Известно применение цеитробежного метода для изготовления литейных стержней.
Особенность предлагаемого устройства заключается в том, что с целью упрочнения корковых форм, использования для удаления избытка смеси ее собственного веса и для изготовления корковых форм из пульвербакелита, оно выполнено в виде водоохлаждаемого бункера с крышкой, дозатора, электронагревателей, моделей, подмодельных плит, съемников, толкателей и приспособлений для уборки готовых форм, позволяющих подмодельные плиты с моделями располагать по окружности и независимо от их количества все операции по изготовлению форм осуществлять одновременно.
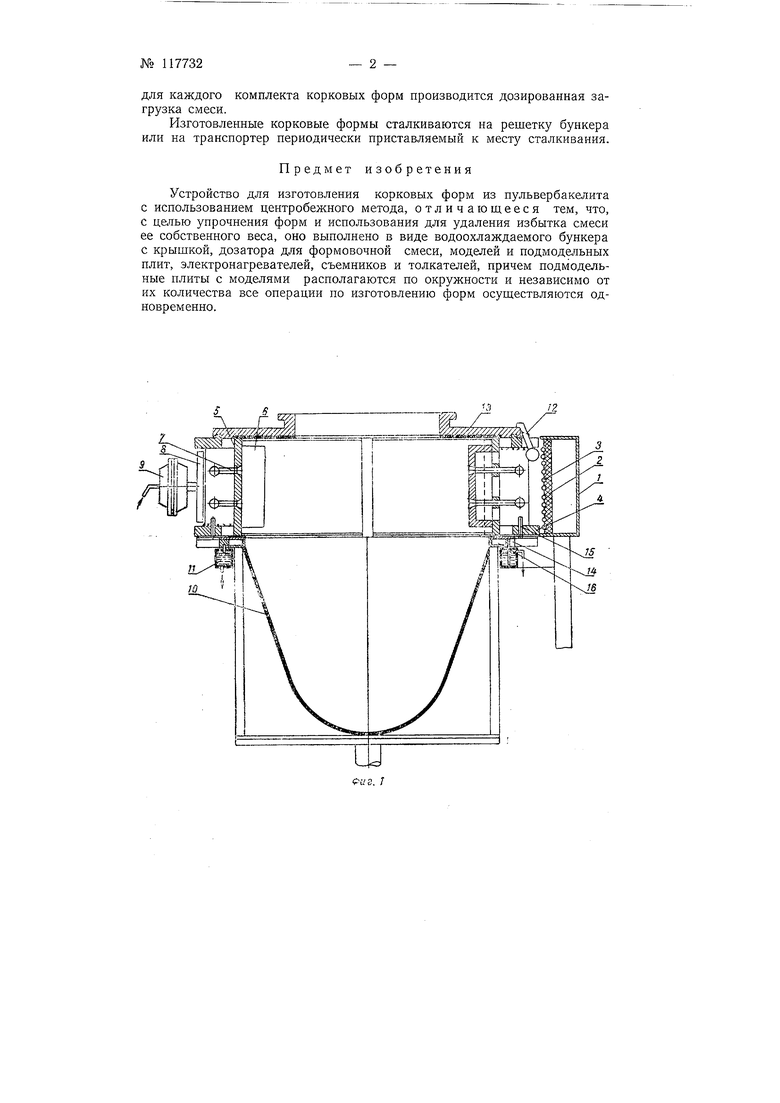
На фиг. 1 и 2 показано предлагаемое устройство в двух проекциях.
Описываемое устройство состоит из корпуса / электропечи, асбоцементных плит 2, спиралей 3 сопротивления, используемых для электрообогрева, обечайки 4, модельных плит 5, моделей 6, толкателей 7, плиты-съемника 8j съемника 9, бункера 10, устройства 11 водяного охлаждения, центробежных затворов 12, крышки 13, термоизоляционной прокладки 14, направляющих щтырей 15 и устройства водяного охлаждения бункера 16.
Подмодельные плиты в описываемом устройстве расположены по окружности и независимо от их количества все основные операции по изготовлению корковых форм из термореактивных формовочных смесей, как обдувка- и пульверизация моделей, нанесение смеси на модели, удаление избытка смеси, процессы полимеризации отверждения, работа толкателей, осуществляются одновременно для всех плит независимо от их количества. Для сохранения постоянства уплотнения смеси на моделях
для каждого комплекта корковых форм производится дозированная загрузка смеси.
Изготовленные корковые формы сталкиваются на решетку бункера или на транспортер периодически приставляемый к месту сталкивания.
Предмет изобретения
Устройство для изготовления корковых форм из пуль вер бакелита с использованием центробежного метода, отличающееся тем, что, с целью упрочнения форм и использования для удаления избытка смеси ее собственного веса, оно выполнено в виде водоохлаждаемого бункера с крышкой, дозатора для формовочной смеси, моделей и подмодельных плит, электронагревателей, съемников и толкателей, причем подмодельные плиты с моделями располагаются по окружности и независимо от их количества все операции по изготовлению форм осуществляются одновременно.
| название | год | авторы | номер документа |
|---|---|---|---|
| Центробежная машина для изготовления оболочковых стержней | 1958 |
|
SU123674A1 |
| Способ изготовления оболочковых стержней цилиндрической формы из термореактивных смесей | 1957 |
|
SU115324A1 |
| Установка для изготовления оболочковых полуформ и стержней | 1977 |
|
SU725784A1 |
| Машина для изготовления вертикальных стопок безопочных форм | 1976 |
|
SU605528A3 |
| Установка для изготовления литейных форм импульсным способом | 1980 |
|
SU899235A1 |
| Устройство для изготовления облицованных жидкоподвижной смесью литейных форм | 1980 |
|
SU900940A1 |
| Автоматическая линия для изготовлениялиТЕйНыХ пОлуфОРМ | 1976 |
|
SU799913A1 |
| Установка для изготовления литейных оболочковых полуформ | 1975 |
|
SU546424A1 |
| АВТОМАТ ДЛЯ СТОПОЧНОЙ ФОРМОВКИ | 1973 |
|
SU384284A1 |
| ФОРМОВОЧНЫЙ ШИРОКОКОВШЕВОЙ ПЕСКОМЕТ | 2013 |
|
RU2554267C2 |

