оо
01
со
ел
Изобретение относится к строительной индустрии, а именно к установкам для изготовления железобетонных плит, используемых в домостроении и при возведении промышленных объектов.
Цель изобретения - улучшение качества изделий путем сокращения транспортных операций.
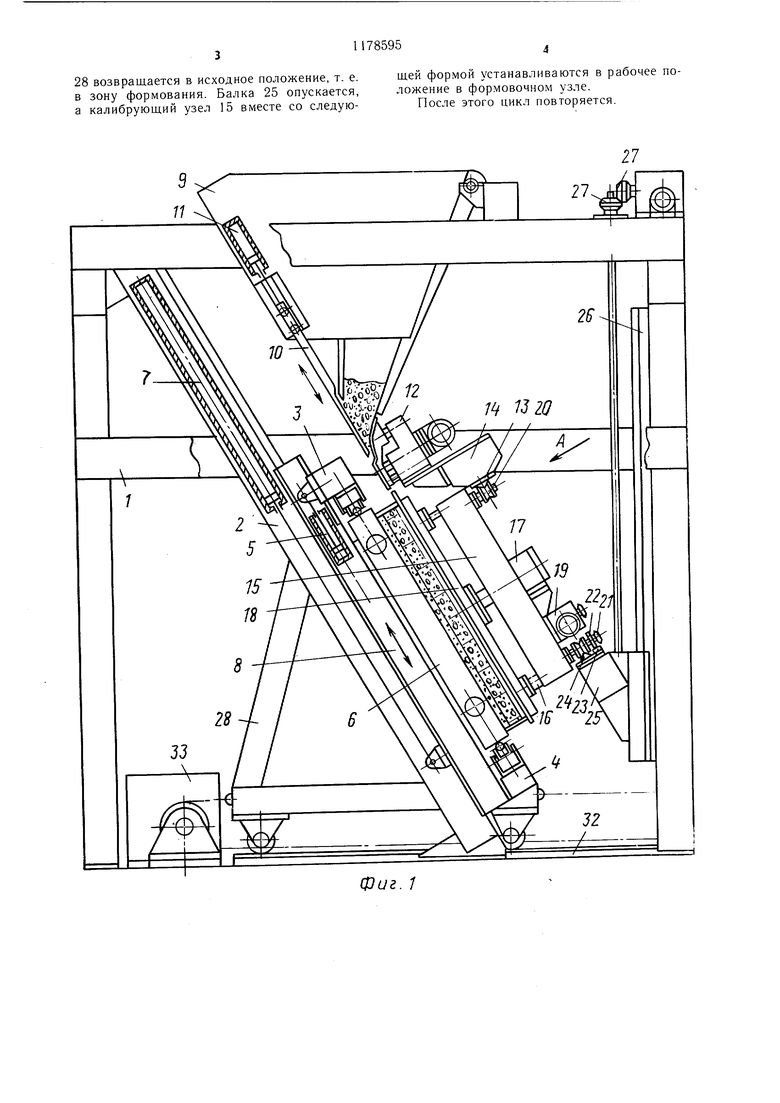
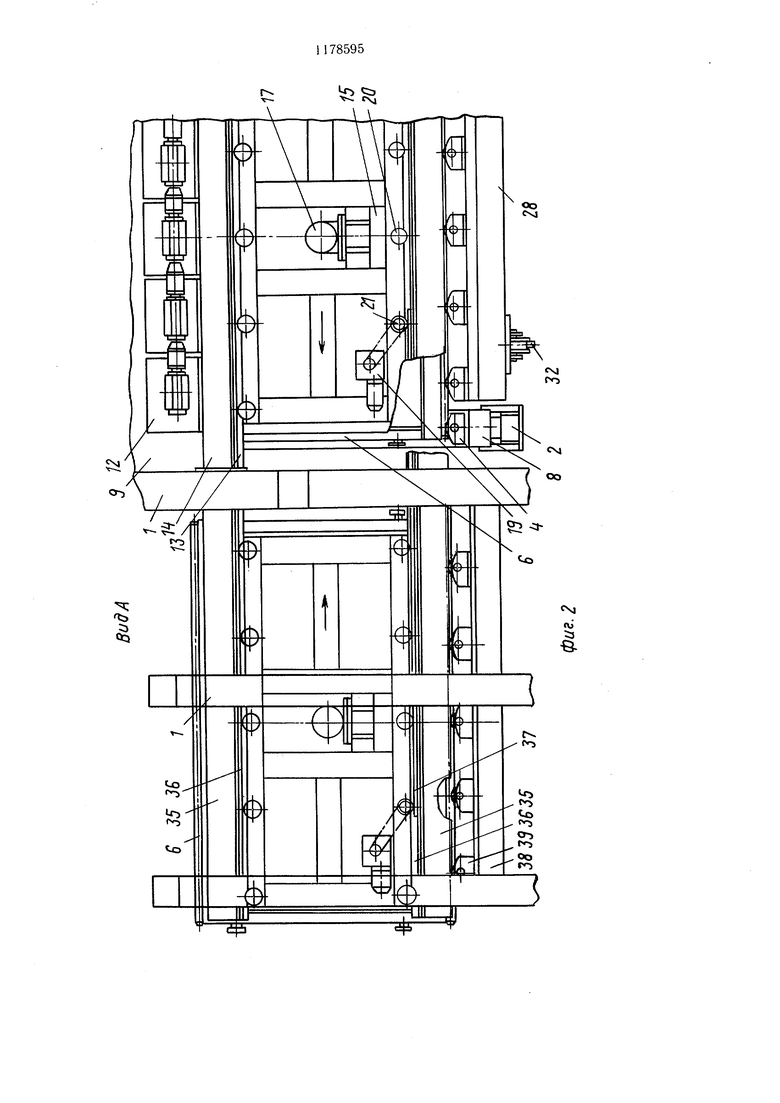
На фиг. I изображена установка, вид сбоку; на фиг. 2 - вид по стрелке А на фиг. 1; на фиг. 3 - вид на установку в положении передачи формы в термопакет.
Установка состоит из формующего устройства в виде рамы 1 с наклонными направляющими 2, снабженного подвижными траверсами 3 и 4, с приводом 5 и элементами фиксации форм 6, а также включающего приводы 7 и установленные на наклонные направляющие 2 средства перемещения 8.
Над наклонными направляющими 2 установлен бункер 9, расположенный параллельно средствам перемещения 8, с шибером 10, имеющим приводное устройство 11. Под бункером 9 параллельно средствам перемещения 4 расположены виброуплотняющие плиты 12 и призматические направляющие 13, установленные на балке 14 рамы 1.
Подвижный калибрующий узел 15 расположен под виброуплотняющими плитами 12 параллельно средствам перемещения 8, образуя зазор между ними, оснащен направляющими 16, приводом 17 и щитом 18, который перемещается