.
)уД.
/Л
L/11
т-п
ГЗ 28 29 2 6
СП
о
ND
Од
- 30 Фиг.
ментов к пленкам и сварку пленок осуществляют одновременно. Устройство для изготовления контейнера из полимерных пленок снабжено смонтированной на нижней полуматрице с возможностью горизонтального перемещения рамой с механизмом натяжения пл.енки, выполненным в виде стоек с подпружиненными относительно них планками. Держатель с оправками смонтирован на нижней
полуматрице посредством закрепленные на ней вертикальных направляющих и подпружинен относительно нижней полуматрицы. Кроме того, нижняя полуматрица снабжена закрепленными на ней направляющими для верхней полуматрицы. Верхняя и нижняя полуматрицы снабжены нагревательными элементами. Оправки выполнены в виде пружинящих элементов. 2 с,и 4 з,п. ф-лы, 4 ил.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления контейнера из полимерных материалов и устройство для его осуществления | 1983 |
|
SU1174282A1 |
| Устройство для сварки полимерных пленок | 1983 |
|
SU1109312A1 |
| Устройство для непрерывной сварки полимерных пленок | 1980 |
|
SU903158A1 |
| УСТРОЙСТВО ДЛЯ СБОРКИ И СВАРКИ ИЗДЕЛИЙ ИЗ ПОЛИМЕРНОЙ ПЛЕНКИ | 2011 |
|
RU2486116C2 |
| СПОСОБ ЗАМЕНЫ РУЛОНОВ В ПОДАЮЩЕМ БЛОКЕ ДЛЯ ПОДАЧИ ПОЛОТНООБРАЗНОГО ПЛОСКОГО МАТЕРИАЛА В УПАКОВОЧНУЮ МАШИНУ ИЛИ АНАЛОГИЧНУЮ ОБРАБАТЫВАЮЩУЮ МАШИНУ, А ТАКЖЕ ПОДАЮЩИЙ БЛОК ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2005 |
|
RU2297964C2 |
| УСТРОЙСТВО ДЛЯ СБОРКИ И СВАРКИ ИЗДЕЛИЙ ИЗ ПОЛИМЕРНЫХ ПЛЕНОК | 2011 |
|
RU2500592C2 |
| Машина для производства мешков с боковыми складками из полимерного пленочного материала | 1986 |
|
SU1412996A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБЧАТЫХ КОРПУСОВ УПАКОВОЧНЫХ ТУБ ИЗ ПЛЕНОЧНОЙ СВАРИВАЕМОЙ ПЛАСТМАССОВОЙ ПОЛОСЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1990 |
|
RU2049671C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ КОНТЕЙНЕРА ИЗ ПЛАСТМАССЫ | 2013 |
|
RU2646657C2 |
| Устройство для сварки полимерных материалов | 1988 |
|
SU1608077A1 |
Изобретение относится к сварке пластмасс и может быть использовано при изготовлении контейнеров из полимерных пленок для жидких лекарственных веществ. Цель - повышение качества сварочного шва в зоне соединения пленок с трубчатыми элементами. Для этого в способе изготовления контейнера из полимерных пленок перед введением между пленками оправок с трубчатыми элементами осуществляют подогрев трубчатых элементов и натяжение пленок путем закрепления их концов между подпружиненными планками. Перед извлечением оправок сваренный контейнер охлаждают в натянутом состоянии. Кроме того, приварку трубчатых элементов к пленкам и сварку пленок осуществляют одновременно. Устройство для изготовления контейнера из полимерных пленок снабжено смонтированной на нижней полуматрице с возможностью горизонтального перемещения рамой с механизмом натяжения пленки, выполненным в виде стоек с подпружиненными относительно них планками. Держатель с оправками смонтирован на нижней полуматрице посредством закрепленных на ней вертикальных направляющих и подпружинен относительно нижней полуматрицы. Кроме того, нижняя полуматрица снабжена закрепленными на ней направляющими для верхней полуматрицы. Верхняя и нижняя полуматрицы снабжены нагревательными элементами. Оправки выполнены в виде пружинящих элементов. 4 ил.
Изобретение относится к сварке пластмасс и может быть использовано при изготовлении контейнеров из полимерных пленок для жидких лекарственных веществ.
Целью изобретения является повьше- ние качества сварного шва в зоне соединения пленок с трубчатыми элементами и повышение производительности труда.
