3 5
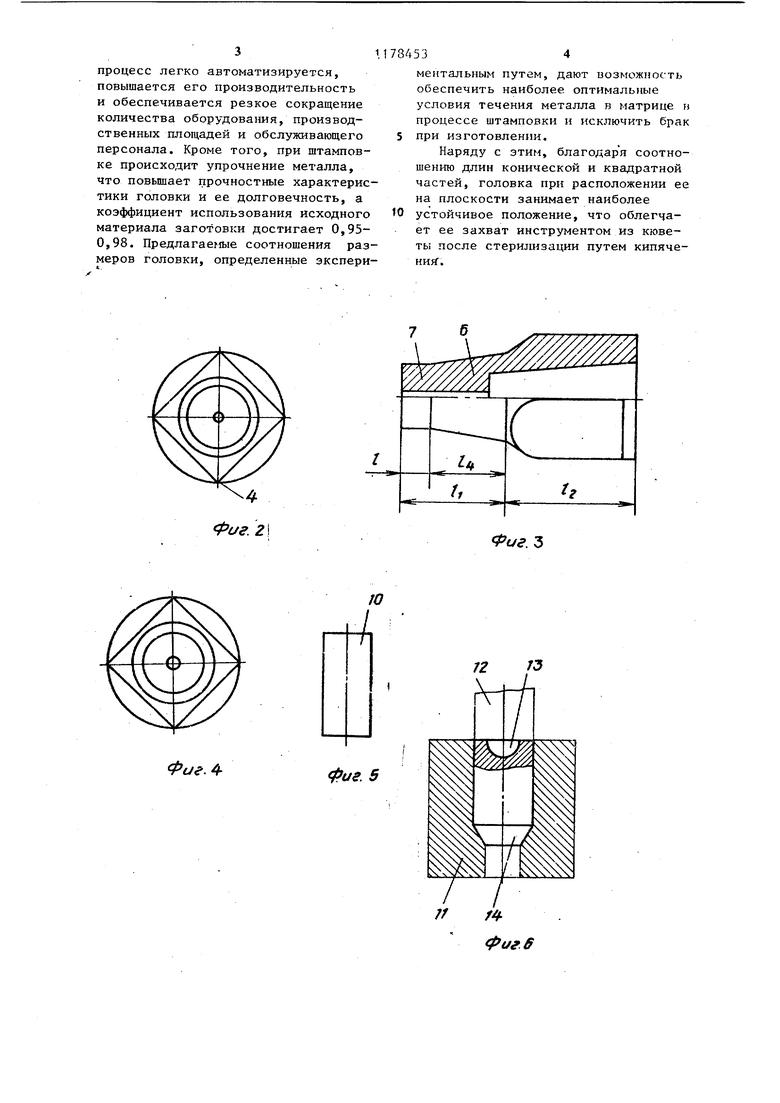
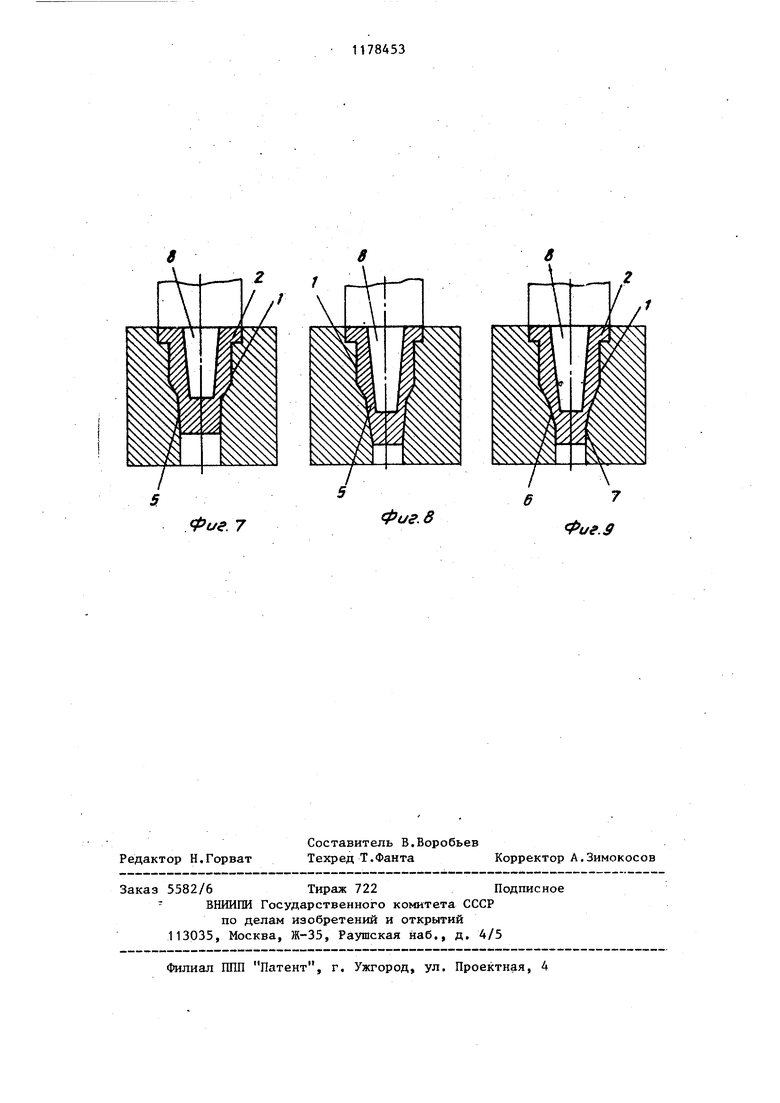
Фиг/ Изобретение относится к медицине в частности к способам изготовления головки инъекционной иглы, и может быть использовано при производстве канюлей для медицинских шприцев, на пример шприцев типа Рекорд. Целью изобретения является упрощ ние способа изготовления головки инъекционной иглы. На фиг. 1 изображена головка инъекционной иглы, главный вид; на фиг. 2 - то же, вид слева) на фиг. 3 и 4 - аналогичные проекции предлагаемой головки с цилиндрическим участком на теле вращения на фиг. 5 - исходная заготовка-, на фиг. 6 - заготовка после вьшолнения первой операции штамповки; на фиг. 7 - заготовка после выполнения второй операции штамповки, па фиг. 8 - заготовка после выполнения третьей операции штамповки на фиг. 9 - то же, для головки с цилин рическим участком на теле вращения. Головка инъекционной иглы имеет участок 1 квадратного сечения, на котором выполнен буртик2 цилиндрич кой формы, причем стороны квадрата вписаны в окружность основания буртика 2. Участок 1 посредством переходных фасок 3, выполненных на его ребрах 4, сопряжен с телом вращения имеющим вид усеченного конуса 5 или конуса 6, к меньшему основанию кото рого примыкает цилиндрический участок 7. В теле головки вьтолнена коническая полость 8 для надевания на шприц, которая сообщается со сквозньи 1 отверстием 9 под иглу. Размеры описываемой головки инъе ционной иглы выбраны в соответствии с соотношениями 0,2-0,4; 1 (-1 Г). -f- - и,о i ,и, t «.-Одлина конического (и где цилиндрического) тела вращения; длина участка квадрат ного сечения; длина цилиндрического участка тела вращения длина конического уча ка тела вращенияj объем участка квадрат ного сечения вместе с буртиком; V объем тела вращения; V.J - объем внутренней конической ПОЛОСТИ; V - Vj - объем тела участка квадратного сечения и буртика за вычетом объема внутренней конической полости. При изготовлении предлагаемой головки инъекционной иглы от круглого калиброванного прутка например, латунного или алюминиевого, отрезают исходную заготовку 10, объем V которой равен объему тела головки, плюс объем отверстия под иглу, т.