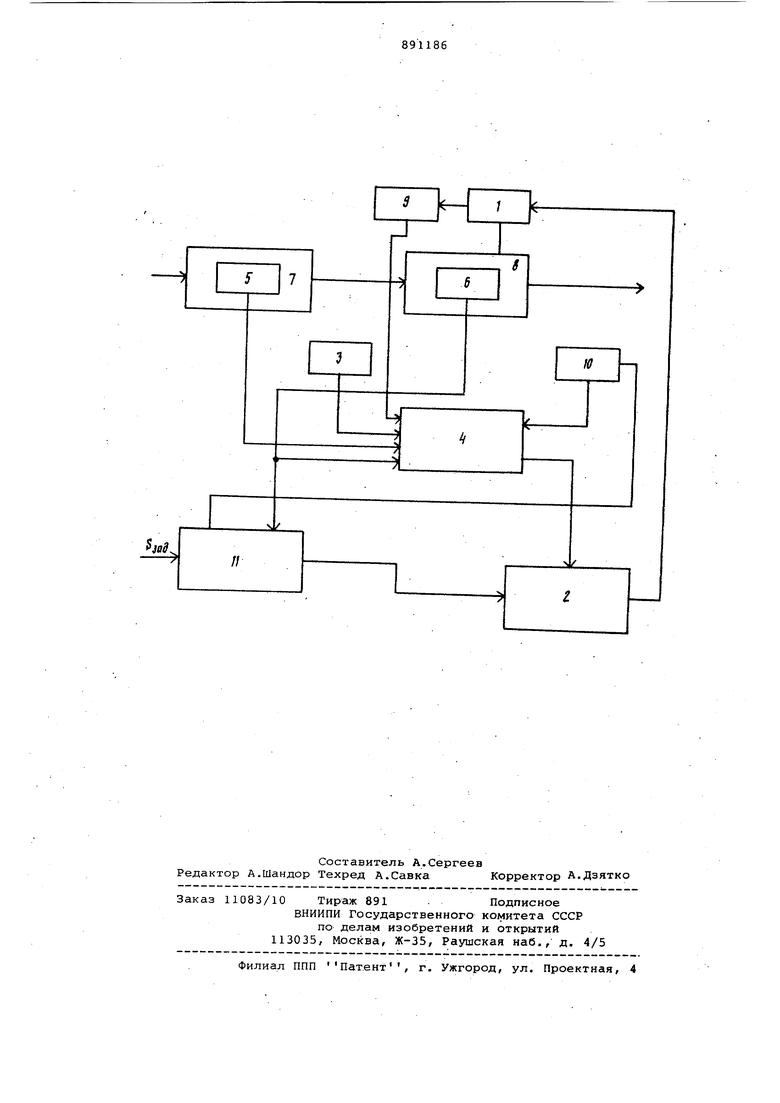
На чертеже представлена блок-схема предлагаемой системы,
Система содержит задатчик (на чертеже представлен сигналом Sj.) толщины стенки трубы, исполнительный механизм 1 с блоком 2 управления/ измеритель 3 температуры гильзы, идентификатор 4, датчики 5 и б мощности главных приводов прошивного стана 7 и стана 8 продольной прокатки, датчик 9 времени перемещения верхнего валка клети продольной прокатки, датчик 10 .-толщины стенки труб и блок 1 коррекции, причем выходы перечисленных измерителя 3 и датчиков 5, 6, 9 и 10 соединены с соответствующими входами идентификатора 4, а выходы датчиков 6 и 10 мощности привода стана продольной прокатки и толщины стенки труб соединены также со входами блока 11 коррекции, выход которого соединен с одним из входов блока 2 управления, соединенного своим выходом с исполнительным механизмом 1.
Функции блока 2 управления, идентификатора 4 и блока 11 коррекции выполняет микропроцессор, например, ЭВМ ПС - 300 или Электроника НЦ-ОЗТ.
Система работает следующим образом,
По измеренным параметрам идентификатор 4 строит адаптивную модель прогнозируемой мощности главного привода раскатного стана по выражению
Р Pri4t 2N rN 3(K-l) TCNM).
