11357102
Изобретение относится к технике автоматического управления трубопрокатными станами, в частности k технике управления..прокаткой труб на автоматических станах, и является усовершенствованием системы по авт. св. № 1176989.
Цель изобретения - полное устранение брака за счет уточнения корректи- д рующего коэффициента.
На фиг.1 представлена блок-схема
Перед вторым проходом измеряют температуру трубы (Т.) и раствор валков h, и передают адаптивному иденренной измерителем 15.
системы управления автоматическим тификатору 19, который уточняет мате- станом; на фиг.2 - блок-схема устрой- матическую модель автоматического ства для реализации блока усреднения. 5 стана для второго прохода по длине
Система состоит из датчиков, уста- трубы:
новленныхг после кольцевой печи 1 - - Ь L- + + + измерители 2 и 3 длины и диаметра за- где b , ..., b - коэффициенты, уточ- готовки, после прошивного стана 4 -няемые после прокатизмерители 5-7 соответственно длины, 2о каждой трубы продиаметра и температуры гильзы, на ав-порционально разностоматическом стане 8 перед первым ити между предсказан
вторым проходом - измерители 9 и 10ной и фактической
.диаметра оправки, измерители 11 и 12длиной трубы, измераствора валков,, измеритель 13 темпе- 25 ратуры трубы, после первого и второго проходов - измерители 14 и 15 длины Блоки адаптивных идентификаторов трубы. В контур системы управления строятся на базе микроЭВМ (например,, входит блок 16 задания диаметра ка- одноплатная микроЭВМ типа Электролибра, толщины стенки, коэффициента, Q ника C5-2l ) с добавлением вычисли-, зависящего от сортамента и дисперсии тельных блоков, реализующих оптималь- (з°э) ) соответствующей оптимальному распределению, вычислительное устройство 17, состоящее из адаптивных идентификаторов 18 , блока 20 прогнозирования теоретической длины трубы, блока 21 сравнения, блока 22 определения корректирующего коэффициента, блока 23 определения управляющего воздействия, блока 24 коррекции управляющего воздействия, блока 25 управления, блока 27 усреднения и исполнительного механизма 26.
Система работ ает следующим образом.
ную 7 и текущую Е., плотности вероятности выходного параметра по зависимостям
35
тек
ПР
РХпС- J.) expv. ,,. J ,
г°- exp(-bIL- L4.
40
Кроме Того, для реализации Р. и используется теоретическая длина трубы
т о1
(D - ST) S/
s вырабатываемая блоком 20 по измеренАдаптивный идентификатор 18 по. из- ным значениям длины (Lj) и диаметра меренным измерителям 2, 3, 5, 6, 7, з- заготовки и по заданным значе- 9 и 11 соответственно значениям длины вьщаваемым блоком 16 толщины (ij и диаметра (D) заготовки, дли- т), диаметра калибра (D) ны(Ь,),. диаметра (Dj и температуры коэффициента с, зависящего от сор- (Тг) гильзы, диаметра оправки (Б„„р ) тамента. и раствора валков (h,) перед первым проходом строит и уточняет математическую модель автоматического стана
Теоретическая длина трубы прогнозируется как для первого, так и для второго проходов с той лишь разницей, что в качестве толщины стенки используется S-f для первого прохода, а S-tj - для второго, поступающие из блока 16.
а,Вз + , + a,D,
,, , - коэффициенты, уточняемые после прокатки каждой трубы пропоргщонально разности между предсказанной и фактической длиной трубы после первого прохода, измеренной измерителем 15.
Перед вторым проходом измеряют температуру трубы (Т.) и раствор валков h, и передают адаптивному идентификатору 19, который уточняет мате- матическую модель автоматического стана для второго прохода по длине
ренной измерителем 15.
ых идентификаторо микроЭВМ (наприме ЭВМ типа Электро бавлением вычисли еализующих оптима
Блоки адаптивных идентификаторов строятся на базе микроЭВМ (например, одноплатная микроЭВМ типа Электроника C5-2l ) с добавлением вычисли-, тельных блоков, реализующих оптималь
ную 7 и текущую Е., плотности вероятности выходного параметра по зависимостям
Блоки адаптивных идентифи строятся на базе микроЭВМ (н одноплатная микроЭВМ типа Э ника C5-2l ) с добавлением в тельных блоков, реализующих
тек
ПР
РХпС- J.) expv. ,,. J ,
г°- exp(-bIL- L4.
Блоки адаптивных идентификаторов строятся на базе микроЭВМ (например,, одноплатная микроЭВМ типа Электроника C5-2l ) с добавлением вычисли-, тельных блоков, реализующих оптималь-
Кроме Того, для реализации Р. и используется теоретическая длина трубы
т о1
(D - ST) S/
ным значениям длины (Lj) и диаметра з- заготовки и по заданным значе- вьщаваемым блоком 16 толщины т), диаметра калибра (D) коэффициента с, зависящего от сор- тамента.