е. V V + Vg. - Vj. После этого на первой операции штамповки заготовку 10 помещают в матрицу 11, и пуансоном 12 формируют в одном из ее торцов углубление 13, а на другом конце - фаску 14. На второй операции штамповки на заготовке 10 производят предварительную формовку буртика 2, участка 1 квадратного сечения, тела вращения 5 в виде усеченного конуса на месте фаски Н и полости 8 на месте углубления 13. На третьей заключительной операции штамповки осуществляют окончательную формовку тех же элементов головки, причем тело вращения приобретает окончательную форму усеченного конуса 5 (фиг.В) или усеченного конуса 6 с примыкающим к его меньшему основанию цилиндрическим участком 7 (фиг.9). После этого в заготовке высверливают или иным методом вьтолняют сквозное отверстие 9, в которое при последзтощей сборке вставляют иглу и обжатием тела вращения фиксируют иглу в головке. В процессе эксплуатации инъекционной иглы головку захватывают инструментом за участок 1 квадратного сечения перед буртиком 2 и, упираясь в буртик 2, надевают на наконечник шприца. Преимуществом предлагаемой головки инъекционной иглы является то, что она не выскальзывает из губок инструмента в процессе вьшолнения операции надевания на шприц и проста в изготовлении. Такая форма головки может быть получена описанным способом из более дешевого круглого прутка, гфи этом изготовление головки значительно упрощается.
процесс легко автоматизируется, повышается его производительность и обеспечивается резкое сокращение количества оборудования, производственных площадей и обслуживающего персонала. Кроме того, при штамповке происходит упрочнение металла, что повьшает прочностные характеристики головки и ее долговечность, а коэффициент использования исходного материала заготовки достигает 0,950,98. Предлагаемые соотношения размеров головки, определенные экспериментальным путем, дают возможность обеспечить наиболее оптимальные условия течения металла в матрице и процессе штамповки и исключить брак при изготовлении.
