Изобретение относится к литейному производству, в частности к процессу литья под низким давлением.
Цель изобретения - повышение качества отливок за счет снижения степени окисления металла в тигле.
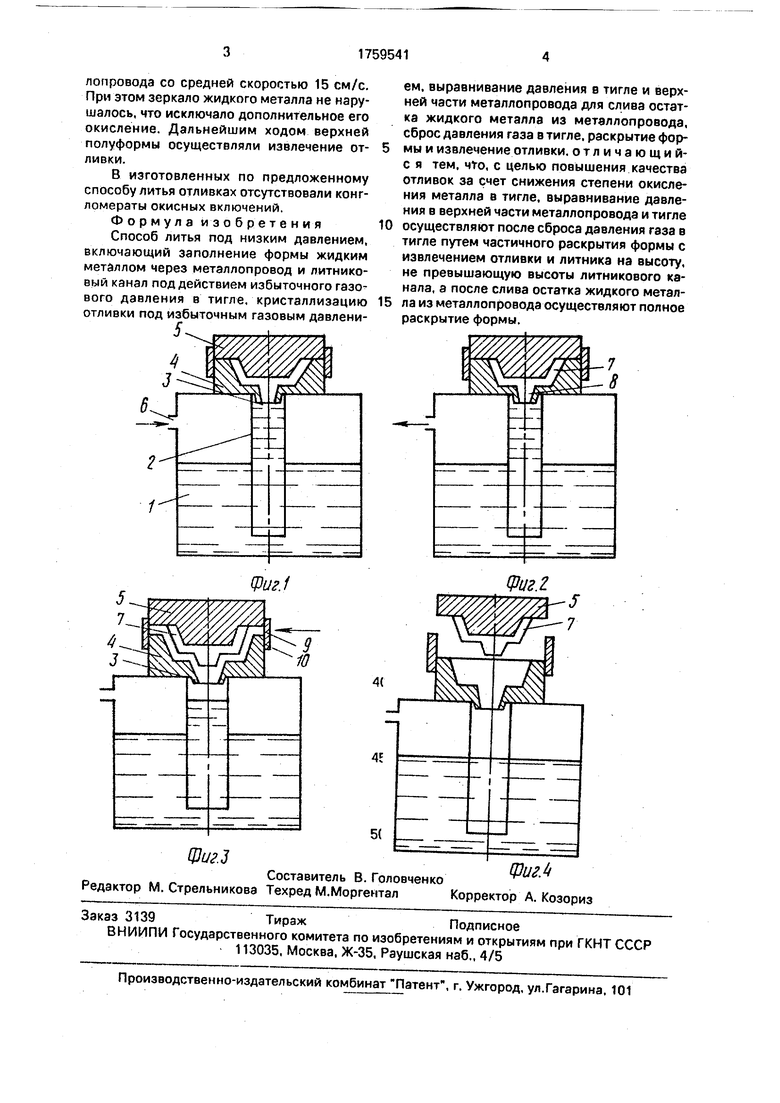
На фиг. 1-4 показана схема осуществления способа литья, включающая тигель 1 с жидким металлом, металлопровод 2, литни- коаую втулку 3, нижнюю полуформу 4, верхнюю полуформу 5, отверстие 6 для впуска и выпуска рабочего газа, отливку 7, литник 8, отверстие 9 и кожух 10.
Пример. Предложенным способом литья изготовляли корпус из сплава АЛ2 на установке литья под низким давлением модели АЛУГ-3.
В камеру печи машины с температурой жидкого металла 720°С подавали сжатый воздух, обеспечивающий скорость движения металла по металлопроводу 25 и в форме 6 см/с. Форма заполнялась расплавом при давлении сжатого воздуха в печи 0,021 МПа. Процесс кристаллизации отливки осуществляли при давлении воздуха 0,06 МПа в течение 80 с. После этого осуществляли сброс давления воздуха из печи машины до атмосферного. При этом уровень жидкого металла в металлопроводе достигает литника 8 отливки 7.
