Изобретение относится к обработк металлов давлением и может быть использовано при получении профильных изделий большой длины.
Цель изобретения - повьшение надежности.
На чертеже показано устройство, общий вид, продольный разрез.
Устройство включает в себя контенер. 1 высокого давления с матрицей установленный на неподвижной раме, образованной плитами 3 и 4, стянутыми колоннами 5, а также первую основную 6 и дополнительную 7 подвижные плиты, связанные со штоками 8 гидравлических цилиндров 9 и установленные с некоторым осевым зазором относительно друг друга и штоков 8. На основной плите соосно матрице размещена разрезная зажимная втулка 10, наружная поверхность которой выполнена конической с вершиной конуса, направленной к матрице.
Втулка 10 взаимодействует посредством шарнирных рычагов 11 с толкателями 12, размещенными в дополнительной плите 7.
Устройство работает следующим образом.
Обрабатываемую заготовку подают в контейнер 1 так, чтобы ее конец вьш1ел через матрицу 2. Затем с помощью штоков 8 гидравлических цилиндров 9 поджимают к торцу матрицы 2 основную 6 и дополнительную 7 плиты. При этом разрезная втулка 10 заходит в коническую расточку основной плиты 6, плотно обжимая конец обрабатываемой заготовки. Затем включают рабочий код гидравлических цилиндров 9. По мере натяжения заготовки разрезная втулка 10 втягивается в коническую расточку основной плиты 6, увеличивая усилие зажима.
После достижения заданного натяжения обрабатываемой заготовки в камеру контейнера 1 подают жидкость высокого давления и продавливают заготовку через матрицу. В конце рабочего хода толкатели 12 упираютс в неподвижную раму и с помощью шарнирного рычага 11 вьщвигают рязрезную втулку 10 из расточки плиты 6 в пределах зазора между основной 3 и дополнительной 4 плитами. Заготовка освобождается, и цикл повторяют .
Привод основной 6 и дополнительной 7 плит может осуществляться любым механизмом, в частности может осуществляться от вертикального привода посредством рычажного, клинового, кривошипного или реечного механизма.
Величину зазора между штоками 8 и плитами 6 и 7 подбирают в зависимости от величины хода разрезной втулки 10, Величина хода разрезной втулки 10 зависит от величины угла конуса и усилия зажима деформируемой заготовки. Величину угла конуса целесообразно назначать из условий реализации самоторможения.
Предлагаемое устройство позволяет обеспечить надежный зажим по наружной поверхности обрабатываемого прутка. Причем величина усилия зажима растет с ростом осевого усилия По мере выхода прутка из матрицы плиты 6 и 7, совершая периодически возврано-поступательное перемещение, осуществляют шаговое нагрзжение обрабатываемого прутка тянущим.
