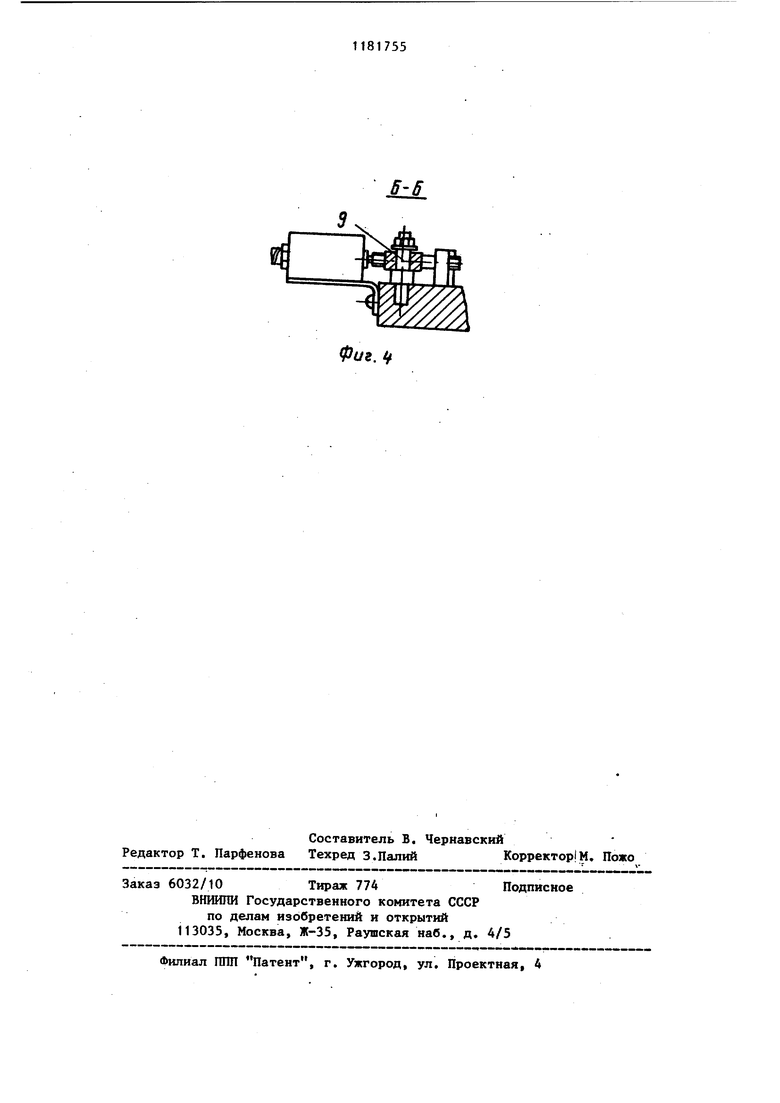
Изобретение относится к обрабртке металлов давлением, в частности к штампам для вырубки деталей из листовых заготовок. Цель изобретения - повьпиение производительности штамповки. На фиг. 1 изображен штамп в момент вырубки, общий вид на фиг, 2 упор находится в исходном состоянии на фиг, А - разрез Б-Б на фиг, 2, Штамп содержит подвижную плиту 1, пуансон 2, закрепленный в.этой плите, неподвижную плиту 3, смонтированные на ней матрицу 4, съемник 5, направляющие планки 6, рычаг 7, подпружиненный прузкиной 8 и установленный с возможностью кччения на оси 9, Шаговый упор 10 закреплен на рычаге 7, Ограничители 11 и 12 установлены с возможностью взаимодействия с противоположными плечами рычага 7. Датчик положения шагового упора обозначен позицией 13, Разовый упор 1А смонтирован в направляющих планках 6, Рычаг 7 снабжен рукояткой 13. На противоположном онце рычага 7 смонтирован винт 16. брабатываемый материал обозначен позицией 17. Штамп работает следующим образом. После пробивки первого отверстия обрабатываемый материал подается в направлении подачи. Меясдетальная перемычка проходит за упор 10. Штампов л гггвый упор 10, взаимодействуя с междетальной перемычкой, перемещает рычаг 7 до взаимодействия с ограничителем 11. Момент контакта рычага 7 с ограничителем 11 совпадает с моментом контакта винта 16 с датчиком 13, который посыпает сигнал на включение пресса. Происходит перемещение подвижной части штампа вниз и производится вырубка. При ходе подвижной части штампа вверх производится подача обрабатываемого материала 17 в рабочую зону штампа. Цикл повторяется. Предлагаемый штамп позволяет повысить производительность труда за счет автоматического включения хода пресса.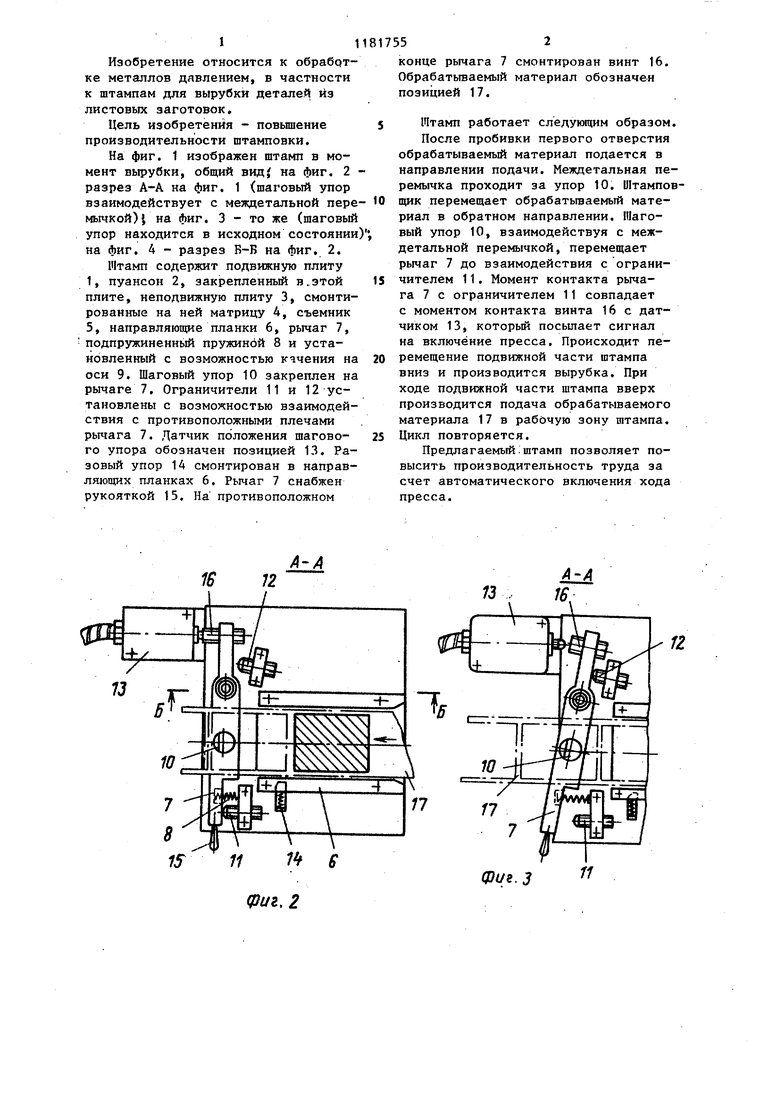
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для штамповки деталей из листового материала В.И.Васильева | 1989 |
|
SU1660805A1 |