Наряду с этим, благодаря соотношению длин конической и квадратной частей, головка при расположении ее на плоскости занимает наиболее устойчивое положение, что облегчает ее захват инструментом из кюветы после стерилизации путем кипячени г.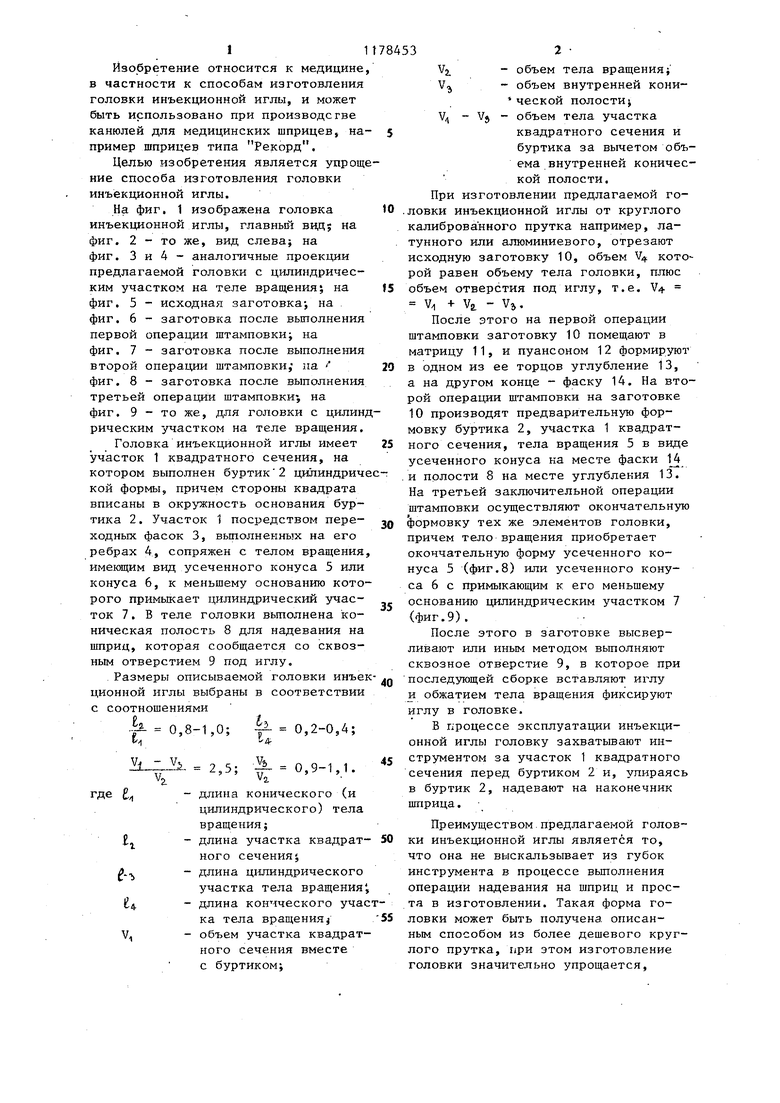
| название | год | авторы | номер документа |
|---|---|---|---|
| УЗЕЛ КОЛПАЧКА НАКОНЕЧНИКА ДЛЯ ЗАКРЫТИЯ ИНЪЕКЦИОННОЙ СИСТЕМЫ | 2014 |
|
RU2645240C2 |
| ИГОЛЬЧАТАЯ КАНЮЛЯ, СПОСОБ ИЗГОТОВЛЕНИЯ ИГОЛЬЧАТОЙ КАНЮЛИ И ИСПОЛЬЗОВАНИЕ ИГОЛЬЧАТОЙ КАНЮЛИ | 2002 |
|
RU2288746C2 |
| ИНЪЕКЦИОННАЯ ИГЛА МНОГОКРАТНОГО ПРИМЕНЕНИЯ А.Е.ШУЛИКОВА | 1991 |
|
RU2102086C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕРЖНЕВЫХ ИЗДЕЛИЙ С ГОЛОВКОЙ И КОНИЧЕСКИМ УЧАСТКОМ НА СТЕРЖНЕ | 2007 |
|
RU2336143C1 |
| Пуансон для пробивки отверстия с фаской и способ его изготовления | 1983 |
|
SU1159694A1 |
| ИНЪЕКЦИОННАЯ ИГЛА ОДНОКРАТНОГО ПРИМЕНЕНИЯ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 1996 |
|
RU2116804C1 |
| СПОСОБ ВЫСАДКИ ЗАКЛАДНЫХ БОЛТОВ С ГОЛОВКОЙ С РАДИАЛЬНЫМИ ОТРОСТКАМИ, УСТРОЙСТВО ДЛЯ ПРЕДВАРИТЕЛЬНОГО ФОРМООБРАЗОВАНИЯ ОТРОСТКОВ, УСТРОЙСТВО ДЛЯ ОКОНЧАТЕЛЬНОГО ФОРМООБРАЗОВАНИЯ ОТРОСТКОВ | 1999 |
