Изобретение относится к монтажу трубопровода, а именно к макетирова нию их на изделиях. Цель изобретения - повышение геометрической точности получаемых изделий. На чертеже изображена трубная заготовка с выполненными пазами. Способ изготовления трубчатых шаблонов осуществляется в следующе последовательности. На заготовке 1 со стороны предпо лагаемого выпуклого участка гиба вып няют пазы 2 перпендикулярные оси заготовки. Глубина пазов 2 составля ет О,8-0j9 диаметра Трубной заготов ки 1 . Затем заготовку 1 с пазами 2 изгибают в соответствии с требуемой геометрией и закрепляют на ней вдоль образующих по наружному радиусу гиба фиксирующие накладки 3. Фиксирую111ие накладки могут быть изготовлены из материала трубной заготовки и закреплены приклейкой. Наличие пазов глубиной 0,8-0,9 диаметра обеспечивает возможность гибки трубной заготовки без примене ния специальных приспособлений вручную. Увеличение глубины пазов приводит к снижению жесткости шаблона, уменьшение глубины затрудняет гибку. Укрепленная по наружному радиусу фиксирующая накладка обеспечивает шаблону требуемую жесткость для дальнейшего использования при изготовлении по нему труб. Использование предлагаемого технического решения позволяет обеспечить возможность изготовления с помощью несложных средств точного трубопровода и снизить количество брака. При изготовлении трубопроводов 42x0,5; 50x0,6; 96x1; 105x1 из материалов 12X1 8Н10Т-ВД, АМгЗ, ПТ-7М количество брака при использовании предлагаемого технического решения снижается с 15 до 3%, Исходя из объема производства труб указанных типоразмеров на одном из предприятий, а также с учетом себестоимости их изготовления установлено, что эффективность от использования изобретения составляет около ЧООО руб. в год.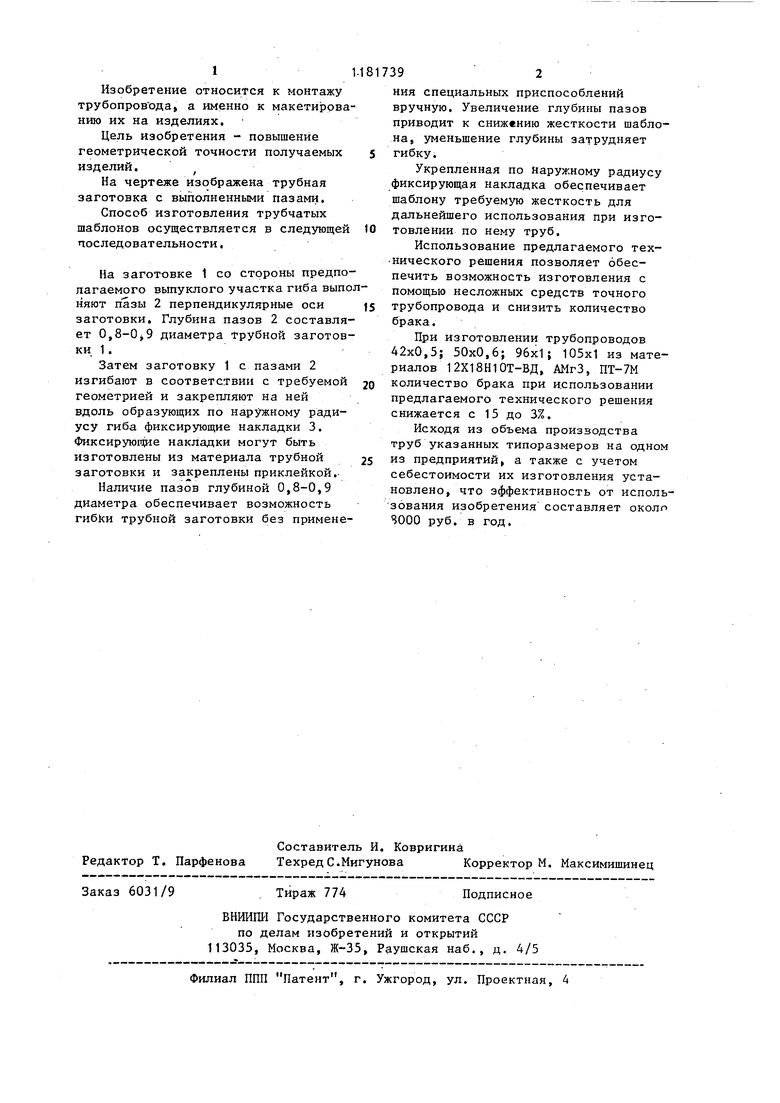