| Устройство для обработки полосового и ленточного материала | 1983 |
|
SU1129003A1 |
| СПОСОБ МНОГОПЕРЕХОДНОЙ ПОСЛЕДОВАТЕЛЬНОЙ ШТАМПОВКИ В ЛЕНТОЧНО-ПОЛОСОВОЙ ЗАГОТОВКЕ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2013 |
|
RU2591023C2 |
| Линия для многопереходной штамповки деталей из листового материала | 1987 |
|
SU1433587A1 |
| Производственный модуль для штамповочных работ | 1988 |
|
SU1685576A1 |
| Устройство для подачи плоских заготовок в рабочую зону штампа | 1981 |
|
SU963629A1 |
| Автоматизированный комплекс для штамповки деталей | 1987 |
|
SU1581436A1 |
| Автоматический штамповочный комплекс для изготовления деталей из полосы и устройство для отделения от стопы полосы и подачи ее в рабочую зону пресса | 1990 |
|
SU1756000A1 |
| Устройство для штамповки деталей из ленточного материала | 1988 |
|
SU1590170A1 |
| Штамп для вырубки деталей изпОлОСОВОгО и лЕНТОчНОгО МАТЕРиАлА | 1978 |
|
SU795639A1 |
1. ШТАМП ДЛЯ ВЫРУБКИ ДЕТАЛЕЙ ИЗ ЛИСТОВЫХ ЗАГОТОВОК, монтируемый на столе пресса, содержащий закрепленные в его подвижной и неподвижной частях рабочие инструменты, подпружиненный рычаг, установленный в неподвижной части штампа с возможностью качения, шаговый упор, закрепленный на рычаге, о т л ичающи.йся тем, что, с целью повьш1бния производительности штамповки, он снабжен датчиком положения шагового упора относительно обрабатываемого материала и ограничителями перемещения рычага, датчик связан с аппаратом управления прессом, рычаг установлен с возможностью качения в плоскости, параллельной плоскости подачи обрабатываемого материала, и взаимодействия с упомянутыми датчиком и ограничителями. 2. Чтамп по п. 1, отличающийся тем, что ограничители выполнены регулируемыми. 3.Штамп по п. 1, отличающийся тем, что рычаг снабжен рукояткой. 2 1 00 vl СП СЛ
1Z
фиг. 3
Фиг. tf
| Штамп для вырубки деталей изпОлОСОВОгО и лЕНТОчНОгО МАТЕРиАлА | 1978 |
|
SU795639A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