|
RU2168386C1 |
| СПОСОБ ШТАМПОВКИ ШАРОВОГО ПАЛЬЦА | 1999 |
|
RU2138360C1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ДЕТАЛЕЙ ТИПА ТРОЙНИКОВ, НАПРИМЕР КОРПУСОВ ВОДО- И ТЕПЛОСЧЕТЧИКОВ ИЗ ТРУБНЫХ ЗАГОТОВОК ГИДРОШТАМПОВКОЙ | 2005 |
|
RU2348478C2 |
| Шприц | 1988 |
|
SU1774874A3 |
1. СПОСОБ ИЗГОТОВЛЕНИЯ ГОЛОВКИ ИНЪЕКЦИОННОЙ ИГЛЫ МНОГОКРАТНОГО ПОЛЬЗОВАНИЯ путем формирования на заготовке буртчка, конической полости и конической части, отличающийся тем, что, с целью упрощения способа, головку изготавливают из заготовки круглого сечения с формированием в последней между буртиком и конической частью участка квадратного сечения. 2.Способ ПОП.1, отличающийся тем, что на конической части формируют цилиндрический .участок. «9 3.Способ ПОП.1, отличающийся тем, что головку изготавливают методом штамповки.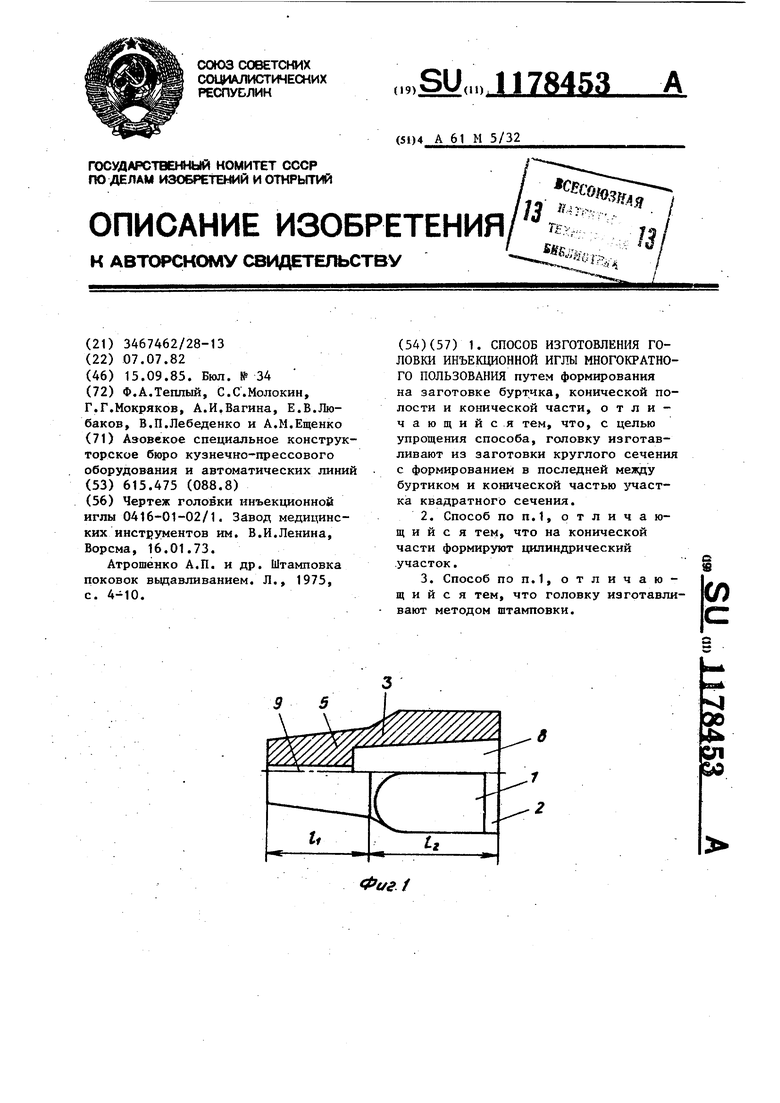
Риг. 3
Фиг.
pus, 5
us. 7
Фиг. 8
| Приспособление для автоматического тартания | 1922 |
|
SU416A1 |
| Завод медицинских инструментов им | |||
| В.И.Ленина, Ворсма, 16.01.73 | |||
| Атрошенко А.П | |||
| и др | |||
| Штамповка цоковок вьщавливанием | |||
| Л., 1975, с | |||
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
