Известны поточные линии, предназначенные для вальцевания пластин искусственной кожи с последовательным их обрезанием с наружных сторон, складыванием вдвое и калиброванием до заданной толщины, включающие в себя последовательно размещенные вальц-пресс, транспортирующие валики, вальцовки с дисковыми ножами для обрезания кромок пластин, рифленые и гладкие вальцовки.
В этих поточных линиях пластины пропускают через вальцы многократно, постепенно уменьщая ручной регулировкой зазор между вальцами. Складывание пластин и поворачивание их на 90° для изменения направления вальцевания выполняют вручную, что увеличивает трудоемкость обработки пластин и не обеспечивает должного качества.
В предлагаемой поточной линии отмеченные недостатки устранены тем, что мащины и механизмы линии размещены последовательно и зигзагообразно под прямым углом друг к другу, а сама линия снабжена механизмом для складывания пластин вдвое и подачи их в следующую вальцовку с изменением направления вальцевания на 90°.
Механизм для складывания пластин вдвое выполнен в виде стола, состоящего из двух частей, одна из которых поворотно установлена на горизонтальной оси, размещенной под прямым углом к направлению перемещения пластины и снабженной щестеренчато-секторным приводом для ее поворота на 180°. Для поворота сектора в прямом и возвратном направлениях применены взаимодействующие с сектором два пальца, установленные на осях, вращаемых в противоположном направлении щестеренчатым приводом.
Механизм подачи пластин в следующую вальцовку выполнен в виде вилки, перемещаемой параллельно оси стола посредством кулачкового привода.
№ 117584
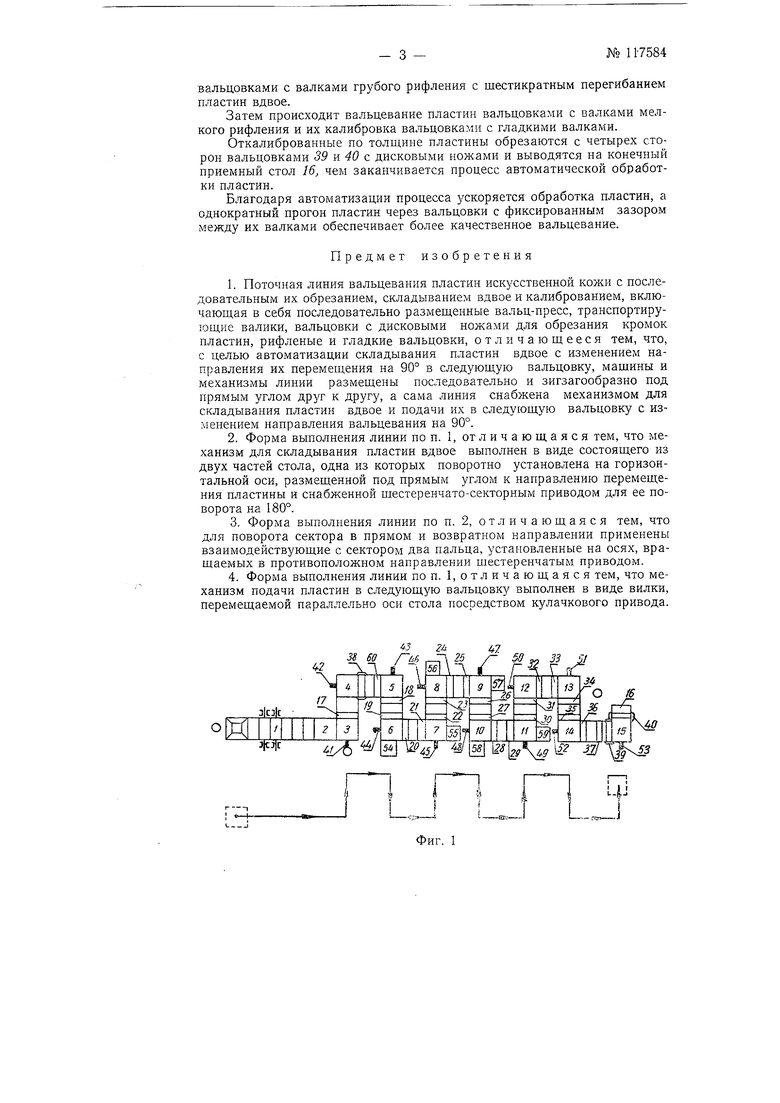
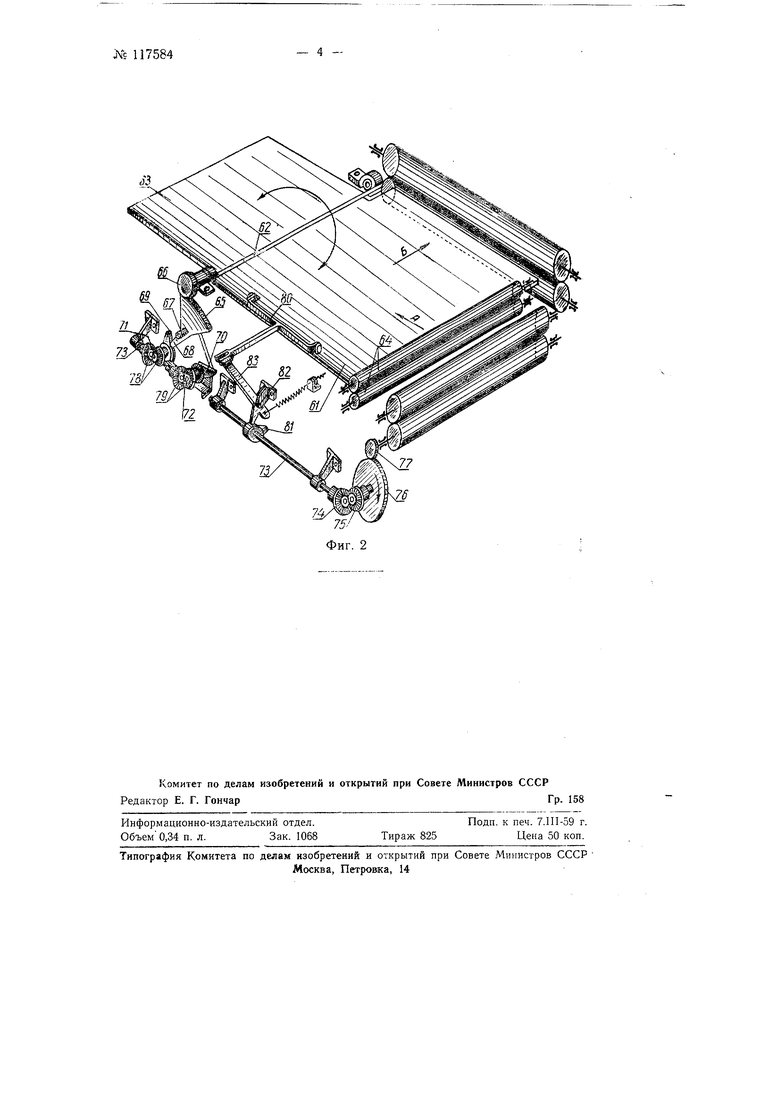