перпендикулярно калибрующему узлу 15 по направляющим 16 от привода 17. Кроме того, калибрующий узел 15 включает в себя приводное устройство 19, призматические ролики 20, на одном из которых установлена звездочка 21 соединенная с приводным устройством 19, и шестерню 22, находящуюся в зацеплении с рейкой 23.
На призматическую направляющую 24 опирается отводной калибрующий узел 15 с роликами 20, рейка 23 закреплена на подвижной балке 25, перемещаемой по вертикальным направляющим 26 приводным устройством 27, установленным на раме 1.
Устройство поддержки форм 6 в наклонном положении и передачи заполненных форм в термопакет установлено между наклонными направляющими 2 и выполнено в виде приводной тележки 28, включающей в себя верхние и нижние опорные ролики 29 и 30, по которым принимается форма 6. Для передачи формы 6 в пакетирующий приемник 31 тележка 28 установлена на направляющих 32 и связана с приводом 33 цепной связью 34.
Сбоку от наклонных направляющих 2 на раме 1 установлено устройство подачи форм 6 к формующему узлу, содержащее балки 35 с призматическими направляющими 36 и рейкой 37, являющимися продолжением направляющих 13, 14 и рейки 23, а
также опорную раму 38, имеющую верхние и нижние опорные ролики 39, аналогичные роликам 29 и 30.
Установка работает следующи.м образом.
