Известны установки для сваркн внутренни.х продольных шВОв труб, содержащие консольную штангу, несущую сварочную головку, флюсоаппарат и корпус со сферическими опорными роликами.
Предложенная установка отличается от известных тем, что опорные ролики установлены на осях качения, которые «онсольно закреплены на подпружиненных поворотных втулках.
Такая конструкция установки позволяет поддерживать положение -центра каждого ролика неизменным относительно установки и постоянно совпадающим с точкой пересечения оси качения и оси поворота ролика при вращении трубы, т. е. предотвратить смещение электрода при неправильной геометрии трубы.
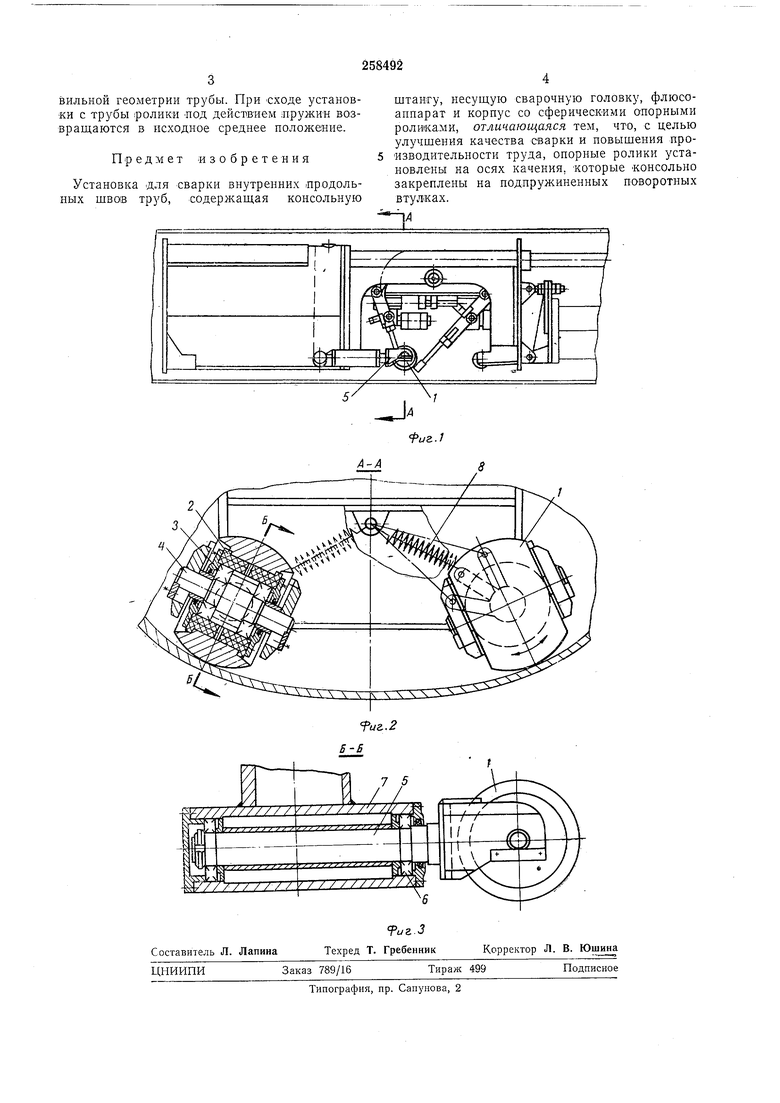
На фиг. 1 показан общий вид описываемой установки; на фиг. 2 - частичное сечение Л- А на фиг. 1; на фиг. 3-сечение Б-Б на фиг. 2.
ролики / имеют сферическую поверхность с -центром, совпадающим.-с осью качения и -осью -поворотной втулки. Каждый ролик с изоля-ционными втулками 2 и подтипника-ми 3 сидит на оси качения 4, которая, в свою очередь, жестко закреплена на консольном конце поворотной втулки 5.
вильной ориентировки опорных роликов / перед началом - сварки каждая втулка снабжена пружиной 8 с таким расчетом, чтобы при минимальном натяжении последней ролик занимал среднее положение по 1возможному углу поворота при качении. Сферическую поверхность каждого ролика рассчитывают так, чтобы контакт с трубой оставался при максимально возможном смещении шва.
Консольное закрепление роликов ла втулках позволяет разместить их в плоскости сварки, перпендикулярной оси трубы, и симметрично относительно мундштуков сварочных головок. Эта особенность является достоинством сварочной установки, так как труба по длине непрямолинейна, и при любом другом расположении роликов возможны изменения расстояния между электродами и пх вылетов, что ухудшает качество .сварки.
В процессе сварки установка опирается на трубу роликами 1, которые вращаются вокруг осей 4. При корректировке электродов относительно шва поворотом трубы ролики благодаря сферической поверхности одновременно поворачиваются -в ту или другую сторону от среднего полол-:ения, поворачивая при этом втулки 5 и увеличивая натяжение пружин 8. Так как при этом полол ение центра -каждого ролика относительно установки не меняется, то нет причин для ее самоувода при непра
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ СВАРКИ ВНУТРЕННИХ СТЫКОВ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ | 1971 |
|
SU306922A1 |
| УСТРОЙСТВО ДЛЯ СВАРКИ НЕПОВОРОТНЫХ СТЫКОВ ТРУБ | 1971 |
|
SU298450A1 |
| УСТРОЙСТВО для ШОВНОЙ КОНТАКТНОЙ СВАРКИ | 1971 |
|
SU312702A1 |
| СТЕНД ДЛЯ СБОРКИ И ДВУСТОРОННЕЙ СВАРКН ЛИСТОВОГО МАТЕРИАЛА В ПОЛОТНИЩА | 1973 |
|
SU366951A1 |
| УСТАНОВКА ДЛЯ ДВУХСТОРОННЕЙ СВАРКИ КОЛЬЦЕВЫХ ШВОВВСЕСОЮЗНАЯПДШ1!НО-иш^ШСБНь.ПИОТПКА | 1971 |
|
SU306935A1 |
| Установка для дуговой сварки внутренних кольцевых швов труб | 1988 |
|
SU1551500A1 |
| УСТРОЙСТВО для ФОРМОВКИ ТРУБ под СВАРКУ | 1970 |
|
SU276894A1 |
| АВТОМАТ РОТОРНОГО ТИПА ДЛЯ СВАРКИ ПАКЕТОВ ИЗ ТЕРМОПЛАСТОВ | 1969 |
|
SU247497A1 |
| УСТРОЙСТВО ДЛЯ МНОГОТОЧЕЧНОЙ КОНТАКТНОЙ СВАРКИ ПРОСТРАНСТВЕННЫХ КАРКАСОВ | 1971 |
|
SU317478A1 |
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ СВАРКИ СПИРАЛЬНОШОВНЫХ ТРУБ | 1970 |
|
SU277704A1 |