На фиг. 1 изображена схема предлагаемой поточной линии вальцевания пластин; на фиг. 2 - кинематическая пространственная схема механизмов складывания пластин вдвое и подачи их в следующую вальцовку с изменением направления вальцевания на 90°.
В поточной линии машины механизмы размещены последовательно и зигзагообразно под прямым углом одни к другим, а сама линия снабжена механизмом для складывания пластин вдвое и подачи их в следующую вальцовку с изменением направления вальцевания на 90°.
Направление перемещения обрабатываемых пластин изображено на фиг. 1 зигзагообразной ломаной линией со стрелками. Поточная линия снабжена установленным в ее начале вальц-прессом / с резальным аппаратом, транспортером 1, приемными столами 5, 4, 5, 6, 7, 8, 9, 10, 11, 12, 13, 14, 15 и 16, вальцовками 17, 18, 19, 20, 21, 22, 23, 24, 25, 26, 27, 28 и 29 с валками грубого рифления, вальцовками 30, 31, 32 и 55 с валками мелкого рифления, вальцовками 34, 35, 36 и 37 с гладкими валками и вальцовками 38j 39 я 40 с дисковыми ножами для обрезания кромок у обрабатываемых пластин.
Все приемные столы, кроме последнего стола 16, снабжены механизмами 41, 42, 43, 44, 45, 46, 47, 48, 49, 50, 51, 52 и 55 для подачи пластин в следующую вальцовку с изменением направления вальцевания на 90°.
Столы 6, 7, 8, 9, 10 и // снабжены механизмами 54, 55, 56, 57, 58 и 59 для складывания пластин вдвое.
Кроме того, за каждой парой вальцовок установлены транспортирующие валики, из которых на схеме изображены лищь валики 60.
Все вальцовки, транспортирующие валики и механизмы, снабжены общим шестеренчатым приводом (на фиг. 1 не изображен).
Механизм для складывания пластин вдвое выполнен в виде поворотно прикрепленной к приемному столу 61 (фиг. 2) на горизонтальной оси 62 добавочной второй части 63 этого стола. Ось 62 размещена под прямым углом к направлению перемещения пластины по стрелке А из транспортирующих валиков 64.
