3
Изобретение относится к металлообработке, в частности к универсальным устройствам, предназначенным для обработки систем чередующихся отверстий.
Целью изобретения является расширение технологических возможностей за счет бесступенчатого регулирования координатного положения как каждой кондукторной втулки в их общей кондукторной плите, так и самой кондукторной плиты относительно корпуса приспособления
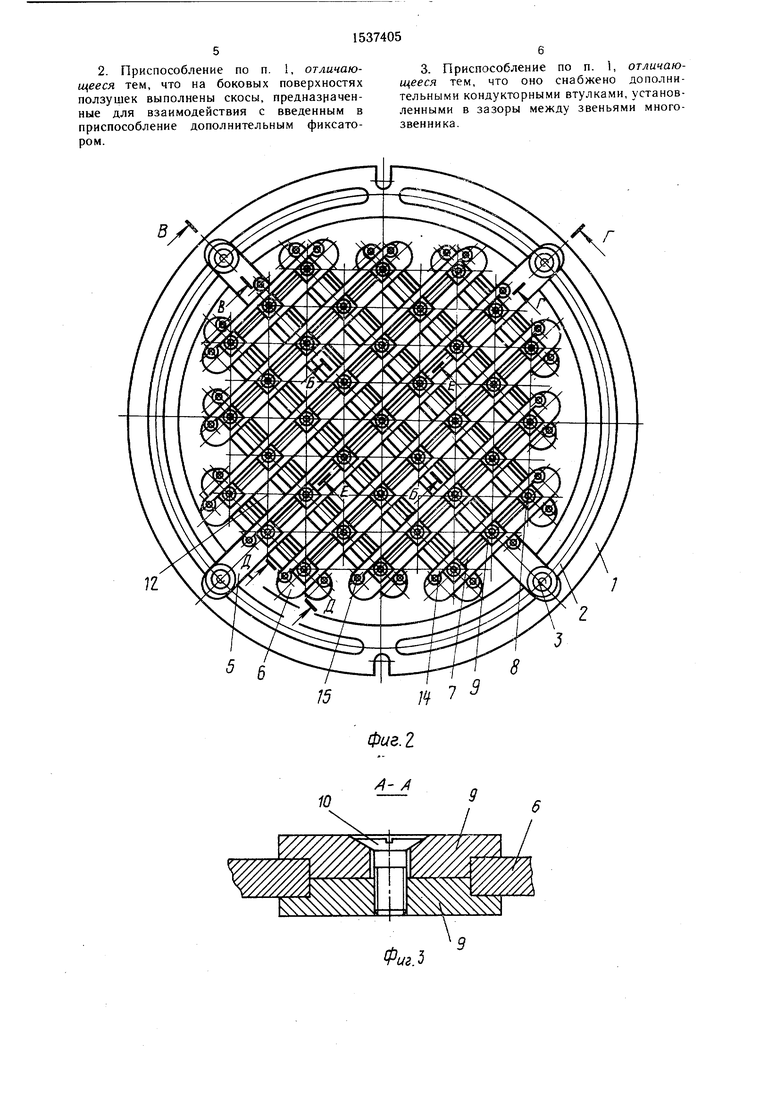
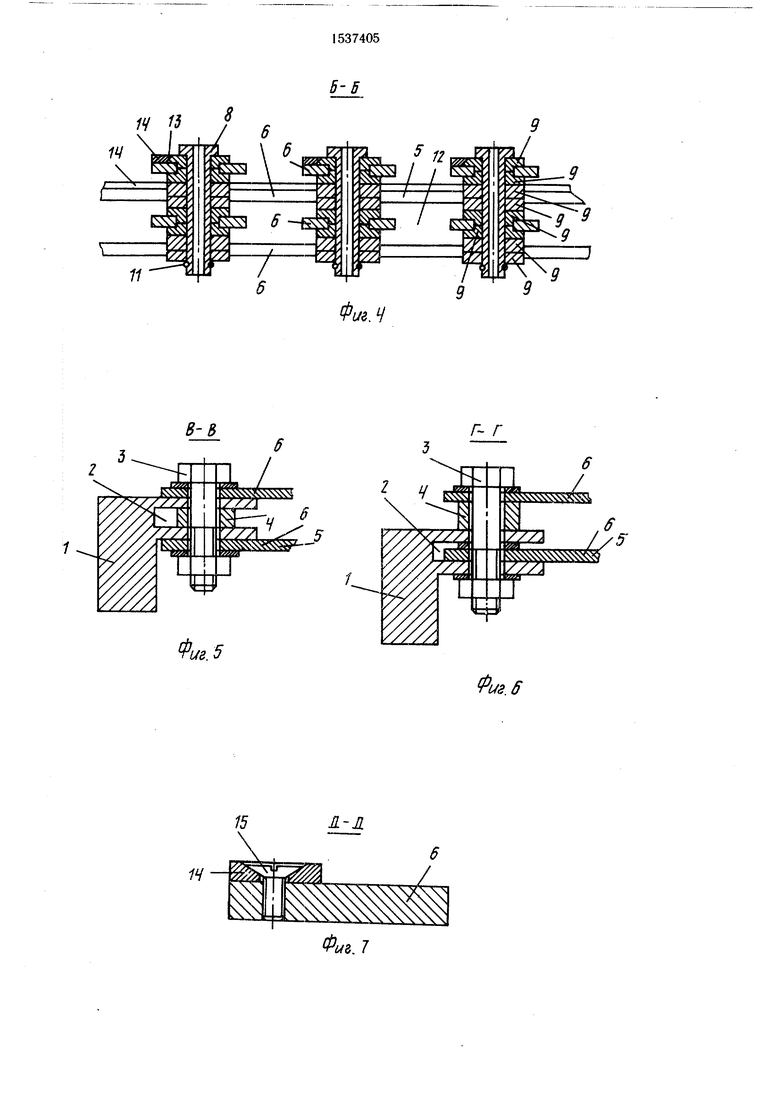
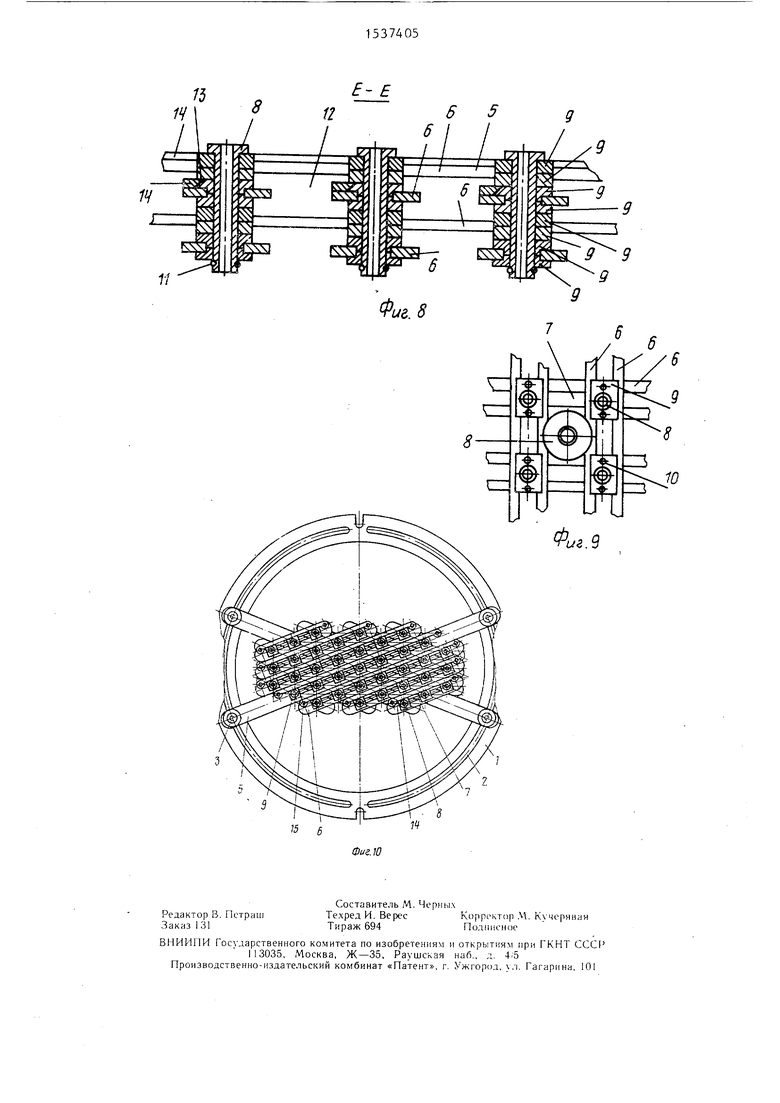
На фиг. 1 изображено приспособление для сверления отверстий, общин вид, с индивидуальной фиксаций кондукторных втулок; на фиг. 2то же, с общим фиксатором кондукторных ВТУЛОК; на фы. 3- разрез А -А на фиг , па фиг. 4 разрез Б Б на фиг 2, на фиг. , разрез В В на фи 2, на фиг. 6 разрез Г -Г на фиг. 2; на фиг 7 - разрез Д Д на фиг. 2; на фиг. 8 - разрез Е - Е на фиг. 2; на фиг. 9 - фрагмент приспособления, настроенного на обработку системы чередующихся отверстий без центрального отверстия; на фиг. 10 - приспособление, настроенное на обработку системы чередующихся отверстий с максимальным межосевым расстоянием отверстий в ряду.
1
Конд кторная кольца 1 с ленного на вом болтов озвенника. ка (фиг ры пластин
ппига выполнена
виде
круговым пазом 2 и уста нов нем (фиг 1 о л б1 посредст- 3 и шайб 4 ,н; рн.|)ного чно- Каждое звено 5 июгсзве; ни- . 3, 4 s: IS) состоит из па 6 с центральным пазом / Осями ммогозвенника являю ся конд)кторлые втулки 8, которые соединяют скрещиваю щиесн звенья 5 между собок В ГУЛКИ 8 размещены в центральных отверстиях нод.л- шек 9, которые, в свою очередь, выступами установлены в паза;- пластин 6 с возможностью перемещения и нослетл кэшей фиксации посредством винтов 10. Кондукторные втулки 8 зафиксированы стопорными кольцами 11 {фиг. 8 и 4). Кроме юго, зазоры 12 кжд звеньями 5 много- звенника образуют дополнительные направляющие для инструментов, в которые при необходимости могут устанавливаться дополнительные кондукторные втулки (фиг. 9). Наладку приспособления осуществляют по эталон). Для настройки ча обработку определенной группы деталей, имеющих соответствующую систем) чередующихся отверстий, ослабтяются стопорные винты 10 (фиг. I и 3), при этом кондукторные втулки 8 совместно с ползу т ка.ми 9 получают возможность перемещения одновре.мен но в двуч- направлениях вдоль пазов пластин 6 каждого звена много пенника. Затем, ослабив болты 3, их перемешают по круговому пазу 2 кольца 1 (фи. 10), в связи с этим изменяются глы между скре1537405
)
с
5
0
щивающимися звеньями многозвенника. За счет этого осуществляется регулировка межосевых расстояний кондукторных втулок, как в одном ряду, так и между их рядами. После этого стопорные винты 10 закрепляют.
