Изобретение относится к технике автоматического управления трубопро катными станами, в частности к технике управления прокаткой труб на автоматических станах. Цель изобретения - уменьшение отклонений размеров трубы от .заданных На чертеже представлена блок-схе ма системы управления процессом прокатки на автоматическом стане. Система содержит установленные по сле кольцевой печи 1 измерители 2 дпины и 3 диаметра заготовки, установленные после прошивного стана 4 измерители 5 длины 6, диаметра и 7 температуры гильзы, установленные на автоматическом 8 перед первым и вторым проходом измерители 9 и 10 диаметра оправки, измерители 1 и 12 раствора валков, установленные перед вторым проходом измерители 13 температуры и 14 длины трубы, измеритель 15 длины трубы после второго прохода, блок 16 задания диаметр калибра, толщины стенок, коэффициента, зависящего от сортамента и дисперсии ( соответствующей оптималь ному распределению, вычислительное устройство 17, состоящее из адаптивных идентификаторов 18 и 19, блока 20 прогозирования теоретической длины трубы, блока 2 сравнения, блока 22 определения корректирующего коэффициента, блока 23 определения управляющего воздействия, блока 24 кор рекции управляющего воздействия, бло ка 25 управления и исполнительный ме ханизм 26. Причем выходы измерителей 2 длины и 3 диаметра заготовок .соединены с первыми и вторыми входами адаптивных идентификаторов 18 и 19, вьпсоды измерителей 5-7 соединены с третьим, четвертым и пятым входами адаптивного идентификатора 18, шестой и седьмой входы которого соедипеьгы с выходами измерителей 9 диаметра оправки н 11 раствора валков, выходы измерителей 10 диаметра оправки 12 раствора валков, 14 длины и 13 температуры трубы соединены соответственно с первым, вторым, третьим и четвертым входами адаптивного идентификатора 19, пятый, и шес той входы которого соединены с выходами соответственно измерителя 15 дл ны трубы и блока I6, выход которого соединен с третьим входом блока 20 прогнозирования теоретической длины трубы, четвертый вход которого соединен с девятым входом адаптивного идентификатора 18 и шестым входом адаптивного идентификатора 19 первый, второй и третий выходы которого соединены соответственно с вторым входом блока 21 сравнения, третьим и четвертым входами блока 22 определения корректирующего коэффициента, первый и второй входы которого соединены с первым и вторым выходами адаптивного идентификатора 18, третий выход которого соединен с первым входом блока 21 сравнения, выход которого через блок 23 определения управляющего воздействия соединен с одним из входов блока 24 коррекции управляющего воздействия, другой вход которого соединен с выходом блока 22 определения корректирующего коэффициента, а выход через блок 25 управления соединен с входом исполнительного механизма 26, выход блока 20 прогнозирования теоретической длины трубы соединен с третьим входом блока 21 сравнения. Система работает следующим образом. Адаптивный идентификатор I8 но измеренным, измерителями 2,3,5-7,9 и 11 соответственно значениям длины L и диаметра Dj заготовки, длины L р диаметра Dj. и температуры Тр гильзы, диаметра оправки и раствора валков h перед первым проходом уточняет математическую модель автоматического стана но длине трубы. L +a2Dj+a,,Tr+a4,Dr + 4-agh, + aj-Donp j где a- - a - коэффициенты, уточняемые после прокатки каждой трубы пропорционально разности между предсказанной и фактической длиной трубы после пер- вого прохода, измерен.