Для поворота сектора 65, сцепленного с шестерней 66 оси 62 и установленного на оси 67, в прямом и возвратном направлении применены взаимодействующие с рычагом 68 сектора два пальца 69 и 70, установленные на осях 71 и 72, вращаемых в противоположном направлении шестеренчатым приводом.
Шестеренчатый привод осей 71 и 72 включает в себя валик 73, вращаемый шестеренчатой передачей с шестернями 74, 75 и 76 от шестерни 77 вальцовки и передающий движение осям посредством шестерен 78 и 79.
Механизм подачи пластин в следующую вальцовку в направлении стрелки Б с изменением направления вальцевания на 90° выполнен в виде вилки 80, перемещаемой параллельно оси 62 стола посредством кулачкового привода.
Кулачковый привод выполнен в виде закрепленного на валике 73 кулачка 81, взаимодействующего с установленным на оси 82 подпружиненным рычагом 83 и шарнирно соединенного с вилкой 80.
Действие поточной линии протекает следующим образом.
Вальц-массу для производства искусственной кожи загружают в приемный бункер вальц-пресса 1, вальцующего вальц-массу в ленту и разрезающего ее на брикеты. Выводной транспортер 2 и система транспортирующих валиков совместно с механизмами складывания и подачи пластин с изменением направления вальцевания на 90° осуществляют начальное обрезание кромок дисковыми ножами вальцовки 38, вальцевания пластин
вальцовками с валками грубого рифления с шестикратным перегибанием пластин вдвое.
Затем происходит вальцевание пластин вальцовками с валками мелкого рифления и их калибровка вальцовками с гладкими валками.
Откалиброванные по толщине пластины обрезаются с четырех сто рон вальцовками 39 н 40 с дисковыми ножами и выводятся на конечный приемный стол 16, чем заканчивается процесс автоматической обработки пластин.
Благодаря автоматизации процесса ускоряется обработка пластин, а однократный прогон пластин через вальцовки с фиксированным зазором между их валками обеспечивает более качественное вальцевание.
Предмет изобретения
1.Поточная линия вальцевания пластин искусственной кожи с последовательным их обрезанием, складыванием вдвое и калиброванием, включающая в себя последовательно размещенные вальц-пресс, транспортирующие валики, вальцовки с дисковыми ножами для обрезания кромок пластин, рифленые и гладкие вальцовки, отличающееся тем, что, с целью автоматизации складывания пластин вдвое с изменением направления их перемещения на 90° в следующую вальцовку, машины и механизмы линии размещены последовательно и зигзагообразно под прямым углом друг к другу, а сама линия снабжена механизмом для складывания пластин вдвое и подачи их в следующую вальцовку с изменением направления вальцевания на 90°.
2.Форма выполнения линии по п. 1, от л и ч а ю щ а я с я тем, что механизм для складывания пластин вдвое выполнен в виде состоящего из двух частей стола, одна из которых поворотно установлена на горизонтальной оси, размещенной под прямым углом к направлению перемещения пластины и снабженной шестеренчато-секторным приводом для ее поворота на 180°.
3.Форма выполнения линии по п. 2, отличающаяся тем, что для поворота сектора в прямом и возвратном направлении применены взаимодействующие с сектором два пальца, установленные на осях, вращаемых в противоположном направлении шестеренчатым приводом.
4.Форма выполнения линии по п. 1,отличающаяся тем, что механизм подачи пластин в следующую вальцовку выполнен в виде вилки, перемещаемой параллельно оси стола посредством кулачкового привода.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовленияРАНТА ОбуВи | 1978 |
|
SU793561A1 |
| Машина для сортировки и упаковки чулок | 1984 |
|
SU1308664A1 |
| ШВЕЙНЫЙ ПОЛУАВТОМАТ | 1973 |
|
SU379704A1 |
| Станок для изготовления деревянных конических, снабженных центральным каналом пробок | 1933 |
|
SU36000A1 |
| СПОСОБ ПРОИЗВОДСТВА МУЧНЫХ КОНДИТЕРСКИХ ИЗДЕЛИЙ ВИДА ПРЯНИКОВ И КОВРИЖЕК, ПЕЧЕНЬЯ, ТОРТОВ И ПИРОЖНЫХ | 1997 |
|
RU2093989C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШЕВРОННОГО ЗАПОЛНИТЕЛЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2341347C2 |
| Поточная линия для конечной отделки текстильных полотен | 1985 |
|
SU1326687A1 |
| Устройство для вырубки изделий из листового и ленточного материалов | 1978 |
|
SU753670A1 |
| МАШИНА ДЛЯ ТРЕПАНИЯ ЛЬНА И Т.П. ВОЛОКНИСТЫХ МАТЕРИАЛОВ | 1925 |
|
SU3997A1 |
| Автоматическая линия для изготовления тканых коммутационных плат | 1979 |
|
SU912031A1 |
J3
