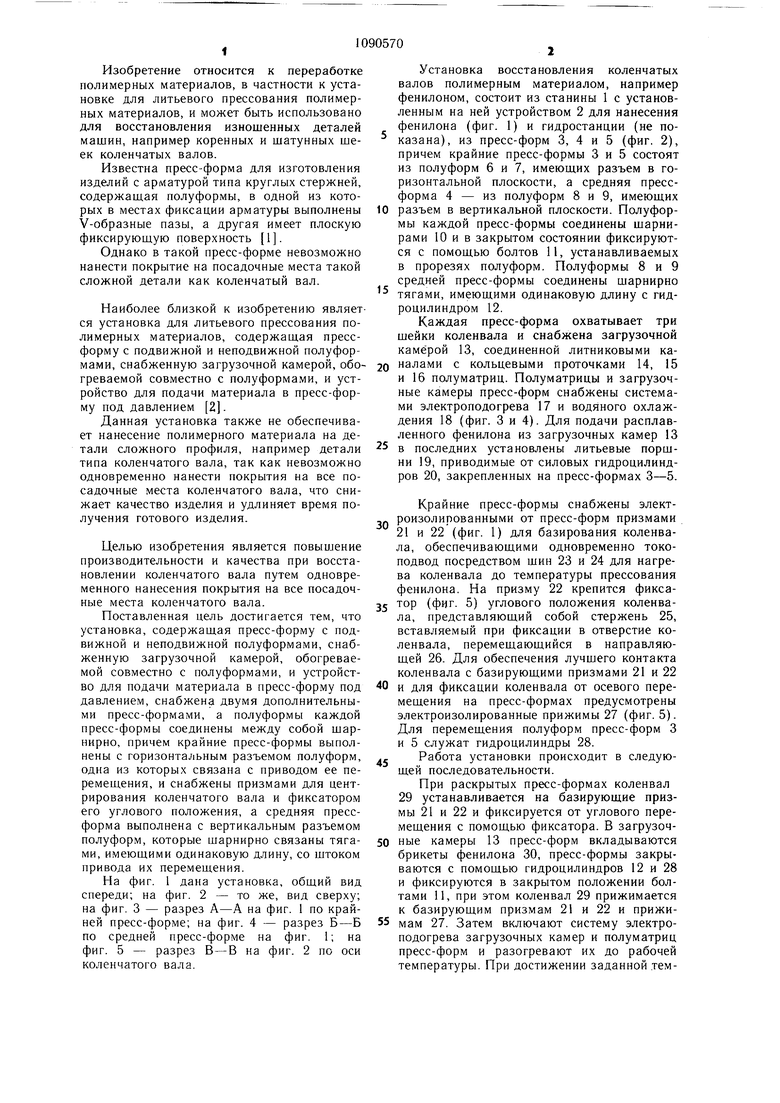
| название | год | авторы | номер документа |
|---|---|---|---|
| Прессформа для нанесения покрытия на детали литьем под давлением | 1983 |
|
SU1147582A1 |
| Устройство для изготовления полимерных изделий | 1982 |
|
SU1063619A1 |
| Литьевая пресс-форма | 1972 |
|
SU656265A2 |
| Способ восстановления изношенных поверхностей деталей типа валов | 1983 |
|
SU1199657A1 |
| Литьевая пресс-форма для изготовления изделий с выступающей арматурой | 1977 |
|
SU627988A1 |
| Пресс-форма для литья под давлением | 1977 |
|
SU654347A1 |
| Универсальный блок литьевого прес-СОВАНия издЕлий из РЕАКТОплАСТОВ | 1979 |
|
SU797881A1 |
| Устройство для трансферного прессования | 1975 |
|
SU588126A1 |
| Пресс-форма для изготовления выплавляемых моделей | 1980 |
|
SU950496A1 |
| Установка для изготовления изделий из пластмасс | 1980 |
|
SU939221A1 |
УСТАНОВКА ДЛЯ ЛИТЬЕВОГО ПРЕССОВАНИЯ полимерных материалов, содержащая пресс-форму с подвижной и неподвижной полуформами, снабженную загрузочной камерой, обогреваемой совместно с полуформами, и устройство для подачи материала в пресс-форму под давлением, отличающаяся тем, что, с целью повышения производительности и качества при восстановлении коленчатого вала путем одновременного нанесения покрытия на все посадочные места коленчатого вала, она снабжена двумя дополнительными прессформами, а полуформы каждой пресс-формы соединены между собой шарнирно, причем крайние пресс-формы выполнены с гориз нтальным разъемом полуформ, одна из которых связана с приводом ее перемещения, и снабжены призмами для центрирования коленчатого вала и фиксатором его углового положения, а средняя пресс-форма выполнена с вертикальным разъемом полуформ, которые шарнирно связаны тягами, (Л имеюш,ими одинаковую длину, со штоком привода их перемещения. СС о СП о |
А-А
Фиг.5
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ С АРМАТУРОЙ | 0 |
|
SU395273A1 |
| Солесос | 1922 |
|
SU29A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Демин Е | |||
| Н | |||
| Конструирование прессформ для пл.астических масс | |||
| М., Машгиз, 1952, с | |||
| Способ добывания бензина и иных продуктов из нефти, нефтяных остатков и пр. | 0 |
|
SU211A1 |