ной измерителем 14 т - т Ь т . Ь Перед вторым нроходом дополнительно измеряют температуру трубы Т и раствор валков hj и передают адаптивному идентификатору 19, который уточняет математическую модель автомалического стана для второго прохода по длине трубы Т.7 Ь, L;. Ь,.Т|- -ьЦЬ, -Ь где bf - by - коэффициенты, уточняе мые после прокатки ка дой трубы пропорционально разности между предсказанной и факт ческой длиной трубы п сле второго прохода, измеренной измерителе 15 - L Тг . . Адаптивные идентификаторы 18 и 19 строятся на базе микроЭВМ (например, одноплатная микроЭВМ типа Электроника С5-2) с добавлением, вычислительных блоков, реализующих соответственно оптимальную и текущую Ртек плотности вероятности выходного параметра.по зависимостям i 1 / IT,-LT Ро.т ехр-- т-,. D - Блоки 18 и 19 вырабатывают Р. и ,для- которых необходима информация L;f, вырабатываемая блоком 20 ий,,ц,, поступающая в указанные блоки из блока 16. По результатам измерения длины L и диаметра Dj за готовки и по заданным значениям, вы даваемым блоком 16, толщины стенки S, диаметра калибра D и коэффициента, зависящего от сортамента, блоком 20 прогнозируется теоретичес кая длина трубы после первого прохода- (К- s,)Ts7 Блоком 20 прогнозируется теоретическая длина трубы после второго прохода по той же формуле, что и дл первого прохода, причем используется в качестве значения S значение заданной толщины стенки после второ го прохода, поступающие от блока 16 Блоком 21 сравниваются значения предсказанной и прогнозируемой теоретической L длины трубы, и про порционально разности между ними бл кдм 23 определяется величина управляющего воздействия 89 С адаптивного идентификатора 18 оптимальная текущая Рр плотности вероятности выходного параметра Ртек е). т поступают на блок 22, где определяется корректирующий коэффициент вероятность выхода выходного параметра за допустимые пределы тг тек Блок 25 вырабатывает управляющее воздействие на исполнительный механизм 26. Выработка управляющего воздействия блоком 25 осуществляется следующим образом. На сравнивающее устройство подается величина управляющего воздействия Л h, от блока 24 и фактическое значение раствора валков i Ьд) от датчиков. Если между ними имеется разность, то сравнивающее устройство выдает сигнал на включение двигателя перемещения верхнего валка а1зтома ического стана 8. При использовании датчиков, адаптивного идентификатора для второго прохода и связывающих блоков в предлагаемой системе управления автоматическим станом по сравнению с известной уменьщается погрешность, обусловленная измерением толщины стенки трубы, Б результате изменения структуры идентификации, включения датчиков температуры и длины трубы после второго прохода, исключения информацпи о толщине стенки трубы и использования модели по длине трубы увеличивается точность и надежность управления автоматическим станом, а определение вероятности появления брака дает возможность исключить его, выдавая соответствующее управляющее воздействие на исполнительный механизм.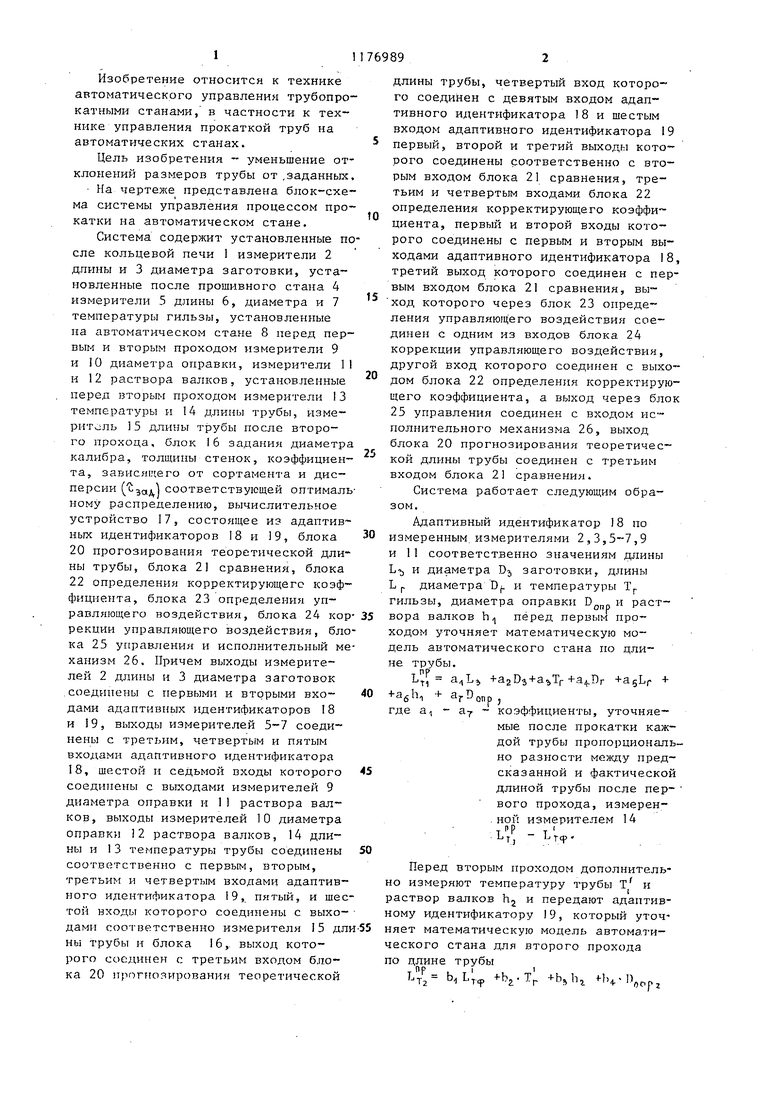