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для гибки труб намоткой | 1984 |
|
SU1159686A1 |
| Способ изготовления сварных крупногабаритных конструкций | 1983 |
|
SU1162563A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕМЕНТА КРИВОЛИНЕЙНОЙ ФОРМЫ, СОДЕРЖАЩЕГО ВНУТРЕННЮЮ И НАРУЖНУЮ ТРУБЫ, УСТАНОВЛЕННЫЕ КОАКСИАЛЬНО ОТНОСИТЕЛЬНО ДРУГ ДРУГА, И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2262405C1 |
| Устройство для термофиксации крупногабаритных деталей | 1979 |
|
SU854502A1 |
| СПОСОБ ГИБКИ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2016683C1 |
| Способ изготовления пространственных деталей | 1981 |
|
SU1013023A1 |
| Устройство для гибки тонкостенных труб | 1986 |
|
SU1532127A1 |
| Станок для гибки проката | 1976 |
|
SU642046A1 |
| Способ изготовления полых соединительных элементов трубопроводов | 1984 |
|
SU1276391A1 |
| СПОСОБ ГИБКИ ТОНКОСТЕННЫХ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2354478C1 |
СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБЧАТЫХ ШАБЛОНОВ путем гибки трубной заготовки, отличающийся тем, что, с целью повышения геометрической точности получаемых изделий, предварительно на трубной заготовке перпендикулярно .ее оси, выполняют пазы прямоугольнй формы на глубину 0,8-0,9 диаметра заготовки, а гибку заготовки осуществляют располагая участок с пазами со стороны выпуклой зоны шаблона, после чего на этом участке закрепляют фиксирующие накладки. (Л с ./ сх со со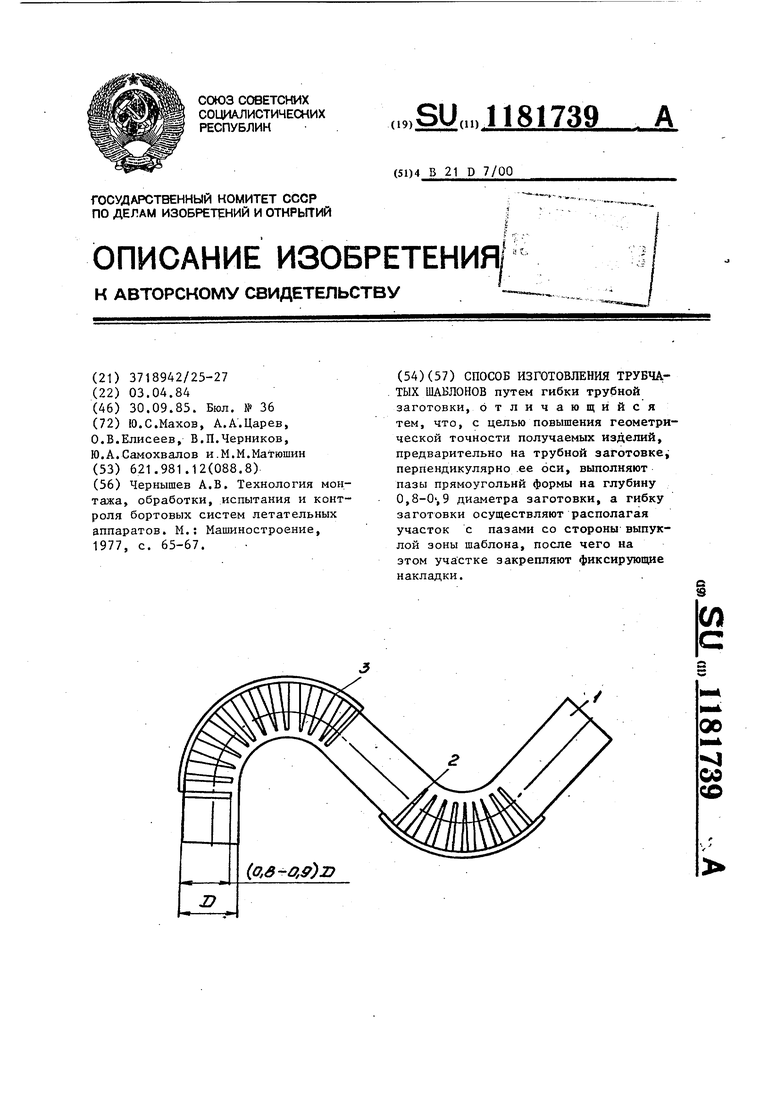
| Чернышев А.В | |||
| Технология монтажа, обработки, испытания и контроля бортовых систем летательных аппаратов | |||
| М.: Машиностроение, 1977, с | |||
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