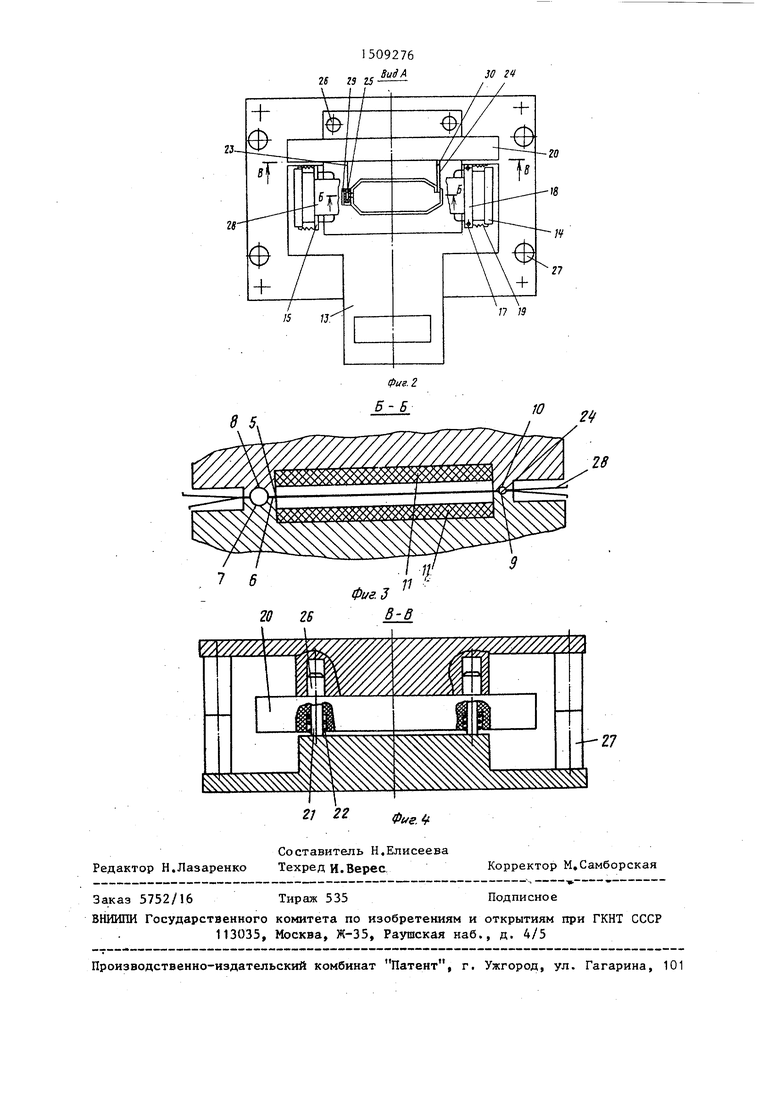
На фиг. 1 изображено устройство, общий вид; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 2; на фиг. А - разрез В-В на фиг. 2.
Устройство для изготовления контейнера из полимерных пленок содержит верхнюю 1 и нижнюю 2 полуматрицы с встроенными в них нагревательными элементами .3 и 4 и с выступающими зеркальными друг относительно друга рабочими поверхностями 5 и 6, имеющими профиль изготовляемого контейнера. На рабочих поверхностях 5 и 6 полуматриц выполнены сегментные канавки 7 - 10, которые при совмещении образуют пазы диаметром несколько меньше диаметра ввариваемых тру бчатых элементов. Во внутренней части полуматриц, образованной рабочими поверхностями, установлены пластины 11 из материала с низкой теплопроводностью, например стеклотекстолита. На нижней полуматрице 2 выполнены пазы 12, в которых установлена с возможностью горизонтального перемещения рама 13, выполненная из стеклотекстолита. На раме 13 смонтирован механизм натяжения пленки, выполненный в виде стоек 14 с закрепленными на них П-образны- ми направляющими (не показаны), в которых установлены с возможностью пе- рем щения стержни 15 и планка 16,
0
5
0
5
0
5
0
5
Для фиксации концов пленки к план-) крепится винтами 17 планка 18. Стержни 15 и планка 16 связаны со стойками 14 пружинами 19 растяжения. На нижней полуматрице 2 смонтирован держатель 20, изготовленный из материала с низкой .теплопроводностью, например стеклотекстолита. Держатель 20 установлен по ходовой посадке на цилиндрических вертикальных направляющих 21, закрепленных на нижней полуматрице 2, и подпружинен относительно полуматрицы пружинами 22, Б держателе 20 закреплены оправки 23 и 24, выполненные в виде пружинящих элементов, например прямых круглых пружин. На конце оправки 23 установлена коническая втулка 25, Длины оправок подобраны в соответствии с расположением сегментных канавок 7 - 10, Для точного совмещения профиля рабочих поверхностей полуматрица 1 движется по цилиндрическим направляющим 26 полуматрицы 2, Для ограничения толщины сварного шва в полуматрицах 1 и 2 жестко закреплены ограничители 27. Полуматрицы закрепляются на прессе (не показан) с возможностью незначительной самоустановки при прессовании.
