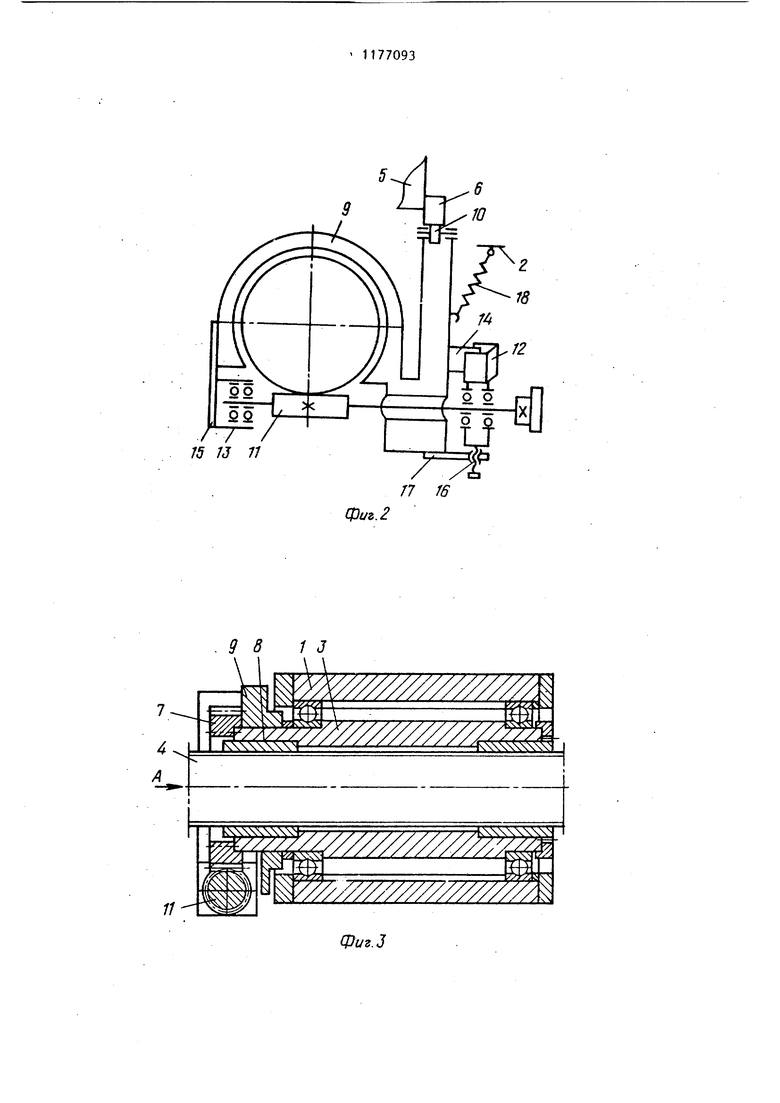
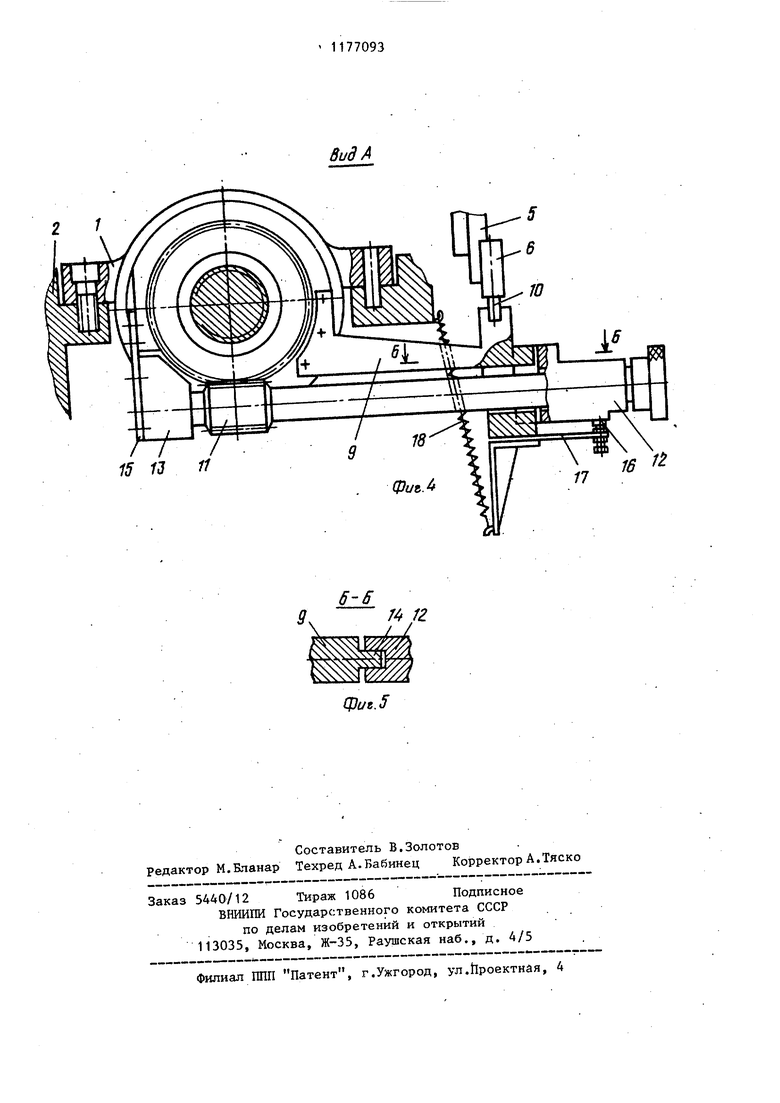
(Риг.1 Изобретение относится к станкостроению, а именно к резьбоюлифовал ным станкам. Цель изобретения - повышение про изводительности и упрощение механиз ма. Поставленная цель достигается путем ликвидации люфта в червячной передаче. На фиг. 1 изображена кинематичес кая схема механизма коррекции и осе вой подачи, осевой разрез; на фиг.2 то же, поперечный разрез; на фиг.З предлагаемый механизм, осевой разре на фиг. 4 - вид А на фиг. 3; на фиг. 5 - сечение Б-Б на фиг. 4. Механизм коррекций и осевой пода содержит корпус 1, неподвижно установленный на станине 2 станка, ходо вую гайку 3 в корпусе 1 в опорах качения. Ходовая гайка 3 состоит в паре с ходовым винтом 4, установленным на столе 5 станка с возможностью вращения. Последний располож на продольных направляющих станины С возможностью перемещения по ним и несет коррекционную линейку 6. На ходовой гайке 3 закреплена червячная шестерня 7. На цилиндрической поверхности 8 ходовой гайки 3 базируется рычаг 9 коррекции, плечо 10 которого находится в контакте с коррекционной линейкой 6. В зацеплении с червячной шестерней 7 на ходится червяк 11 осевой подачи, который установлен в передней 12 и задней 13 опорах. На рычаге 9 корре ции выполнена П-образная направляющая 14, на которой установлена передняя опора 12 червяка 11 осевой подачи. Задняя опора 13 крепится к рычагу 9 коррекции с помощью плос кой пружины 15. На регулируемый упор 16, установленный на передней опоре 12 и пред:.тавляющий собой пару винт-гайка, от рычага 9 коррекции воздействует пружина 17. Рычаг 9 коррекции прижат к коррекционной линейке 6 пружинами 18, закрепленными на станине 2 станка. Механизм коррекции и осевой пода чи работает следующим образом. Пружина 17, установленная на рычаге 9 коррекции, воздействует на регулируемый упор 16, через него на переднюю опору 12 червяка 11 осе вой подачи. Под воздействием 