)nN, .(1
где. Ррц - мощность главного привода прошивного стана, затраченная на прошивку заготовки
T(-,j -, темпера.тура гильзы; TtN-Al фактическая толщина стенки трубы на выходе стана;
- время перемещения валков
-пН
прокатной клети на N-M шаге;.К-( - корреляционный коэффициент
на N-M шаге адаптации; ,2,3/4 по количеству датчиков ,
Расчет корреляционных коэффициенов, входящих в адаптивную модель 1), производится по формуле
V -V 4- ilN-D i У /5 NN-KHN-D а л- ()
,2,3,4,
де Р( - фактический расход мощности на стане, измеренный датчиком б;
X. - значения величин, измеренные датчиком 5 мощности главного привода прошивного стана, датчиком 3 температуры гильзы, датчиком 10 толщины стенки трубы и датчиком 9 времени перемещения валков клети раскатного стана;
у- параметр адаптивной модели. Прогнозируемую мощность привода раскатного стана, вычисленная по формулам (1) и (2), сравнивают с необходимой (расчетной) мощностью вычисляемой в блоке 11 коррекции по формуле
°
где РЛ - фактическая мощность, изме Френная датчиком б мощности привода раскатного стана;
Зф фактическая толщина стенки трубы, измеренная датчиком 10;
заданная толщина стенки из
Зад таблицы проката, и оказывают управляющее воздействие на исполнительный механизм 1.
.Алгоритм функционирования предлагаемой системы легко переводится на язык машинный и реализуется в ЭВМ
Электроника
ПС - 300
или
НЦ-ОЗТ,
Формула изобретения
Система автоматического управления толщиной стенки труб на станах
5 продольной прокатки, содержащая задатчик толщины стенки трубы, исполнительный механизм с блоком управления, измеритель температуры гильзы и идентификатор., выход которого через блок управления соединен со входом исполнительного механизма, а один из входов - с выходом измерителя температуры гильзы, отличающаяся тем, что, с целью повышения точности управления, дополнительно содержит датчики мощности главных приводов прошивного и продольной прокатки станов, времени перемещения верхнего валка кл.ети продольной прокатки и толщины стенки труб и блок коррекции, причем выходы указанных датчиков соединены со входами идентификатора, а выходы датчиков мощности привода станапродольной прокатки и толщины стенки труб соединены также со входами блока коррекции, выход которого соединен с одним из входов блока управления, выход задатчика толщины стенки трубы соединен.с соответствующим входом блока коррекции.
0 Источники информации,
принятые во внимание при экспертизе
1, Авторское свидетельство СССР № 281382, кл, В 21 В 37/00, 1967.

| название | год | авторы | номер документа |
|---|---|---|---|
| Система автоматического управления процессом прокатки труб на раскатном стане | 1977 |
|
SU725735A1 |
| Способ автоматического управления процессом прокатки труб в раскатном стане | 1977 |
|
SU735351A1 |
| Система управления процессом прокатки труб на автоматическом стане | 1983 |
|
SU1176989A1 |
| Система управления процессом прокатки труб на автоматическом стане | 1986 |
|
SU1357102A2 |
| Система автоматического регулирования толщины стенки труб на трубопрокатном агрегате | 1984 |
|
SU1194523A1 |
| Способ автоматического управления калибровочным станом | 1978 |
|
SU774640A1 |
| СПОСОБ ВИНТОВОЙ ПРОКАТКИ ТРУБ И СТАН ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2009 |
|
RU2416474C1 |
| АГРЕГАТ ДЛЯ ПРОИЗВОДСТВА БЕСШОВНЫХ ТРУБ | 2011 |
|
RU2483816C2 |
| СПОСОБ ПРОИЗВОДСТВА ГОРЯЧЕКАТАНЫХ ТРУБ | 2012 |
|
RU2489221C1 |
| СПОСОБ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ТРУБОПРОКАТНЫМ АГРЕГАТОМ | 1973 |
|
SU395138A1 |