55
Теоретическая длина трубы прогнозируется как для первого, так и для второго проходов с той лишь разницей, что в качестве толщины стенки используется S-f для первого прохода, а S-tj - для второго, поступающие из блока 16.
Блоком 21 cpiaBHHBaroTCH значения предсказанной L и прогнозируемой теоретической L длины трубы и пропорционально разности между ними блоком 23 определяется величина управляющего воздействия
uh.
.
т -bit.
С адаптивного идентификатора 18
оптимальная и текущая Р плотности вероятности выходного параметра поступают на блок 22, где определяется корректирующий коэффициент А-вероятность выхода параметра за допустимые пределы
РОПТ - Р.ек Блоком 27 производится усреднение
корректирующего коэффициента А .
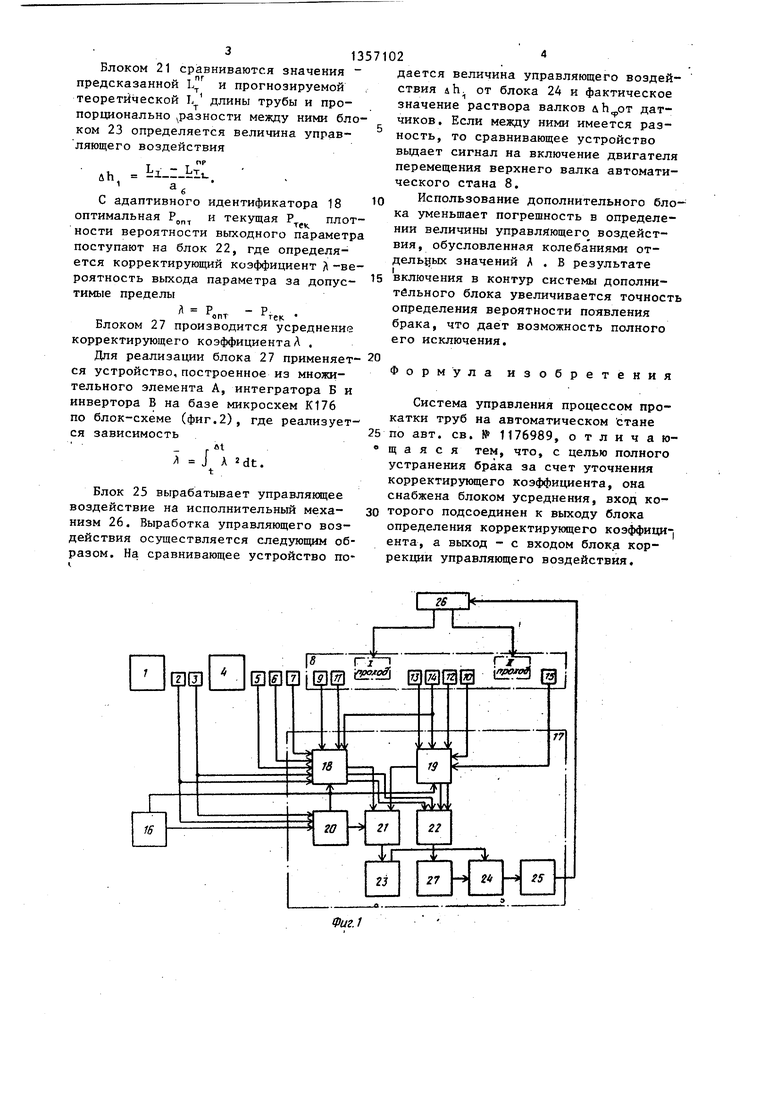
Для реализации блока 27 применяет- ся устройство,построенное из множительного элемента А, интегратора Б и инвертора В на базе микросхем К176 по блок-схеме (фиг.2), где реализует- ся зависимость
-
J А 2dt.
Блок 25 вырабатывает управлякяцее воздействие на исполнительный механизм 26. Выработка управляющего воздействия осуществляется следующим образом. На сравнивающее устройство по7102
дается величина управляющего воздействия от блока 24 и фактическое значение раствора валков датчиков. Если между ними имеется разность, то сравнивающее устройство вьщает сигнал на включение двигателя перемещения верхнего валка автоматического стана 8.
0 Использование дополнительного бло- ка уменьшает погрешность в определении величины управляющего воздейст
вия, обусловленная колебаниями отдельцых значений А , В результате г
включения в контур системы дополнительного блока увеличивается точность определения вероятности появления брака, что дает возможность полного его исключения.
Формула изобретения
20
Система управления процессом прокатки труб на автоматическом стане
25 по авт, ев, № 1176989, отличаю- щ а я с я тем, что, с целью полного устранения брака за счет уточнения корректирующего коэффициента, она снабжена блоком усреднения, вход ко30 торого подсоединен к выходу блока определения корректирующего коэффициента, а выход - с входом блока коррекции управляющего воздействия.