Калибрующий узел 15 выводится в бок по роликам 20, направляющим 13, 24 и 36 с помощью приводного устройства 19, через звездочку 21 и щестерню 22, находящуюся в зацеплении с рейками 23 и 37.
При обратном ходе калибрующий узел 15 захватывает форму 6, находящуюся на опорных роликах 39 устройства подачи форм на формование, и перемещает ее на опорные ролики 29 и 30 тележки 28, находящейJ ся в зоне формующего устройства.
Форма 6, введенная в зону формующего узла, фиксирует элементами фиксации траверс 3 и 4 средства перемещения 8. После фиксации формы 6 средства перемещения от приводов 7 перемещаются по наклонным направляющим 2 в верхнее исходное положение. Бункер 9 заполняется строительной смесью. Формовочный процесс начинается открытием шибера 10 приводным устройством 11 и включением вибросредств, в результате чего строительная смесь заполняет нижнюю часть формы 6, где и уплотняется виброуплотняющими плитами 12 в течение нескольких секунд при неподвижном положении средств перемещения 8. После этого включаются приводы 7 и средства перемещения 8 с формой 6 постепенно опускаются, при этом строительная смесь под воздействием вибросредств равномерно заполняет полость опускаемой формы 6. Заполняемая форма 6 с уплотненной строительной смесью постепенно уходит под щит 18 каг либрующего узла 15, который калибрует отформованное изделие по толщине. По окончании формования щибер 10, следя за верхним бортом формы 6, перекрывает подачу строительной смеси из бункера 9, после чего щит 18 слегка отводится по направляющим
0 16, не выходя из контакта с поверхностью свежеотформованного изделия, с помощью привода 17, снимая напряжение, возникающее в результате формовочного процесса, между щитом 8 и поверхностью изделия.
Включается привод 19 и калибрующий узел 15 со щитом 18 отводится вбок. После вывода калибрующего элемента 15 из зоны формования включаются приводы 5 и 7, и форма 6, освобождаясь от фиксируюQ щих элементов траверс 3 и 4, входит в контакт с роликами 29 и 30 тележки 28. Одновременно включается приводное устройство 27 и балка 25 по направляющим 26 поднимается, освобождая путь для прохода тележки 28 с формой 6 к пакетирующему
5 приемнику форм 31.
Привод 33 перемещает тележку 28 с формой 6 к пакетирующему приемнику 31, после передачи формы 6 с изделием тележка
28 возвращается в исходное положение, т. е. в зону формования. Балка 25 опускается, а калибрующий узел 15 вместе со следующей формой устанавливаются в рабочее положение в формовочном узле. После этого цикл повторяется.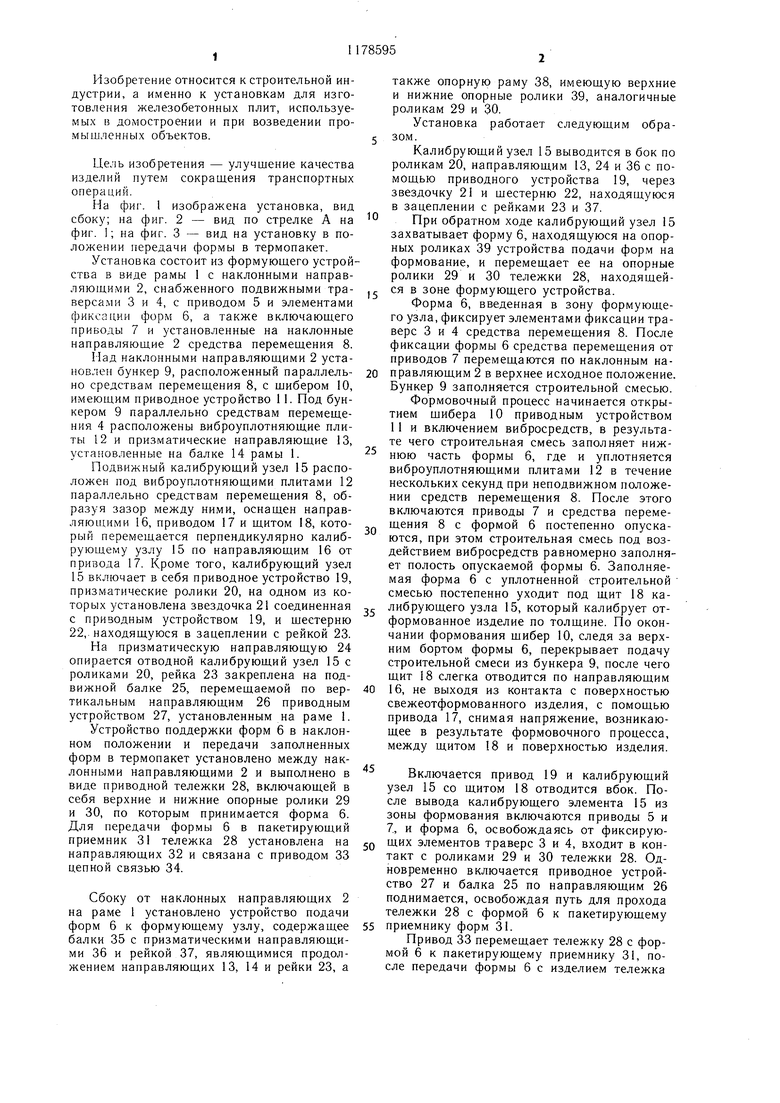