| название | год | авторы | номер документа |
|---|---|---|---|
| Система управления процессом прокатки труб на автоматическом стане | 1986 |
|
SU1357102A2 |
| Система автоматического управления процессом прокатки труб на раскатном стане | 1977 |
|
SU725735A1 |
| Способ автоматического управления процессом прокатки труб в раскатном стане | 1977 |
|
SU735351A1 |
| Система автоматического управления толщиной стенки труб на станах продольной прокатки | 1979 |
|
SU891186A1 |
| Система автоматического регулирования толщины стенки труб на трубопрокатном агрегате | 1984 |
|
SU1194523A1 |
| СПОСОБ АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ ТОЛЩИНЫ СТЕНКИ ТРУБЫ | 1990 |
|
RU2040351C1 |
| Способ управления режимом обжатия трубы на автоматическом стане | 1975 |
|
SU554023A1 |
| Способ адаптивного управления станом холодной прокатки и устройство для его осуществления | 1987 |
|
SU1540883A1 |
| Система адаптивного управления технологическим процессом | 1989 |
|
SU1781670A1 |
| СИСТЕМА АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ ТОЛЩИНЫ СТЕНКИ ТРУБЫ | 1990 |
|
SU1805590A1 |
1. СИСТЕМА УПРАВЛЕНИЯ ПРОЦЕССОМ ПРОКАТКИ ТРУБ НА АВТОМАТИЧЕСКОМ СТАНЕ, содержащая датчики длины заготовки, гильзы и трубы, датчики диаметра заготовки, гильзы и оправки температуры гильзы и раствора валков вычислительное устройство, адаптивньй идентификатор и блок управления исполнительным механизмом, при этом все выходы датчиков соединены с входами адаптивного идентификатора, выход которого соединен с входом блока управления исполнительным механизмом, отличающаяся тем что, с целью уменьшения отклонения размеров трубы от заданных, она дополнительно содержит датчики температуры трубы и длины трубы после второго прохода, второй адаптивный идентификатор, блок прогнозирования теоре С л Tf. -. .; /ffTi3 iliif,-.. тической длины трубы, блок сравнения, блок определения управляющего воздействия и блок задания, при этом выходы датчиков температуры и длины трубы подсоединены к входам второго адаптивного идентификатора, выходы адаптивных идентификаторов соединены с входами блока сравнения, выходы блока прогнозирования теоретической длины трубы подсоединены к входу блока сравнения и.входам адаптивных идентификаторов, выходы блока задания соединены с вхрдами адаптивных идентификаторов и входами блока прогнозирования теоретической длины . трубы, вход блока определения управ- S ляющего воздействия подсоединен к выходу блока сравнения, а его выход соединен с входом блока управления ис полнительным механизмом. 2. Система по п.1, о т л и ч а ющ а я с я тем, что она дополнительно содержит блок определения корректирующего коэффициента и блок коррекции управляющего воздействия, чЗ при этом входы блока определения корректирующего коэффициента подсоединены к выходам адаптивных идентификаторов, а выход - к входу блока коррекции управляющего воздействия включенного между блоком определения управляющего воздействия и ,блоком управления исполнительным механизмом.
| Данилов Ф.А | |||
| и др | |||
| Адаптивное управление точностью прокатки труб | |||
| М.:Металлургия, 1980, с.211-216 |