Далее производят настройку положения осей системы кондукторных втулок 8 относительно кольца 1. Для этого, не изменяя взаимного расположения звеньев 5, весь многозвенник поворачивают относительно неподвижного кольца 1. После этого болты 3 фиксируют. Таким образом, приспособление настроено на обработку детали с системой чередующихся отверстий с центральным отверстием. Для обработки детали с системой чередующихся отверстий без центрального отверстия инструменты направляют либо непосредственно по дополнительным направляющим, образованным бо- овыми поверхностям .масти i 6 звеньев IJ, 1ибо по кондукторчь,/: втулк;,м установленным з эти зазоры 12 (in,. 9).
Для настрой и на обработку другой системы чередующихся отверстий, отличающейся диаметральными размерами отверстий, производят замену .:ок 8.
На фиг 2, 4 и риант приспособления, о-д таете я от предыдущей тем. что HJ бо- оьы. поверхностях ползушек выполнены скосы 13 тля соединения их с допот- м пельным общим фиксатором 14 в форме . с ответным скосом. Фиксаторы .ювлены на звеньях 5 многозвенника посредством винтов 5 Причем фикси- винты 10 в этой конструкции приспособления отсутствуют.
кондукторных вту8 изображен ва- Эта конструкция
Такое конструктивное решение позволяет осуществлять обработку различных счстгм чередующихся отверстий, исполозуя одно приспособление.
Формула изобретения
5
0
5
1. Приспособление для сверления отверстий, содержащее накладную кондукторную с пазом, в котором с возможностью перемещения установлен шар- нирно-рычажный механизм, оси которого образуют кондукторные втулки, отличающееся тем, что, с целью расширения техноло- ических возможностей, кондукторная плита выполнена в виде кольца, а паз -- круго вым, при этом шарнирно-рычажный механизм выполнен с виде многозвенника, каждое звено которого состоит из пары пластин с центральным пазом, предназначенным для размещения с возможностью перемещения двух гголзушек с отверстиями под кондукторные втулки, а концы по крайней мере двух звеньев подвижно установлены в кр) говом пазу.
2. Приспособление по п. 1, отличающееся тем, что на боковых поверхностях ползушек выполнены скосы, предназначенные для взаимодействия с введенным в приспособление дополнительным фиксатором.
3. Приспособление по п. I, отличающееся тем, что оно снабжено дополнительными кондукторными втулками, установленными в зазоры между звеньями много- звенника.
| название | год | авторы | номер документа |