17 червяк 11 осевой подачи с опо рами поворачивается на плоской пружине 15, с помощью которой к рычагу коррекции 9 крепится задняя опора 13; При повороте червяка 11 осевой подачи его передняя опора 12 перемещается по П-образной направляющей на рычаге 9 коррекции Перемещение червяка 11 осевой подачи прекращается после того, как выберется боковой зазор между зубьями червяка 11 и червячной шестерни 7. Осевая подача осуществляется вращением червяка 11 осевой подачи вокруг его оси, при этом вращение передается через червячную шестерню 7 на ходовую гайку 3. Последняя, вращаясь в опорах качения, перемещает в осевом направлении ходовой винт 4и стол 5 станка. Коррекцию по шагу шлифуемой резьбы осуществляются следующим образом. Ходовой винт 4 приводится во вращение электроприводом (не показан) и перемещает стол 5 станка. Установ- ленная на последнем коррекционная линейка 6 воздействует на взаимодействующее с ней под действием пружины 18 плечо 10 рычага 9 коррекции. Последний поворачивается и передает вращение ходовой гайке 3 через контакт зубьев в червячной передаче. Ходовая гайка 3 поворачивается и сообщает дополнительное перемещение столу 5 станка, В предлагаемой конструкции боковой зазор в червячной передаче отсутствует. Как Следствие этого упрощается работа с механизмом коррекции и осевой подачи при выполнении операции попадания в нитку шлифуемой резьбы. Кроме того, при коррекции по шагу шлифуемой резьбы движение от рычага коррекции к ходовой гайке передается через контакт зубьев в червячной паре, в которой отсутствует боковой зазор. Таким образом, нет необходимости использовать для передачи движения от рычага коррекции к ходовой гайке тормозное устройство. Использование предлагаемого механизма коррекции и осевой подачи позволяет повысить производительность шлифования резьбы за счет упрощения работы с механизмом, а такясе упрощает его конструкцию благодаря отсутствию в механизме тормозного устройства.