Способ изготовления контейнера . реализуется при работе устройства.
Заготовку контейнера из пленки в виде полосы 28 (пленка - полиэтилен- терефталатная, дублированная полиэтиленом, которая не прилипает к инструменту при сварке) подвергают дезинфекции и промывке, затем пропускают ее полиэтиленом внутрь между стержнями 15 и стойками 14 и при помощи винтов 17 и планки 18 крепят ее к планке 16 таким образом, чтобы она была незначительно, но без провисания натянута пружинами 19. На коническую
515
втулку 25 оправки 23 надевают, напри- мер, пластмассовую втулку 29, а на оправку 24 - трубку 30 (трубчатые элементы). Полуматрицы 1 и 2 нагревают нагревательными элементами 3 и 4 до температуры, необходимой для сварки. Втулка 29 и трубка 30 оказываются до прессования подогретыми.
В пазы 12 полуматрицы 2 вставляют до упора раму 13. Втулку 29 и трубку 30, надетые на втулку 25 оправки 23 и оправку 24, при этом вводят между пленками и сегментными канавками 7-10 Пленка не касается рабочих поверхно- стей 5 и 6 полуматриц 1 и 2.
Прессом полуматрицу 1 опускают и прижимают ее к иолуматрице 2. При этом полуматрица 1 устанавливает держатель 20 таким образом, что оси па- зов, образованных сегментными канавками 7-10 полуматриц 1 и 2, втулки 29 и трубки 30, оказываются совмещенными Возможная незначительная несоосность
выбирается за счет пружинящих оправок 25 нижней полуматрице держатель с оправ23 и 24. Одновременно со смыканием
полуматриц пружины 19 растягиваются и
пленка облегает втулку 29 и трубку 30.
Выдержав полуматрицы сомкнутыми под
давлением в течение времени, необходи-зо шва в зоне соединения пленок с трубками и ограничители толщины сварного шва, закрепленные на полуматрицах, отличающееся тем, что, с целью повышения качества сварного
МОго для сварки, получают объемные сварные соединения трубчатых элементов с пленкой по образующей элементов и пленки с пленкой по профилю рабочих поверхностей 5 и 6 полуматриц.
При размыкании полуматриц 1 и 2 держатель 20 поднимается вверх пружинами 22 вместе с контейнером, выводя его из соприкосновения с нагретыми рабочими поверхностями полуматриц. Затем контейнер охлаждают в натянутом состоянии в течение нескольких секунд подаваемым в пространство между разомкнутыми полуматрицами воздухом, после чего контейнер отделяют отрезанием вдоль крайних линий сварного шва от остальной пленки, снимают раму с механизмом натяжения пленки с полуматрицы 2, а контейнер - с оправки 24 и втулки 25 оправки 23. Формула изобретения 1. Способ изготовления контейнера из полимерньпс пленок, включаюций введение между пленками оправок с труб
чатыми
.элементами, приварку их к пленкам, сварку пленок и извлечение оправок, отличающий ся тем, что, с целью повышения качества сварного шва в зоне соединения пленок с трубчатыми элементами, перед введением между пленками оправок с трубчатыми элементами осуществляют подогрев трубчатых элементов и натяжение пленок путем закрепления их концов между подпружиненными планками, а перед извлечением оправок сваренный контейнер охлаждают в натянутом состоянии.
ками и ограничители толщины сварного шва, закрепленные на полуматрицах, отличающееся тем, что, с целью повышения качества сварного
5
0
5
0
чатыми элементами, оно снабжено смонтированной на нижней полуматрице с возможностью горизонтального перемещения рамой с механизмом натяжения плёнки, выполненным в виде стоек с подпружиненными относительно них планками, а держатель с оправками смонтирован на нижней полуматрице посредством закрепленных на ней вертикальных направляющих и подпружинен относительно нижней полуматрицы.
2f 23 ZS
15
8 5,
21 22
Составитель Н.Елисеева Редактор Н.Лазаренко Техред И.Верес
ZS
1509276 Вид A
27
Б- Б
Фие.
Корректор М.Самборская
| Глухан.ов Н.П и др | |||
| Высокочастотный нагрев диэлектрических материалов в машиностроении | |||
| - Л.: Машиностроение, 1972, с | |||
| Прибор, замыкающий сигнальную цепь при повышении температуры | 1918 |
|
SU99A1 |
| Способ изготовления контейнера из полимерных материалов и устройство для его осуществления | 1983 |
|
SU1174282A1 |
| Солесос | 1922 |
|
SU29A1 |