Для выравнивания давления воздуха в печи машины и верхней части металлопро- водз верхнюю полуформу 5 с отливкой 7 и литником 8 раскрывали частично на высоту 7 мм, что не превышало высоты литника. В результате между литником и верхней полостью металле провод а образовался кольцевой зазор, сообщающийся с атмосферой через отверстие 9. На протяжении происходило истечение жидкого металла из металсл ю сл
««Ј
лопровода со средней скоростью 15 см/с. При этом зеркало жидкого металла не нарушалось, что исключало дополнительное его окисление. Дальнейшим ходом верхней полуформы осуществляли извлечение отливки.
В изготовленных по предложенному способу литья отливках отсутствовали конгломераты окисных включений.
Формула изобретения Способ литья под низким давлением, включающий заполнение формы жидким металлом через металлопровод и литниковый канал под действием избыточного газового давления в тигле, кристаллизацию отливки под избыточным газовым давлени
Фиг.1
фигЗ
Щи г.
Составитель В. Головченко Редактор М. Стрельникова Техред М.МоргенталКорректор А. Козориз
Заказ 3139ТиражПодписное
ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва. Ж-35, Раушская наб„ 4/5
ем, выравнивание давления в тигле и верхней части металлопровода для слива остатка жидкого металла из металлопровода, сброс давления газа в тигле, раскрытие формы и извлечение отливки, отличающий- с я тем. что, с целью повышения качества отливок за счет снижения степени окисления металла в тигле, выравнивание давления в верхней части металлопровода и тигле
осуществляют после сброса давления газа в тигле путем частичного раскрытия формы с извлечением отливки и литника на высоту, не превышающую высоты литникового канала, а после слива остатка жидкого металла из металлопровода осуществляют полное раскрытие формы.
(риг. 2
Щи г.
р А. Ко
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ литья под низким давлением и устройство для его осуществления | 1991 |
|
SU1836185A3 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ОТЛИВКИ ПОРШНЯ | 2009 |
|
RU2418651C2 |
| Устройство для литья под низким давлением | 1978 |
|
SU789234A1 |
| Способ литья под низким давлением | 1981 |
|
SU1176508A1 |
| СПОСОБ ЛИТЬЯ ПОД НИЗКИМ ДАВЛЕНИЕМ В МЕТАЛЛИЧЕСКУЮ ЛИТЕЙНУЮ ФОРМУ | 2024 |
|
RU2830088C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРШНЕЙ ДВИГАТЕЛЕЙ ВНУТРЕННЕГО СГОРАНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2476291C1 |
| СПОСОБ ПОЛУЧЕНИЯ ОТЛИВОК И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1988 |
|
RU2051005C1 |
| Установка для литья под низким давлением | 1972 |
|
SU424653A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ МОДЕЛЕЙ ПОРШНЯ | 2009 |
|
RU2513672C2 |
| Установка для получения тонкостенных отливок | 1972 |
|
SU452947A3 |
Сущность способа: форму заполняют под действием избыточного давления газа в тигле, после кристаллизации отливки форму частично раскрывают с извлечением отливки с литником на высоту, не превышающую высоты литникового канала. В образовавшийся зазор между отливкой, литником и нижней полуформой всасывается воздух и проникает в верхнюю часть металлопрово- да, снимая создавшееся там разрежение. Жидкий металл в результате выравнивания давления в тигле и металлопроводе сливается с небольшой скоростью, определяемой скоростью натекания газа в металлопровод. Спокойный слив металла не вызывает перемешивая его в тигле и предотвращает его окисление. 4 ил.
| Бедель В.К | |||
| и Тимофеев Г.И | |||
| Литье под низким давлением | |||
| М.: Машиностроение, 1968, с.6 | |||
| Способ литья под низким давлением | 1977 |
|
SU648335A1 |
| кл | |||
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Шеститрубный элемент пароперегревателя в жаровых трубках | 1918 |
|
SU1977A1 |