Фиг.2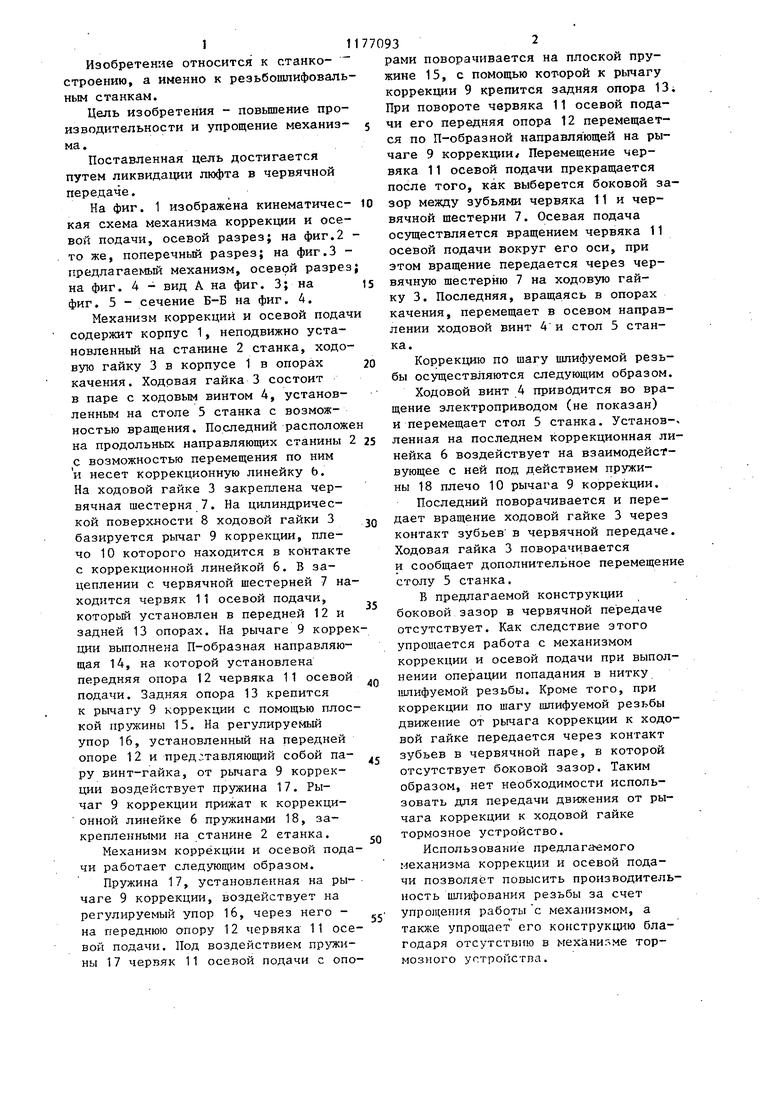
| название | год | авторы | номер документа |
|---|---|---|---|
| Прецизионный станок для фрезерования пазов с точным шагом между ними | 1939 |
|
SU55497A1 |
| Резьбошлифовальный станок | 1989 |
|
SU1685641A1 |
| Резьбошлифовальный станок | 1989 |
|
SU1764949A1 |
| ЧЕРВЯЧНАЯ ПЕРЕДАЧА, СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ, ОБОРУДОВАНИЕ И ИНСТРУМЕНТ ДЛЯ ЕЁ ВЫПОЛНЕНИЯ | 1998 |
|
RU2200262C2 |
| Приспособление для автоматической установки резца в рабочее положение на станках с копирным резьбонарезным приспособлением | 1945 |
|
SU68304A1 |
| Резьбошлифовальный станок | 1986 |
|
SU1355451A1 |
| Станок для ленточного шлифования | 1991 |
|
SU1821336A1 |
| ДЕРЕВООБРАБАТЫВАЮЩИЙ НАСТОЛЬНЫЙ КОМБИНИРОВАННЫЙ СТАНОК | 1992 |
|
RU2015877C1 |
| Резьбошлифовальный станок | 1990 |
|
SU1830317A1 |
| Полуавтомат для заточки мелкомодульного многолезвийного инструмента | 1968 |
|
SU301030A1 |
МЕХАНИЗМ КОРРЕКЦИИ И ОСЕВОЙ ПОДАЧИ, содержащий коррскционную линейку, пару винт-гайка, червячную шестерню, жестко соединенную с гайкой, связанньй с коррекционной линейкой рычаг коррекции, базирьтощнйся на цилиндрической поверхности гайки, зацепленньй с червячной шестерней червяк осевой подачи, который установлен в передней и задней опорах, расположенных на рычаге коррекции, отличающийся тем, что, с целью повьшения производительности и упрощения механизма, задняя опора червяка осевой подачи выполнена подпружиненной относительно рычага коррекции в плоскости червячной шестерни, при этом механизм коррекции и осевой подачи снабжен закрепленной на рычаге коррекции i в плоскости червячной шестерни П-образной направляющей, на которо/i уста(Л новлена с возможностью перемещения опора червяка осевой подачи. 1 о со со
1 J
Ш///////////
z. Т 1 z 5
li
w///////////////////y.
Фиг.З г 1 Т 7 15 13 ГГ
Вид А 16
Фus.J
| 0 |
|
SU243434A1 | |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