|---|---|---|---|
| Кондуктор | 1989 |
|
SU1743725A1 |
| Устройство для сверления взаимосвязанных отверстий | 1986 |
|
SU1373490A1 |
| Устройство для сверления | 1989 |
|
SU1660862A1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ОТВЕРСТИЙ | 2008 |
|
RU2378089C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ОБРАБОТКИ НЕКРУГЛЫХ ОТВЕРСТИЙ | 2004 |
|
RU2268108C1 |
| Устройство для сверления отверстий | 1988 |
|
SU1645075A1 |
| ПЕРЕНОСНОЕ УСТРОЙСТВО ДЛЯ СВЕРЛЕНИЯ ОТВЕРСТИЙ | 2007 |
|
RU2358842C1 |
| Многопозиционная машина для бесшвейного скрепления книжных блоков | 1989 |
|
SU1671474A1 |
| Станок для обработки ферромагнитных сердечников | 1981 |
|
SU1109075A3 |
| Кондуктор | 1985 |
|
SU1311859A1 |
Изобретение относится к металлообработке и в частности, к универсальным устройствам для обработки систем чередующихся отверстий. Целью изобретения является расширение технологических возможностей. Кондукторная плита выполнена в виде цилиндрического кольца 1 с круговым пазом 2 и установленного на нем с возможностью поворота шарнирного многозвенника. Каждое звено 5 многозвенника состоит из пары пластин 6 с центральным пазом 7 и установленных с возможностью перемещения в последнем пары ползушек 96 с отверстиями под сменные кондукторные втулки 8. Осями многозвенника являются кондукторные влутки 8, установленные в отверстиях ползушек и зафиксироваванные стопорными кольцами. Зазоры между звеньями многозвенника образуют дополнительные направляющие для инструментов. В варианте конструкции кондуктора при отсутствии фиксирующих винтов на боковых поверхностях ползушек 9 выполнены скосы для соединения их с дополнительным общим фиксатором установленными на каждом из звеньев многозвенника. Наладка приспособления осуществляется по эталону. После ослабления стопорных винтов 10 кондукторные втулки 8 вместе с ползушками 9 получают возможность перемещения одновременно в двух направлениях вдоль пазов пластин 6 каждого многозвенника. Затем, ослабив болты 3, их перемещают по круговому пазу 2 кольца 1, осуществляя тем самым регулировку межосевых расстояний кондукторных втулок 8. После этого закрепляют стопорные винты 10.2 з.п. фжимают прут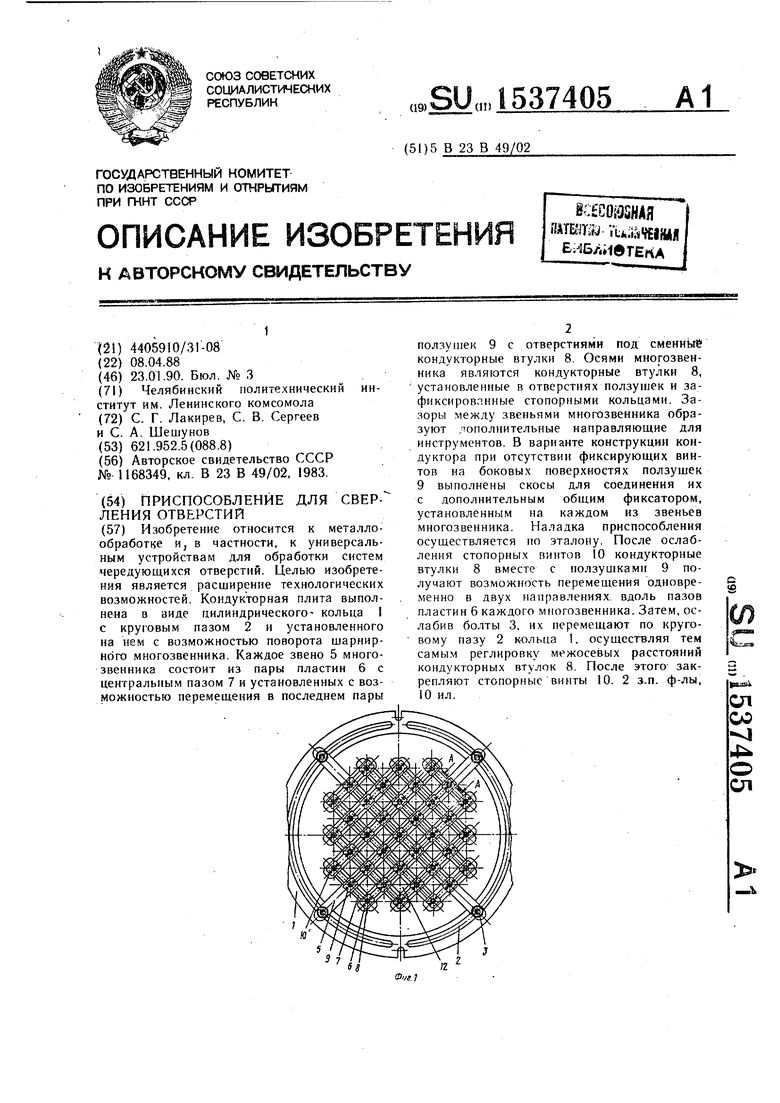
м
Ю
Г
8
Фае. 2
А- А
Фиг.З
W
с
на
I 45
s
L V Ч V J-3
гттГ &
4
«Ч
v
ITS
«Sj
/У
9
15 в
Е- Е
| Приспособление для сверления отверстий | 1983 |
|
SU1168349A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