Редактор Е.Папп
Составитель А.Сергеев
Техред И.Попович Корректор А.Зимокосов
Заказ 5923/7 Тираж 481Подписное
ВНИИПИ Государствейного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
Фиг, 2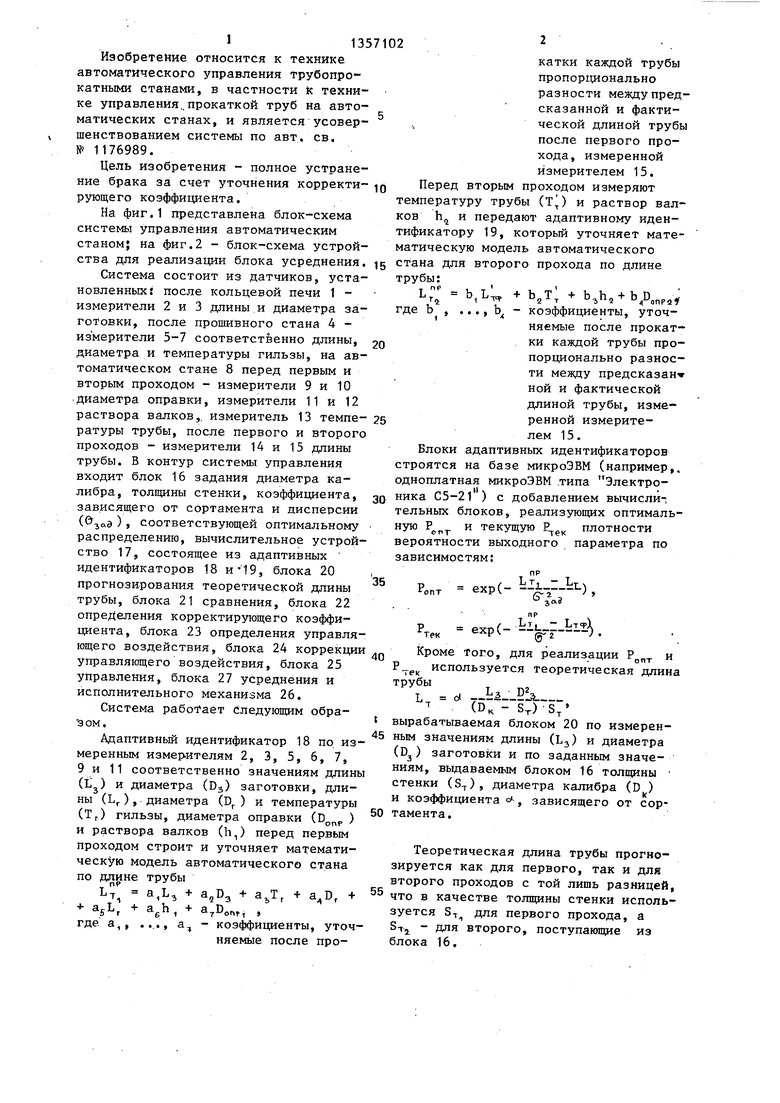
| название | год | авторы | номер документа |
|---|---|---|---|
| Система управления процессом прокатки труб на автоматическом стане | 1983 |
|
SU1176989A1 |
| Система автоматического управления процессом прокатки труб на раскатном стане | 1977 |
|
SU725735A1 |
| Система автоматического регулирования толщины стенки труб на трубопрокатном агрегате | 1984 |
|
SU1194523A1 |
| Способ автоматического управления процессом прокатки труб в раскатном стане | 1977 |
|
SU735351A1 |
| Способ автоматического управления калибровочным станом | 1978 |
|
SU774640A1 |
| Система автоматического управления толщиной стенки труб на станах продольной прокатки | 1979 |
|
SU891186A1 |
| Устройство для определения скорости выхода металла из клети при прокатке | 1980 |
|
SU925458A1 |
| Устройство для регулирования толщины стенки труб при редуцировании | 1977 |
|
SU715159A1 |
| СПОСОБ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ТРУБОПРОКАТНЫМ АГРЕГАТОМ | 1973 |
|
SU395138A1 |
| Способ подачи трубной заготовки на пильгерстане | 1987 |
|
SU1435338A1 |

Изобретение относится к технике автоматического управления трубопрокатными станами, в частности к технике управления прокаткой труб на автоматических станах. Цель изобретения - полное устранение брака за счет уточнения корректирующего коэффициента. С этой целью система снабжена блоком усреднения, вход которого соединен с выходом блока определения корректирующего коэффициента, а выход - с входом блока коррекции управляющего воздействия. 2 ил. го
| Система управления процессом прокатки труб на автоматическом стане | 1983 |
|
SU1176989A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