| название | год | авторы | номер документа |
|---|---|---|---|
| Замковое устройство преимущественно подъемника форм установки для наклонного формования железобетонных изделий | 1983 |
|
SU1159785A1 |
| Устройство для формования изделий из бетонных смесей в форме | 1982 |
|
SU1118529A1 |
| Кассетная установка для изготовления строительных изделий | 1987 |
|
SU1447674A1 |
| КОМПЛЕКС ФОРМОВОЧНЫЙ СТАЦИОНАРНЫЙ ДЛЯ ПРОИЗВОДСТВА БЕТОННЫХ ИЗДЕЛИЙ | 2017 |
|
RU2694671C1 |
| КОМПЛЕКС ОБОРУДОВАНИЯ ЗАВОДА ПО ПРОИЗВОДСТВУ ПОЛИСТИРОЛБЕТОННЫХ ИЗДЕЛИЙ | 2004 |
|
RU2299803C2 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ПРОТЯЖЕННЫХ СТРОИТЕЛЬНЫХ КОНСТРУКЦИЙ ИЗ ТВЕРДЕЮЩЕГО МАТЕРИАЛА С АРМИРОВАНИЕМ, РИГЕЛЬ, БАЛКА И КОЛОННА, ИЗГОТОВЛЕННЫЕ НА ЭТОЙ ТЕХНОЛОГИЧЕСКОЙ ЛИНИИ | 2005 |
|
RU2292262C1 |
| Установка для изготовления ребристых плит из бетонных смесей | 1981 |
|
SU1013286A1 |
| Вертикально замкнутая кассетно-конвейерная линия | 1987 |
|
SU1497012A1 |
| Карусельно-конвейерная установка для изготовления объемных элементов | 1977 |
|
SU716824A1 |
| ПЕРЕДВИЖНОЕ УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ БЕТОННЫХ СМЕСЕЙ | 1993 |
|
RU2033320C1 |
УСТАНОВКА ДЛЯ НАКЛОННОГО ФОРМОВАНИЯ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ, содержащая формующее устройство в виде рамы с наклонными направляющими, снабженное подвижными траверсами с элементами фиксации форм, бункер с виброуплотняющими плитами, калибрующий узел, а также устройства подачи форм на формование, поддержки их в наклонном положении и передачи заполненны.х форм в термопакет, отличающаяся тем, что, с целью улучшения качества изделий путем сокращения транспортных операций, устройства поддержки форм в наклонном положении и передачи их в термопакет совмещены и выполнены в виде приводной тележки с опорными элементами, образующими наклонную плоскость, расположенную между наклонными направляющими формующего устройства, а калибрующий узел выполнен в виде подвижного щита с приводом, установленного -на дополнительных направляющих рамы с возможностью перемещения в сторону параллельно наклонным направляющим формующего устройства.
| Установка для изготовления строительных изделий типа панелей из бетона или ему подобных материлов | 1966 |
|
SU540734A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