Производительность процесса определяется только быстроходностью привода, так как время на зажим и освобождение обрабатьгоаемого прутка не затрачивается. 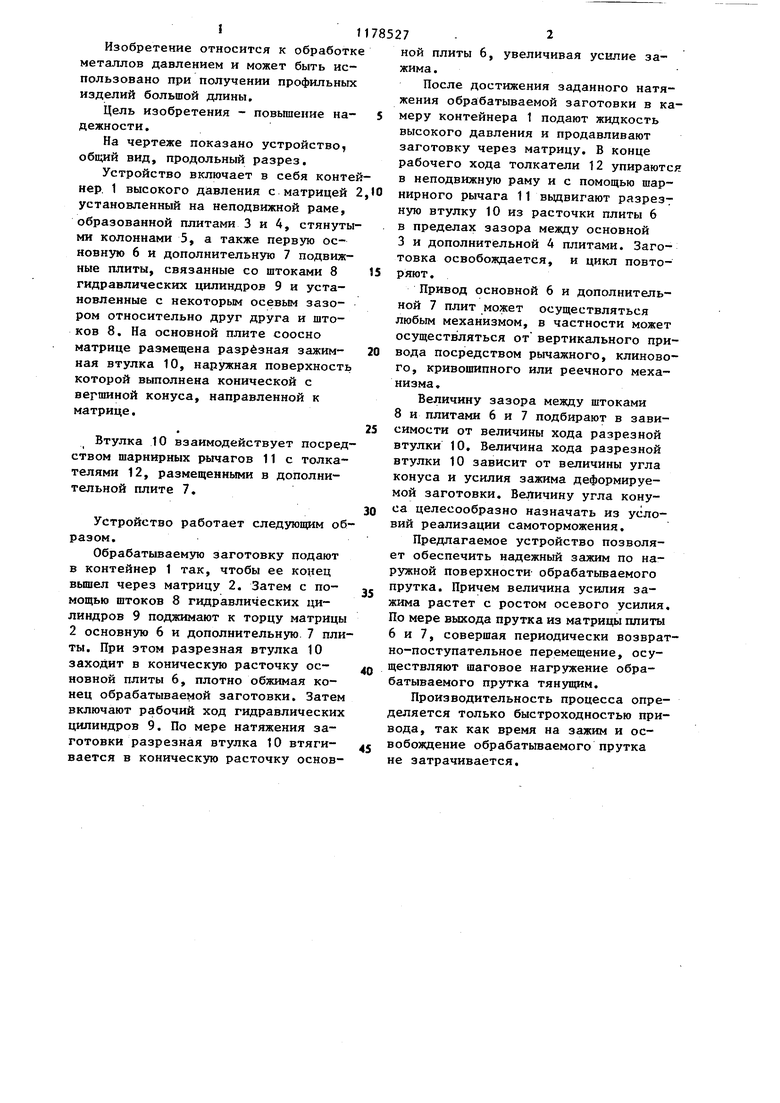
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ СОЗДАНИЯ НАТЯЖЕНИЯ ПРИ ПРЕССОВАНИИ МЕТАЛЛОВ | 2005 |
|
RU2278758C1 |
| Ротационно-обжимное устройство | 1977 |
|
SU742024A1 |
| Установка для центробежной биметаллизации втулок | 1984 |
|
SU1260110A1 |
| ПРЕССОВАЯ УСТАНОВКА ДЛЯ МНОГОПОЛОСТНОЙ БЕЗОБЛОЙНОЙ ШТАМПОВКИ | 1992 |
|
RU2057648C1 |
| Устройство для обработки и отрезки труб | 1976 |
|
SU597154A1 |
| Станок для гибки с растяжением профилей | 1990 |
|
SU1779433A1 |
| Устройство для подачи заготовок в зону обработки | 1981 |
|
SU1091968A1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ГВОЗДЕЙ | 1992 |
|
RU2019351C1 |
| Автоматизированный комплекс для штамповки деталей | 1987 |
|
SU1581436A1 |
| Устройство для изготовления изделий с продольными ребрами | 1985 |
|
SU1335353A1 |
1. УСТРОЙСТВО ДЛЯ ПОЛУНЕПРЕРЫВНОГО ГИДРОСТАТИЧЕСКОГО ПРЕССОВАНИЯ ИЗДЕЛИЙ, содержащее станину с горизонтально закрепленными на ней контейнером с матрицей, соединенным с источником создания высокого давления среды, а также подвижную вдоль оси обработки основную траверсу с узлом зажима, скрепленную со штоками силовых цилиндров, смонтированных на станине, отличающееся тем, что, с целью повьщ1ения надежности, оно снабжено дополнительной траверсой, установленной за основной траверсой с возможностью ограниченного перемещения относительно последней, узел зажима выполнен в виде разрезной втулки с наклонной наружной поверхностью, обращенной в противоположную обработке сторону, и наружным буртом со стороны, обращенной к дрполнительной траверсе, причем в основной и дополнительных траверсах установлен рычажно-шарнирный механизм с толкателями, обеспечивающий возврат (О злементов зажима в исходное положение при упоре толкателей в станину. 2. Устройство по п.1, о т л ичающееся тем, что, с целью наг.ружения обрабатываемого прутка тол- кaюiцим осевым усилием, основная и дополнительные траверсы с зажимом и рычажно-шарнирным механизмом возврата размещены перед контейнером. X л ч
| Пью Х.Л | |||
| Механические свойства материалов под высоким давлением | |||
| Вып | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Паровозный золотник (байпас) | 1921 |
|
SU153A1 |
| Буряк В.П | |||
| Гидростатическое прессование проволоки | |||
| Сб | |||
| Физика и техника высоких давлений | |||
| Вьт | |||
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
